Anda mungkin juga menyukai
- Códigos y Normas SoldaduraDokumen24 halamanCódigos y Normas SoldaduraleonjacoborafaelBelum ada peringkat
- Normas Codigos y Especificaciones de SoldaduraDokumen19 halamanNormas Codigos y Especificaciones de Soldaduragelly_altuveBelum ada peringkat
- MODULO No 1 INSPECCION VISUAL AWSDokumen70 halamanMODULO No 1 INSPECCION VISUAL AWScruz garcia100% (1)
- AWS D1.1 Código de Soldadura AceroDokumen29 halamanAWS D1.1 Código de Soldadura AceromaqueyraBelum ada peringkat
- Manejo de Códigos y Normas de SoldaduraDokumen15 halamanManejo de Códigos y Normas de SoldaduraYolimar FrancoBelum ada peringkat
- Defectos y Fallas en Uniones SoldadasDokumen59 halamanDefectos y Fallas en Uniones SoldadasSebastian Pizarro100% (1)
- Criterios Elaborar WPS, PQR, WPQRDokumen100 halamanCriterios Elaborar WPS, PQR, WPQRjorge cortesBelum ada peringkat
- ASME Sección IX: Calificación de SoldaduraDokumen42 halamanASME Sección IX: Calificación de SoldaduraWenceslao EscorzaBelum ada peringkat
- Visual Inspection 2013-NDT-1Dokumen276 halamanVisual Inspection 2013-NDT-1Julio PCBelum ada peringkat
- Soldadura Del Acero API 5l-x52Dokumen131 halamanSoldadura Del Acero API 5l-x52jensdcvBelum ada peringkat
- Proceso GMAW-MIGDokumen86 halamanProceso GMAW-MIGmichelemariBelum ada peringkat
- Guía completa de los ensayos no destructivos ENDDokumen168 halamanGuía completa de los ensayos no destructivos ENDRicardo ZambranaBelum ada peringkat
- Calificación de Soldadores Según Norma ASME Sección IXDokumen6 halamanCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleBelum ada peringkat
- Traduccion API 1104Dokumen48 halamanTraduccion API 1104Luis LlmBelum ada peringkat
- Curso Código Asme b31.4Dokumen1 halamanCurso Código Asme b31.4César Augusto Quiroga Montenegro100% (1)
- Radiografía IndustrialDokumen199 halamanRadiografía IndustrialJoseCorrea0% (1)
- Códigos de construcción ASME B31.3Dokumen65 halamanCódigos de construcción ASME B31.3MarceloTocco100% (1)
- Costos y presupuestos en estructuras metálicas onlineDokumen3 halamanCostos y presupuestos en estructuras metálicas onlineRoosevelt Varas VelizBelum ada peringkat
- WpsDokumen6 halamanWpsAlbert DurangoBelum ada peringkat
- Proceso SMAWDokumen51 halamanProceso SMAWmarco falconBelum ada peringkat
- Norma AWS QC1 2007Dokumen51 halamanNorma AWS QC1 2007Em RaBelum ada peringkat
- Interpretación de Planos y Simbología de La SoldaduraDokumen20 halamanInterpretación de Planos y Simbología de La SoldaduraRICHARD VILLONBelum ada peringkat
- Clinica de Codigo API 1104Dokumen2 halamanClinica de Codigo API 1104Eduardo Jimenez100% (1)
- Manual de Liquidos PenetrantesDokumen154 halamanManual de Liquidos Penetrantesorlando sepulvedaBelum ada peringkat
- Clinica Código AWS D1.1 PDFDokumen2 halamanClinica Código AWS D1.1 PDFHernan Lazaro HernandezBelum ada peringkat
- Curso para Certificacion de Inspectores de Soldadura PDFDokumen753 halamanCurso para Certificacion de Inspectores de Soldadura PDFabraham.rodriguez.cwi246100% (4)
- Metodologia - Clinica Aws D1Dokumen94 halamanMetodologia - Clinica Aws D1koyiatBelum ada peringkat
- Codigo Asme Seccion IxDokumen53 halamanCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Discontinuidades en soldaduraDokumen33 halamanDiscontinuidades en soldaduraEfrain Alfaro Mendoza100% (2)
- AWS D1.1 PresentaciónDokumen50 halamanAWS D1.1 Presentaciónrabacet23Belum ada peringkat
- Ensayos No DestructivosDokumen33 halamanEnsayos No Destructivosmotopla100% (1)
- ExamenTecnologia de Soldadura de InspeccionDokumen68 halamanExamenTecnologia de Soldadura de InspeccionOrlando Delgado Huamali0% (1)
- Manual Galgas 1Dokumen56 halamanManual Galgas 1Jorge Vera Alvarado100% (2)
- Modulo 9Dokumen58 halamanModulo 9Ivan SevillanoBelum ada peringkat
- API 1104 Pres Espaol 2002Dokumen79 halamanAPI 1104 Pres Espaol 2002Wilson GuevaraBelum ada peringkat
- Aws D1.1 0609Dokumen54 halamanAws D1.1 0609Anonymous cuOIjrLI75% (4)
- Curso de Soldadura Proceso Tig y MigDokumen35 halamanCurso de Soldadura Proceso Tig y MigLuiis HM MaamoonBelum ada peringkat
- Clinica API 1104Dokumen0 halamanClinica API 1104Orlando Delgado HuamaliBelum ada peringkat
- Calificación de WPS y Calificación de Soldadores ASME Sec IXDokumen40 halamanCalificación de WPS y Calificación de Soldadores ASME Sec IXruddy100% (1)
- Metalurgia de La SoldaduraDokumen69 halamanMetalurgia de La SoldaduraMc Frederick BrinnemanBelum ada peringkat
- Simbolización de Soldadura - Aws A2.4 - AscDokumen162 halamanSimbolización de Soldadura - Aws A2.4 - AscOmar DSBelum ada peringkat
- Aws d1.5 PDFDokumen42 halamanAws d1.5 PDFFernandoBravoBelum ada peringkat
- MANUAL Liquidos Penetrantes ADEMINSACDokumen136 halamanMANUAL Liquidos Penetrantes ADEMINSACIzquierdo AlfedBelum ada peringkat
- 02 Terminos y Definiciones SoldaduraDokumen18 halaman02 Terminos y Definiciones SoldaduraBetsiBelum ada peringkat
- Metalurgia de La SoldaduraDokumen43 halamanMetalurgia de La SoldaduraCarlos German Mamani PizarroBelum ada peringkat
- Msud MSTD-404 Manual 001 PDFDokumen183 halamanMsud MSTD-404 Manual 001 PDFJhonatan Paolo Sosa PauliniBelum ada peringkat
- Capitulo 39. Calificación (Modo de Compatibilidad)Dokumen77 halamanCapitulo 39. Calificación (Modo de Compatibilidad)Erasto Landaverde Lm100% (1)
- Diapositivas Simbolos de SoldaduraDokumen26 halamanDiapositivas Simbolos de SoldaduraCarlos Arias100% (1)
- Clase 13 DefectosDokumen191 halamanClase 13 Defectosnedduc20100% (1)
- Procedimientos de soldadura, soldadores y clasificaciónDokumen5 halamanProcedimientos de soldadura, soldadores y clasificaciónGabriel CarmonaBelum ada peringkat
- Soldadura, WPS y PQRDokumen6 halamanSoldadura, WPS y PQRgeoswaldBelum ada peringkat
- Calificación de Procedimientos de Soldadura y SoldadoresDokumen4 halamanCalificación de Procedimientos de Soldadura y SoldadoresJESUS MANUEL POLO FERNANDEZBelum ada peringkat
- ASME Secc IXDokumen95 halamanASME Secc IXLuis LozadaBelum ada peringkat
- Estandares de SoldaduraDokumen4 halamanEstandares de Soldaduraheartblack7Belum ada peringkat
- Uso de Códigos Al Momento de InspeccionarDokumen2 halamanUso de Códigos Al Momento de InspeccionarTkiaBelum ada peringkat
- Calificación Del Procedimiento de SoldaduraDokumen3 halamanCalificación Del Procedimiento de Soldadurajaime quintero100% (1)
- Curso Asme Ix - Ctsol ....Dokumen123 halamanCurso Asme Ix - Ctsol ....Martin Aldave100% (1)
- 03 Manejo de CodigosDokumen41 halaman03 Manejo de CodigosAlvaro Alexis Mendoza PradaBelum ada peringkat
- Introduccion API Asme AwsDokumen35 halamanIntroduccion API Asme AwssebasttiancBelum ada peringkat
- Modulo 2 - Tema 4 y 5Dokumen98 halamanModulo 2 - Tema 4 y 5nelsonBelum ada peringkat
- QW 422 (Noferrosos)Dokumen18 halamanQW 422 (Noferrosos)Carlos Antonio Jimenez MoralesBelum ada peringkat
- Nomenclatura de Aceros: Sistemas AISI, ASTM, UNS y ENDokumen6 halamanNomenclatura de Aceros: Sistemas AISI, ASTM, UNS y ENkristianvinicio100% (1)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Identificacion de Aceros y Electrodos2Dokumen5 halamanIdentificacion de Aceros y Electrodos2Carlos Antonio Jimenez MoralesBelum ada peringkat
- AceroDokumen67 halamanAceroCarlos Antonio Jimenez MoralesBelum ada peringkat
- ELECTRODOSDokumen65 halamanELECTRODOSCarlos Antonio Jimenez MoralesBelum ada peringkat
- Discontinuidades, Defectos, Normas - Payend 2005Dokumen9 halamanDiscontinuidades, Defectos, Normas - Payend 2005rodrignaBelum ada peringkat
- Metalurgia - Pate IiDokumen74 halamanMetalurgia - Pate IiCarlos Antonio Jimenez MoralesBelum ada peringkat
- DefectosDokumen18 halamanDefectosCarlos Antonio Jimenez MoralesBelum ada peringkat
- Defectos de SoldaduraDokumen38 halamanDefectos de Soldadurapmzab57% (7)
- 05-Clasificacion de Electrodos Por Aws OkDokumen39 halaman05-Clasificacion de Electrodos Por Aws OkCarlos Antonio Jimenez MoralesBelum ada peringkat
- Discontinuidaes y Defectos-07Dokumen70 halamanDiscontinuidaes y Defectos-07Carlos Antonio Jimenez MoralesBelum ada peringkat
- API 1104 CAP 6 Calificación de SoldadoresDokumen39 halamanAPI 1104 CAP 6 Calificación de SoldadoresCarlos Antonio Jimenez Morales100% (1)
- HOBART Propiedades MecánicasDokumen31 halamanHOBART Propiedades MecánicasCarlos Antonio Jimenez MoralesBelum ada peringkat
- Códigos y estándares de soldadura (AWS, ASME, APIDokumen79 halamanCódigos y estándares de soldadura (AWS, ASME, APICarlos Antonio Jimenez MoralesBelum ada peringkat
- API 1104 CAP. 5 Calificación de ProcedimientoDokumen50 halamanAPI 1104 CAP. 5 Calificación de ProcedimientoCarlos Antonio Jimenez Morales100% (1)
- Codigo AsmeDokumen65 halamanCodigo AsmeRoman Arango HerreraBelum ada peringkat
- Calificacion de Procedimiento Asme Secc. IxDokumen36 halamanCalificacion de Procedimiento Asme Secc. IxCarlos Antonio Jimenez MoralesBelum ada peringkat
- Código Asme, Sección Ix, Parte QW en Español.2013Dokumen233 halamanCódigo Asme, Sección Ix, Parte QW en Español.2013Edgar Becerra Alvarado100% (2)
- Guia de Aprendizaje 3Dokumen5 halamanGuia de Aprendizaje 3JOSERENET70Belum ada peringkat
- Manual OfwDokumen89 halamanManual OfwJuan Manrique60% (5)
- Calidad y ÉxitoDokumen5 halamanCalidad y ÉxitoCarlos Antonio Jimenez MoralesBelum ada peringkat
- Paradoja de La VidaDokumen11 halamanParadoja de La VidaLori PetersonBelum ada peringkat
- Estudio de Procesos y ProcedimientosDokumen11 halamanEstudio de Procesos y ProcedimientosCarlos Antonio Jimenez MoralesBelum ada peringkat
- Como Aprender A Tocar La Guitarra Sin Conocer Sus NotasDokumen85 halamanComo Aprender A Tocar La Guitarra Sin Conocer Sus NotasDenis Rodriguez M100% (5)
- Hoja de Vida MarlenyDokumen4 halamanHoja de Vida MarlenyCarlos Antonio Jimenez MoralesBelum ada peringkat
- Obligación de Informar Enfermedades Infectocontagiosas Casarino y Cia Ltda.Dokumen6 halamanObligación de Informar Enfermedades Infectocontagiosas Casarino y Cia Ltda.Estefanía Manríquez RoblesBelum ada peringkat
- Reporte de InvestigacionDokumen10 halamanReporte de InvestigacionRocio AguilarBelum ada peringkat
- Caso WalmartDokumen3 halamanCaso WalmartYojax SalamancaBelum ada peringkat
- Guias Iop.Dokumen52 halamanGuias Iop.Antonio SalasBelum ada peringkat
- Riesgo de Liquidez Anexo 2 - L03t03c01a02Dokumen1 halamanRiesgo de Liquidez Anexo 2 - L03t03c01a02Valeria IriarteBelum ada peringkat
- Estructuras planas - Repaso de estática y cálculoDokumen28 halamanEstructuras planas - Repaso de estática y cálculoTaloNatalacioBelum ada peringkat
- Comunicación AnalogaDokumen19 halamanComunicación Analogasonia virginia hurtado pedrozaBelum ada peringkat
- HS G FlushDokumen11 halamanHS G FlushRaúl RodríguezBelum ada peringkat
- 01 Introducción Interfaz de Creo ParametricDokumen74 halaman01 Introducción Interfaz de Creo ParametricIvan CastilloBelum ada peringkat
- Semanario Todo Minería 06.03.2022Dokumen13 halamanSemanario Todo Minería 06.03.2022Abraham A. Monteza PeraltaBelum ada peringkat
- Leche Gloria: Atributos y aceptación del producto lácteoDokumen2 halamanLeche Gloria: Atributos y aceptación del producto lácteoDiego Alejandro JaimesBelum ada peringkat
- Parámetros de Diseño y TecnologíasDokumen29 halamanParámetros de Diseño y TecnologíasJoel A. RosalesBelum ada peringkat
- Matriz de Riesgos SocratesDokumen31 halamanMatriz de Riesgos SocratesLuciana PalacioBelum ada peringkat
- Word IansaDokumen19 halamanWord IansaDiegoMachadoBelum ada peringkat
- Inferencia Bayesiana MCMC WinbugsDokumen46 halamanInferencia Bayesiana MCMC WinbugsManu StradlinBelum ada peringkat
- Apu. Planta de TratamientoDokumen14 halamanApu. Planta de Tratamientojeysonramirezramos100% (1)
- Pr-Pe-04 Procedimiento de Seguridad VialDokumen4 halamanPr-Pe-04 Procedimiento de Seguridad VialBertha Restrepo75% (4)
- A. C. N°06 Autorización Registros de FirmasDokumen2 halamanA. C. N°06 Autorización Registros de Firmasjoly villena quispeBelum ada peringkat
- Envasado ActivoDokumen58 halamanEnvasado ActivonatashaBelum ada peringkat
- 7 Cosechadora A8000Dokumen30 halaman7 Cosechadora A8000carlos fajardo g.100% (1)
- Tampico 1Dokumen6 halamanTampico 12-A Omar Santiago Moreno TorresBelum ada peringkat
- Proforma ImpresorasDokumen1 halamanProforma Impresorasmiltonsan83Belum ada peringkat
- Funciones Matematicas y Trigonometricas en ExcelDokumen5 halamanFunciones Matematicas y Trigonometricas en ExcelvelostrongBelum ada peringkat
- Presupuesto administrativo: introducción, concepto e importanciaDokumen10 halamanPresupuesto administrativo: introducción, concepto e importanciaCARLOS RAFAEL PINEDA LOARCABelum ada peringkat
- Trabajo de CandyDokumen18 halamanTrabajo de CandyJACKELINEBelum ada peringkat
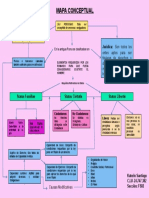
- Mapa ConceptualDokumen1 halamanMapa ConceptualLorena GalatiBelum ada peringkat
- Manometros Compuertas CapquiqueDokumen25 halamanManometros Compuertas CapquiqueAle MachacaBelum ada peringkat
- OndasyopticaDokumen3 halamanOndasyopticaCRISTIAN CAMILO MONTES VARGASBelum ada peringkat
- Cotizacion PiñaDokumen12 halamanCotizacion PiñalujoguitarBelum ada peringkat
- Máquina OjaladoraDokumen8 halamanMáquina Ojaladoraivan100% (2)