Anda mungkin juga menyukai
- API 1104 2014 EditionDokumen17 halamanAPI 1104 2014 EditionekkyBelum ada peringkat
- Bend Test ProcedureDokumen9 halamanBend Test ProcedureRavi pandeyBelum ada peringkat
- Is 7310 RequirementsDokumen4 halamanIs 7310 RequirementsRavichandran Tirupattur SubramaniamBelum ada peringkat
- Asme Section Viii Div 1Dokumen20 halamanAsme Section Viii Div 1Prashant KumarBelum ada peringkat
- Welder Performance Qualification AsmeDokumen14 halamanWelder Performance Qualification AsmeAhmad RizkiBelum ada peringkat
- Press q3 Ass 2Dokumen5 halamanPress q3 Ass 2Arslan RaoBelum ada peringkat
- Overlay (Required Tests)Dokumen1 halamanOverlay (Required Tests)laz_k100% (1)
- Bend TestDokumen14 halamanBend TesttengkustrengthBelum ada peringkat
- Mfet 3060 Gtaw Test PlanDokumen3 halamanMfet 3060 Gtaw Test Planapi-280725686Belum ada peringkat
- Storage Tank (API 650)Dokumen20 halamanStorage Tank (API 650)sbmmla83% (6)
- Storage Tank API 650Dokumen20 halamanStorage Tank API 650jalison07xBelum ada peringkat
- Bend Test Acceptance CriteriADokumen1 halamanBend Test Acceptance CriteriAGowrisanthosh PalikaBelum ada peringkat
- High Strength TC Bolts Features & SpecsDokumen7 halamanHigh Strength TC Bolts Features & SpecsUriel RodriguezBelum ada peringkat
- Pipeline welding practices guideDokumen14 halamanPipeline welding practices guideYersin Hernandez AldanBelum ada peringkat
- ASME Section IX Welding Qualification RequirementsDokumen5 halamanASME Section IX Welding Qualification Requirementskirubha_karan2000Belum ada peringkat
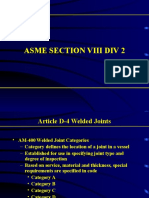
- ASME Section VIII Div 2 Welded Joint CategoriesDokumen17 halamanASME Section VIII Div 2 Welded Joint CategoriesIrfan JohnBelum ada peringkat
- Note 7 - Welder Test - Mechanical Test and X-RayDokumen29 halamanNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiBelum ada peringkat
- Asme Sec Ix-WpqDokumen47 halamanAsme Sec Ix-WpqKaushal Sojitra100% (1)
- Sept 12 Zirconium Clad Vessel PresentationDokumen19 halamanSept 12 Zirconium Clad Vessel PresentationPapaeng ChantakaewBelum ada peringkat
- Jacking Pipe GuidelinesDokumen6 halamanJacking Pipe GuidelinesWilliamray PabloBelum ada peringkat
- PIPE LINE Presentation PART 1Dokumen33 halamanPIPE LINE Presentation PART 1kannan100% (1)
- ASME Section VIII Div 2 Welded Joint CategoriesDokumen17 halamanASME Section VIII Div 2 Welded Joint CategoriesnanivenkatgauravBelum ada peringkat
- Testing Concrete CoresDokumen7 halamanTesting Concrete Coresjafary007Belum ada peringkat
- Astm C 497 PDFDokumen9 halamanAstm C 497 PDFSerdarYumuk100% (2)
- RP 2007-18 App.DDokumen3 halamanRP 2007-18 App.DdrailotaBelum ada peringkat
- NDT of PipingDokumen1 halamanNDT of PipingVu Tung LinhBelum ada peringkat
- Test MethodDokumen4 halamanTest MethodEnd LabBelum ada peringkat
- Ductility of Oriented Electrical Steel: Standard Test Method ForDokumen2 halamanDuctility of Oriented Electrical Steel: Standard Test Method Fornvh202148Belum ada peringkat
- National Certified Pipe Welding Bureau Testing Event Policy and Procedure Training ProgramDokumen52 halamanNational Certified Pipe Welding Bureau Testing Event Policy and Procedure Training ProgramPablo SkrocheBelum ada peringkat
- Bend Testing: Job Knowledge 73Dokumen3 halamanBend Testing: Job Knowledge 73kevin herryBelum ada peringkat
- SEP - 1390e 1996 07Dokumen3 halamanSEP - 1390e 1996 07Vijayakumar SamyBelum ada peringkat
- 2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Dokumen1 halaman2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Tina MartinezBelum ada peringkat
- This Is Very Common in Tank ConstructionDokumen11 halamanThis Is Very Common in Tank ConstructionsbmmlaBelum ada peringkat
- Inspection of Storage Tank API - 650Dokumen4 halamanInspection of Storage Tank API - 650Michael Albuquerque0% (1)
- Training Manual-FabricatorDokumen12 halamanTraining Manual-FabricatorSudeesh nBelum ada peringkat
- SOP - 06 - Visual and Dimensional ProcedureDokumen22 halamanSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasBelum ada peringkat
- Asme Section II A-2 Sa-587Dokumen8 halamanAsme Section II A-2 Sa-587Anonymous GhPzn1xBelum ada peringkat
- Guide To Physical Weld TestingDokumen18 halamanGuide To Physical Weld TestingAMARA N SBelum ada peringkat
- Mechanical Testing of Flash Butt welded36"OD API-X65 Grade PipeDokumen16 halamanMechanical Testing of Flash Butt welded36"OD API-X65 Grade PipeChaithanya Kumar DanduBelum ada peringkat
- 2-Asme BPVC Section Ix-2013Dokumen2 halaman2-Asme BPVC Section Ix-2013Reda ElsawyBelum ada peringkat
- Tex-447-A, Making and Curing Concrete Test SpecimensDokumen12 halamanTex-447-A, Making and Curing Concrete Test SpecimensjulsBelum ada peringkat
- Nanjing Daji Steel Tower Test PlanDokumen9 halamanNanjing Daji Steel Tower Test PlanFernando Patiño Guevara100% (1)
- B 565 - 04 - Qju2nqDokumen3 halamanB 565 - 04 - Qju2nqmalika_00Belum ada peringkat
- Portland Cement PavementDokumen36 halamanPortland Cement PavementMenchebelle Grace Talha TabarnoBelum ada peringkat
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDokumen6 halamanFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraBelum ada peringkat
- Extracted Pages From Section IX-2015Dokumen78 halamanExtracted Pages From Section IX-2015Jhony ValenciaBelum ada peringkat
- Casting Concrete PDFDokumen14 halamanCasting Concrete PDFhammads88Belum ada peringkat
- Asme B31.9 Inspection & TestingDokumen9 halamanAsme B31.9 Inspection & Testingammarashraf91Belum ada peringkat
- Bend Test SummaryDokumen4 halamanBend Test SummaryManish MBelum ada peringkat
- Integral Joint Tubing (TTRD) : General RequirementsDokumen5 halamanIntegral Joint Tubing (TTRD) : General Requirementsislam atifBelum ada peringkat
- UTS Cable 55 Articulated Pipe Design Test Spec 2015Dokumen5 halamanUTS Cable 55 Articulated Pipe Design Test Spec 2015Yayat CooBelum ada peringkat
- Asme Sec Ix WPS PQRDokumen41 halamanAsme Sec Ix WPS PQRwentroprem100% (1)
- Wps PQR GuideDokumen40 halamanWps PQR GuideBalakumar100% (10)
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDari EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDari EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderPenilaian: 5 dari 5 bintang5/5 (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesDari EverandHow to prepare Welding Procedures for Oil & Gas PipelinesPenilaian: 5 dari 5 bintang5/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDari EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Final Examination SEMESTER I, SESSION2014/2015Dokumen13 halamanFinal Examination SEMESTER I, SESSION2014/2015Mohamad Yusuf HelmiBelum ada peringkat
- Final Examination Manufacturing ProcessesDokumen14 halamanFinal Examination Manufacturing ProcessesMohamad Yusuf HelmiBelum ada peringkat
- Machining and Casting Process CalculationsDokumen19 halamanMachining and Casting Process CalculationsShah MalikBelum ada peringkat
- Quiz 3 - SKMM3523Dokumen4 halamanQuiz 3 - SKMM3523Mohamad Yusuf HelmiBelum ada peringkat
- Quiz 5 - SKMM3523Dokumen2 halamanQuiz 5 - SKMM3523Mohamad Yusuf HelmiBelum ada peringkat
- Task #8 - MohamadYusufHelmi - CombinedConvection PDFDokumen3 halamanTask #8 - MohamadYusufHelmi - CombinedConvection PDFMohamad Yusuf HelmiBelum ada peringkat
- Quiz 2 - SKMM3523Dokumen2 halamanQuiz 2 - SKMM3523Mohamad Yusuf HelmiBelum ada peringkat
- Quiz 4 - SKMM3523Dokumen5 halamanQuiz 4 - SKMM3523Mohamad Yusuf HelmiBelum ada peringkat
- Note 6 - Welder Test RequirementDokumen29 halamanNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- Quiz 1 - SKMM3523Dokumen1 halamanQuiz 1 - SKMM3523Mohamad Yusuf HelmiBelum ada peringkat
- Note 2 Essential and Non Essential Variables Rev1Dokumen21 halamanNote 2 Essential and Non Essential Variables Rev1Mohamad Yusuf HelmiBelum ada peringkat
- ASME SECTION IX INTERPRETATIONSDokumen77 halamanASME SECTION IX INTERPRETATIONSहेमंत कुमार मीणाBelum ada peringkat
- Note 5 Component of Welding ProceduresDokumen18 halamanNote 5 Component of Welding ProceduresMohamad Yusuf HelmiBelum ada peringkat
- Hydrotest Pump's FrameDokumen3 halamanHydrotest Pump's FrameMohamad Yusuf HelmiBelum ada peringkat
- Note 7 - Welder Test - Mechanical Test and X-RayDokumen29 halamanNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiBelum ada peringkat
- Note 1 Approving Welding Procedure - Process FlowDokumen26 halamanNote 1 Approving Welding Procedure - Process FlowMohamad Yusuf HelmiBelum ada peringkat
- Note 2 Essential and Non Essential Variables Rev1Dokumen21 halamanNote 2 Essential and Non Essential Variables Rev1Mohamad Yusuf HelmiBelum ada peringkat
- Proposal For Religious Tour 2015 - Malaysia France InstituteDokumen13 halamanProposal For Religious Tour 2015 - Malaysia France InstituteMohamad Yusuf HelmiBelum ada peringkat
- Huawei WLAN Roaming Feature PresentationDokumen9 halamanHuawei WLAN Roaming Feature PresentationismoilBelum ada peringkat
- Design and Manufacture of An Adaptive Suspension System PDFDokumen111 halamanDesign and Manufacture of An Adaptive Suspension System PDFAloaa AlaaBelum ada peringkat
- Manufacturing Technology - IIDokumen17 halamanManufacturing Technology - IISeverusManiBelum ada peringkat
- ASA 5500 ASDM Config GuideDokumen1.880 halamanASA 5500 ASDM Config GuidejackealesBelum ada peringkat
- OSPF LSA TypesDokumen8 halamanOSPF LSA TypesChandraSekharBelum ada peringkat
- XML as Global Payment File FormatDokumen15 halamanXML as Global Payment File FormatmayuraBelum ada peringkat
- FB 16-EDokumen48 halamanFB 16-EserialamineBelum ada peringkat
- G. Gevorgyan, M.markosyan+ C++Dokumen229 halamanG. Gevorgyan, M.markosyan+ C++HaykBelum ada peringkat
- Tpp-Abe-Mp-0701-0006 - Specification For Mechanical Materials (Pig Trap) - A1 - 24-May-2016Dokumen22 halamanTpp-Abe-Mp-0701-0006 - Specification For Mechanical Materials (Pig Trap) - A1 - 24-May-2016OlusayoBelum ada peringkat
- Understanding DNS aging and scavenging featuresDokumen19 halamanUnderstanding DNS aging and scavenging featuresmdTariqueBelum ada peringkat
- Contactors PDFDokumen264 halamanContactors PDFRavishankar.AzadBelum ada peringkat
- Etos® Ed - TDDokumen12 halamanEtos® Ed - TDVibhav MehtaBelum ada peringkat
- Leica - Ultra - QG - v1 0 1 - en de FR Es It BR NL Da No SV Fi Hu PL Ru ZHDokumen186 halamanLeica - Ultra - QG - v1 0 1 - en de FR Es It BR NL Da No SV Fi Hu PL Ru ZHIkhuosho AbodeBelum ada peringkat
- Extra 330Lx: U.S.Information ManualDokumen284 halamanExtra 330Lx: U.S.Information ManualGourav DasBelum ada peringkat
- LTE To 3G HandoverDokumen4 halamanLTE To 3G HandoverDusan MilojkovicBelum ada peringkat
- Quality ControlDokumen19 halamanQuality ControlNorazilah Mohamed PaidBelum ada peringkat
- Wind NightsDokumen58 halamanWind Nightsrommelnunez91% (11)
- Joy 968 ADokumen22 halamanJoy 968 ASorin Brc EvoBelum ada peringkat
- Inmarsat RFDokumen66 halamanInmarsat RFShel Amor ApigoBelum ada peringkat
- Database Administration Level IV (4) Theory Exam 1 - YouTubeDokumen3 halamanDatabase Administration Level IV (4) Theory Exam 1 - YouTubeMohammed AregaBelum ada peringkat
- Sumitec CatalogDokumen90 halamanSumitec CatalogIfan JSEBelum ada peringkat
- Weight Chart For Hexagon Bolts & NutsDokumen1 halamanWeight Chart For Hexagon Bolts & NutsMarian GheorgheBelum ada peringkat
- 22622-Sample-Question-Paper (Msbte Study Resources)Dokumen4 halaman22622-Sample-Question-Paper (Msbte Study Resources)IF 06 Anjali BhamareBelum ada peringkat
- 11.6Dokumen31 halaman11.6jamarosBelum ada peringkat
- Certificate inspection reportDokumen5 halamanCertificate inspection reportHario PramuditoBelum ada peringkat
- Exercise Questions For Section VIII Div.Dokumen13 halamanExercise Questions For Section VIII Div.Karthikeyan Nadarajan100% (1)
- Alignment Check Methodology in Piping Stress Analysis Using Caesar IIDokumen2 halamanAlignment Check Methodology in Piping Stress Analysis Using Caesar IIErden BaldžiBelum ada peringkat
- Computer Network Network LayerDokumen154 halamanComputer Network Network LayerPurushotham Prasad K100% (1)
- Thermodyne boiler bible guideDokumen144 halamanThermodyne boiler bible guideRicardas KragnysBelum ada peringkat
- Beginners Guide To The APIDokumen23 halamanBeginners Guide To The APIPepi MicaBelum ada peringkat