Anda mungkin juga menyukai
- Tipos de TransferenciaDokumen11 halamanTipos de TransferenciaFred CalderonBelum ada peringkat
- Velocidades y Avance para Corte Torno y Tabla OxicorteDokumen4 halamanVelocidades y Avance para Corte Torno y Tabla OxicorteAngelDimas100% (1)
- Balón de GasDokumen7 halamanBalón de Gascarlos07sd1279Belum ada peringkat
- Tarea 3. Frecuencia MaximaDokumen4 halamanTarea 3. Frecuencia MaximapabloBelum ada peringkat
- TERMODokumen5 halamanTERMOWelliNgton GustAvoBelum ada peringkat
- Guía Metalografía. - Práctica 1-5Dokumen19 halamanGuía Metalografía. - Práctica 1-5pedro00736Belum ada peringkat
- Hoja Procesos Cubo 1 3Dokumen4 halamanHoja Procesos Cubo 1 3Xavier GuillenBelum ada peringkat
- Electrodos para SoldaduraDokumen1 halamanElectrodos para Soldaduraalibuchy100% (1)
- Ejercicios-Ud 3 PDFDokumen2 halamanEjercicios-Ud 3 PDFLuiis VbBelum ada peringkat
- Lesk TestingDokumen4 halamanLesk TestingChärly ZumbäBelum ada peringkat
- Ficha Tecnica Pirometro Digital 13200Dokumen2 halamanFicha Tecnica Pirometro Digital 13200Alberto Ybañez CastañedaBelum ada peringkat
- Normas de BiseladoDokumen3 halamanNormas de Biseladodomingo cericheBelum ada peringkat
- Tabla de Mantenimiento CipDokumen2 halamanTabla de Mantenimiento CipMrbalatas MillanesBelum ada peringkat
- Compresor Tornillo Newsilver 10 HPDokumen1 halamanCompresor Tornillo Newsilver 10 HPGary VillegasBelum ada peringkat
- Cuestionario 1 Taladro 2Dokumen12 halamanCuestionario 1 Taladro 2Francisco.AlvaroBelum ada peringkat
- Quemadoe Grupo 2Dokumen8 halamanQuemadoe Grupo 2dair rodriguezBelum ada peringkat
- Estructura General Asme PDFDokumen6 halamanEstructura General Asme PDFAdrian Matias UrresBelum ada peringkat
- Tina de Enfriamiento Calculos Basicos Tipo EjemploDokumen7 halamanTina de Enfriamiento Calculos Basicos Tipo EjemploKelvin Ramírez MartínezBelum ada peringkat
- Informe 6 Mc112 PlanchaDokumen32 halamanInforme 6 Mc112 Planchachristian mirandaBelum ada peringkat
- Laboratorio Superficies ExtendidasDokumen3 halamanLaboratorio Superficies ExtendidasLaura Bibiana Valero PaezBelum ada peringkat
- Formato Wps Excel Original para Diligenciar Copia 4xlsxDokumen4 halamanFormato Wps Excel Original para Diligenciar Copia 4xlsxEdwin Moreno50% (2)
- Informe Inspeccion Visual de SoldaduraDokumen3 halamanInforme Inspeccion Visual de SoldaduraRaúl ReveloBelum ada peringkat
- Concepto de Rotura y de FallaDokumen2 halamanConcepto de Rotura y de FallaGap Tkd Martínez0% (1)
- INFORME Soldadura Ascendente y DescendenteDokumen11 halamanINFORME Soldadura Ascendente y DescendenteFrancisco Zuñiga100% (1)
- Laboratorio N°8Dokumen8 halamanLaboratorio N°8Rommel Jared Postigo FloresBelum ada peringkat
- Objetivos de Los IntensificadoresDokumen1 halamanObjetivos de Los IntensificadoresDusyan Jairo HCBelum ada peringkat
- Preparación y Distribución de Aire Comprimido. V5Dokumen55 halamanPreparación y Distribución de Aire Comprimido. V5DanielContrerasContrerasBelum ada peringkat
- Reglamentacion Calidad Del Gas NaturalDokumen11 halamanReglamentacion Calidad Del Gas NaturalAnonymous UvNIhx5100% (1)
- Trabajo IndividualDokumen6 halamanTrabajo IndividualHerly OlarteBelum ada peringkat
- Soldadura Mig MagDokumen12 halamanSoldadura Mig MagAndres Martinez MezaBelum ada peringkat
- Lab 1Dokumen5 halamanLab 1Cristian David GomezBelum ada peringkat
- Informe 4 SoldaduraDokumen8 halamanInforme 4 SoldaduraAlejandroBelum ada peringkat
- Requisitos para La SuccionDokumen1 halamanRequisitos para La SuccionMarco SegoviaBelum ada peringkat
- Ficha Técnica HT Mobilgrease XHP 222Dokumen2 halamanFicha Técnica HT Mobilgrease XHP 222CAGERIGO100% (1)
- Los Recubrimientos OrgánicosDokumen4 halamanLos Recubrimientos OrgánicosFrank Cuevas RodriguezBelum ada peringkat
- MANUAL Soldadura OxiacetilénicaDokumen45 halamanMANUAL Soldadura OxiacetilénicaManuel Velásquez100% (1)
- Analisis de Aceite Torno STM 1120Dokumen14 halamanAnalisis de Aceite Torno STM 1120Vyco Crow CrawBelum ada peringkat
- Wps Del Proceso FcawDokumen2 halamanWps Del Proceso FcawAndress GuevaraBelum ada peringkat
- Concepto de GmawDokumen35 halamanConcepto de GmawGustavo Adolfo100% (1)
- Informe 3 JUNTAS 3GDokumen6 halamanInforme 3 JUNTAS 3GKevin CastilloBelum ada peringkat
- Intensificadores y Ejercicio Numero 2Dokumen9 halamanIntensificadores y Ejercicio Numero 2Zemogch YanyBelum ada peringkat
- Lab 1Dokumen4 halamanLab 1Jose ValenciaBelum ada peringkat
- Forja Aleaciones de TitanioDokumen2 halamanForja Aleaciones de TitanioNoelia RamaBelum ada peringkat
- Lab 2 - Proceso GMAWDokumen25 halamanLab 2 - Proceso GMAWGean Marco100% (1)
- Práctico Nº7 Ciclos de GasDokumen3 halamanPráctico Nº7 Ciclos de GasSinNombre SinApellido100% (1)
- Proceso de BombeoDokumen18 halamanProceso de BombeoLenin MendezBelum ada peringkat
- Procesos de Soldadura y Union Segun AwsDokumen2 halamanProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- Proceso de Fabricacion de Laminados, Productos ObtenidosDokumen13 halamanProceso de Fabricacion de Laminados, Productos ObtenidosDoménica MeloBelum ada peringkat
- Tablas de ProcesosDokumen5 halamanTablas de ProcesosYeifry FelipeBelum ada peringkat
- 26 - ElectromecanizadoDokumen41 halaman26 - ElectromecanizadoFranco PerezBelum ada peringkat
- Practica MIGDokumen6 halamanPractica MIGGabriela FrancoBelum ada peringkat
- Practica CalderaDokumen16 halamanPractica CalderaAquiles Andred GarcesBelum ada peringkat
- OCW Prob RodamientosDokumen13 halamanOCW Prob RodamientosJuan Diego García GómezBelum ada peringkat
- Alambres TubularesDokumen65 halamanAlambres TubularesPabloBelum ada peringkat
- Procesos EspecialesDokumen51 halamanProcesos Especialesjoseymonica2010Belum ada peringkat
- Arco SumergidoDokumen12 halamanArco SumergidoOscar Galan ContrerasBelum ada peringkat
- Avance y Rev. para MahuelosDokumen6 halamanAvance y Rev. para MahuelosErick VidalBelum ada peringkat
- TIME5000Digital EsDokumen4 halamanTIME5000Digital EsjggfBelum ada peringkat
- Foro de Soldadura Por Arco ElectricoDokumen5 halamanForo de Soldadura Por Arco ElectricoCinthia ricalesBelum ada peringkat
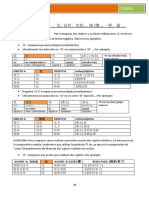
- Comparativos Bi Meiyou Bijiao Gen Yiyang ZuiDokumen3 halamanComparativos Bi Meiyou Bijiao Gen Yiyang ZuiKary ShitoBelum ada peringkat
- Glosario Terminos Ambientales MINAM 2012Dokumen118 halamanGlosario Terminos Ambientales MINAM 2012Kary ShitoBelum ada peringkat
- Anexo N°10 Matriz de Leopold Ladrillera - BlancoDokumen7 halamanAnexo N°10 Matriz de Leopold Ladrillera - BlancoKary ShitoBelum ada peringkat
- Tanque ImhoffDokumen1 halamanTanque ImhoffKary ShitoBelum ada peringkat
- 16 Interpretación de Certificados de Calibración y de Materiales de ReferenciaDokumen46 halaman16 Interpretación de Certificados de Calibración y de Materiales de ReferenciaKary ShitoBelum ada peringkat
- Cse T CC Therm EsDokumen16 halamanCse T CC Therm EsKary ShitoBelum ada peringkat
- Humidificador Industrial A Ultrasonidos MejoradoDokumen11 halamanHumidificador Industrial A Ultrasonidos MejoradoKary ShitoBelum ada peringkat
- TermoquimicaDokumen28 halamanTermoquimicaMazinges AjesaBelum ada peringkat
- B Proceso de Manufactura - Soldadura de GasDokumen8 halamanB Proceso de Manufactura - Soldadura de GasFrank SorianoBelum ada peringkat
- Preguntas y Respuestas de FarmacologiaDokumen10 halamanPreguntas y Respuestas de FarmacologiaVicente MojicaBelum ada peringkat
- Evaluacion Final - Escenario 8 - Primer Bloque-Ciencias Basicas - Virtual - Fluidos y Termodinámica - (Grupo b03)Dokumen7 halamanEvaluacion Final - Escenario 8 - Primer Bloque-Ciencias Basicas - Virtual - Fluidos y Termodinámica - (Grupo b03)Yojan Mateo Rojas PulidoBelum ada peringkat
- Acetileno (HDSP #P-4559) - Praxair Peru SRL - FDSDokumen12 halamanAcetileno (HDSP #P-4559) - Praxair Peru SRL - FDSYenifer Luna TotocayoBelum ada peringkat
- BF Respiraciòn - GeneralidadesDokumen15 halamanBF Respiraciòn - GeneralidadesDayanna CoralBelum ada peringkat
- PTS Soldadura Al ArcoDokumen10 halamanPTS Soldadura Al ArcoMusichiro Takeshy KaraBelum ada peringkat
- 2015 Solucionario Guía 26 TC Influencia Humana en El Ecosistema Sobreexplotación y ContaminaciónDokumen7 halaman2015 Solucionario Guía 26 TC Influencia Humana en El Ecosistema Sobreexplotación y Contaminaciónlucesita_30Belum ada peringkat
- Cientific ArticuleDokumen9 halamanCientific ArticulerobertoBelum ada peringkat
- ChupeteDokumen5 halamanChupeteJosue Marcelo Sucso ZavalagaBelum ada peringkat
- Tarea3 G33Dokumen42 halamanTarea3 G33jairoBelum ada peringkat
- Guía de Ejercicios 2bDokumen9 halamanGuía de Ejercicios 2bEdgardo TabiloBelum ada peringkat
- Ejercicio 11Dokumen3 halamanEjercicio 11David Ackerman100% (1)
- Proyecto de Control de Calidad de AireDokumen34 halamanProyecto de Control de Calidad de AirePaolyz QBelum ada peringkat
- De Caracoles y Berilio PDFDokumen5 halamanDe Caracoles y Berilio PDFGrazielle Dos SantosBelum ada peringkat
- Preparacion OftalmicaDokumen5 halamanPreparacion OftalmicalalolitoBelum ada peringkat
- Taller Variado Q. Organica 2020 - 23Dokumen5 halamanTaller Variado Q. Organica 2020 - 23Arturo Macias TamayoBelum ada peringkat
- 02 Estructura Atómica y Nomenclatura (Modo de Compatibilidad)Dokumen35 halaman02 Estructura Atómica y Nomenclatura (Modo de Compatibilidad)Yandary Leyton QuiñelBelum ada peringkat
- CerdazaDokumen17 halamanCerdazaJosh Rocha100% (5)
- Informe Fisica 9Dokumen8 halamanInforme Fisica 9JoselyNoemiSánchezMedinaBelum ada peringkat
- Actividad #2 Analisis de La Materia PrimaDokumen16 halamanActividad #2 Analisis de La Materia PrimaCarlos DanielBelum ada peringkat
- Exposición DibujoDokumen22 halamanExposición DibujoCristopher ReynosoBelum ada peringkat
- Peligros Del PanDokumen4 halamanPeligros Del PanPaula StanwyckBelum ada peringkat
- Informe de Laboratorio Nº4 y Nº5Dokumen29 halamanInforme de Laboratorio Nº4 y Nº5Fernando CalderonBelum ada peringkat
- Color de Suelo12Dokumen9 halamanColor de Suelo12Olenka A. Heysen AguinagaBelum ada peringkat
- Multipro 3000Dokumen2 halamanMultipro 3000RICARDO DONOSOBelum ada peringkat
- Nom 027Dokumen20 halamanNom 027JohaanRcBelum ada peringkat
- MercurioDokumen7 halamanMercurioDaniela Cordoba100% (1)
- Hoja Tecnica Compuerta API 6DDokumen2 halamanHoja Tecnica Compuerta API 6DJulio César Méndez VargasBelum ada peringkat
- Propiedades Coligativas 1Dokumen19 halamanPropiedades Coligativas 1Pablo PerezBelum ada peringkat