Anda mungkin juga menyukai
- Guidance For Propeller Repair IACSDokumen26 halamanGuidance For Propeller Repair IACSDesmond Chin100% (3)
- Advanced Machining ProcessDokumen22 halamanAdvanced Machining ProcessNauman KhanBelum ada peringkat
- Sheet-Metal Forming ProcessesDokumen60 halamanSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- Ch34 Surface TreatmentDokumen13 halamanCh34 Surface TreatmenthasbyBelum ada peringkat
- Mechanical Behavior, Testing, and Manufacturing Properties of MaterialsDokumen35 halamanMechanical Behavior, Testing, and Manufacturing Properties of MaterialsFennyFebrinaNurlitaSariBelum ada peringkat
- Chapter 34 Surface Treatments, Coatings, and CleaningDokumen13 halamanChapter 34 Surface Treatments, Coatings, and CleaningTrí NguyễnBelum ada peringkat
- Metales Ferrosos y AleacionesDokumen12 halamanMetales Ferrosos y AleacionesAlexDiazBelum ada peringkat
- Lect7 Grinding Advanced ManufacturingDokumen33 halamanLect7 Grinding Advanced Manufacturingsirac topcuBelum ada peringkat
- Surface Treatments, Coatings, and CleaningDokumen13 halamanSurface Treatments, Coatings, and CleaningQuốc HoàngBelum ada peringkat
- Pre-Leaving Certiϐicate Examination, 2018 Triailscrúdú Na Hardteistiméireachta, 2018Dokumen12 halamanPre-Leaving Certiϐicate Examination, 2018 Triailscrúdú Na Hardteistiméireachta, 2018Diaa SaberBelum ada peringkat
- CastingprocessesDokumen31 halamanCastingprocessesAnonymous GGtvR65MRBelum ada peringkat
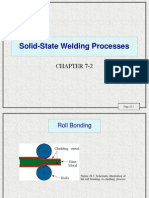
- Solid-State Welding Processes: Chapter 7-2Dokumen18 halamanSolid-State Welding Processes: Chapter 7-2Marko RisticBelum ada peringkat
- (A) (B) (C) (D) (E) : SRXTH Semester ExaminationDokumen3 halaman(A) (B) (C) (D) (E) : SRXTH Semester ExaminationSumanjit MohantaBelum ada peringkat
- ME204Dokumen2 halamanME204raja93satBelum ada peringkat
- Coimisiún Na Scrúduithe Stáit State Examinations Commission: Leaving Certificate Examination, 2017Dokumen12 halamanCoimisiún Na Scrúduithe Stáit State Examinations Commission: Leaving Certificate Examination, 2017Diaa SaberBelum ada peringkat
- Surface Engineering PDFDokumen40 halamanSurface Engineering PDFoperationmanagerBelum ada peringkat
- Surface Engineering: Degarmo'S Materials and Processes in ManufacturingDokumen40 halamanSurface Engineering: Degarmo'S Materials and Processes in ManufacturingmubafawBelum ada peringkat
- Pre-Leaving Certificate Examination, 2019 Triailscrúdú Na Hardteistiméireachta, 2019Dokumen12 halamanPre-Leaving Certificate Examination, 2019 Triailscrúdú Na Hardteistiméireachta, 2019Diaa SaberBelum ada peringkat
- L-4/T-2/MME - Date: 07/06/2014 "Dokumen14 halamanL-4/T-2/MME - Date: 07/06/2014 "Arif AmancioBelum ada peringkat
- Ch16 Sheet Metal Forming HODokumen12 halamanCh16 Sheet Metal Forming HOChristianSchenkelBelum ada peringkat
- Electro Chemical MachiningDokumen10 halamanElectro Chemical Machiningdev2945Belum ada peringkat
- Manufacturing Science-IiDokumen5 halamanManufacturing Science-Iiayansiddiqui7700Belum ada peringkat
- Chromium Coated Piston Head Liner RingDokumen56 halamanChromium Coated Piston Head Liner RingtechfiBelum ada peringkat
- Sheet Metal Forming TheoryDokumen12 halamanSheet Metal Forming TheoryRRSathyanarayananBelum ada peringkat
- Manufacturing Technology Question Papers of JntuaDokumen15 halamanManufacturing Technology Question Papers of JntuaHimadhar SaduBelum ada peringkat
- Pre-Leaving Certificate Examination, 2013 Triailscrúdú Na Hardteistiméireachta, 2013Dokumen12 halamanPre-Leaving Certificate Examination, 2013 Triailscrúdú Na Hardteistiméireachta, 2013Diaa SaberBelum ada peringkat
- L-2/T-l/NAME Date: 13/12/2014: Section-A Four ThreeDokumen18 halamanL-2/T-l/NAME Date: 13/12/2014: Section-A Four Threepartho RoyBelum ada peringkat
- Code No: 35041Dokumen4 halamanCode No: 35041SRINIVASA RAO GANTABelum ada peringkat
- UTA026Dokumen7 halamanUTA026Panshul SaxenaBelum ada peringkat
- Coimisiún Na Scrúduithe Stáit State Examinations Commission: Leaving Certificate Examination, 2019Dokumen12 halamanCoimisiún Na Scrúduithe Stáit State Examinations Commission: Leaving Certificate Examination, 2019Diaa SaberBelum ada peringkat
- Analysis of A J69-T-25 Engine Turbine Blade Fracture: Myounggu Park, Young-Ha Hwang, Yun-Seung Choi, Tae-Gu KimDokumen10 halamanAnalysis of A J69-T-25 Engine Turbine Blade Fracture: Myounggu Park, Young-Ha Hwang, Yun-Seung Choi, Tae-Gu Kimanon_234519022Belum ada peringkat
- Fractographic Investigations of The Failure of L-1 Low PressureDokumen7 halamanFractographic Investigations of The Failure of L-1 Low PressureRaphael LomonacoBelum ada peringkat
- Influence of Carbon in Iron On Characteristics of Surface Modification by EDM in Liquid NitrogenDokumen15 halamanInfluence of Carbon in Iron On Characteristics of Surface Modification by EDM in Liquid NitrogenBoonsap WitchayangkoonBelum ada peringkat
- Bda 30502 Sem 2 1213Dokumen5 halamanBda 30502 Sem 2 1213Iskandar BellBelum ada peringkat
- K.S.Rangasamy College of Technology, Tiruchengode - 637 215: (Autonomous)Dokumen4 halamanK.S.Rangasamy College of Technology, Tiruchengode - 637 215: (Autonomous)balakaleesBelum ada peringkat
- L-2ff-2/IPE Date: 01/0412019: Section - ADokumen24 halamanL-2ff-2/IPE Date: 01/0412019: Section - Ajenalyncelzomedina19Belum ada peringkat
- Forging Fig Q A AnalysisDokumen12 halamanForging Fig Q A AnalysisKBSMANITBelum ada peringkat
- 29-05 Manufacturing Technology (MT)Dokumen1 halaman29-05 Manufacturing Technology (MT)a11972003Belum ada peringkat
- Failure Analysis of Nose Landing Gear Assembly: Hong-Chul Lee, Young-Ha Hwang, Tae-Gu KimDokumen8 halamanFailure Analysis of Nose Landing Gear Assembly: Hong-Chul Lee, Young-Ha Hwang, Tae-Gu KimAmit MahajanBelum ada peringkat
- Jntuworld: R05 Set No. 2Dokumen4 halamanJntuworld: R05 Set No. 2vanamgouthamBelum ada peringkat
- Cuttingch 08Dokumen78 halamanCuttingch 08hoang datBelum ada peringkat
- Singapore Polytechnic: Engineering Materials IDokumen8 halamanSingapore Polytechnic: Engineering Materials IsubipuruBelum ada peringkat
- CSWIP QuizDokumen12 halamanCSWIP Quizmushruff100% (1)
- Extrusion Fig Q A AnalysisDokumen13 halamanExtrusion Fig Q A AnalysisRavinder AntilBelum ada peringkat
- CSWIP 3.1 QuestionsDokumen43 halamanCSWIP 3.1 QuestionsMichael Albuquerque100% (2)
- Production TechnologyDokumen4 halamanProduction TechnologysandchinniBelum ada peringkat
- r05322003 Metal FormingDokumen8 halamanr05322003 Metal FormingSRINIVASA RAO GANTABelum ada peringkat
- UNCONVENTIONAL MACHINING PROCESSES MechaDokumen4 halamanUNCONVENTIONAL MACHINING PROCESSES Mechaamit bhaleraoBelum ada peringkat
- Past Year Chap 3Dokumen7 halamanPast Year Chap 3Aida Syauqina Ibrahim 7BBelum ada peringkat
- Model Question PaperDokumen3 halamanModel Question PaperMohanraj KulandasamyBelum ada peringkat
- FdgsfdcpaeperDokumen6 halamanFdgsfdcpaeperzakkyBelum ada peringkat
- Industrial Chemistry of Oxides for Emerging ApplicationsDari EverandIndustrial Chemistry of Oxides for Emerging ApplicationsBelum ada peringkat
- Advanced Battery MaterialsDari EverandAdvanced Battery MaterialsChunwen SunBelum ada peringkat
- Printed Batteries: Materials, Technologies and ApplicationsDari EverandPrinted Batteries: Materials, Technologies and ApplicationsSenentxu Lanceros-MéndezBelum ada peringkat
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeDari EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeBelum ada peringkat
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDari EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysBelum ada peringkat
- Joining of Polymer-Metal Hybrid Structures: Principles and ApplicationsDari EverandJoining of Polymer-Metal Hybrid Structures: Principles and ApplicationsSergio T. Amancio FilhoBelum ada peringkat
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlDari EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlBelum ada peringkat
- Course Title Geometric Dimensioning and Tolerancing Course Code MD213Dokumen3 halamanCourse Title Geometric Dimensioning and Tolerancing Course Code MD213simalaraviBelum ada peringkat
- BhagavatamDokumen558 halamanBhagavatamSarmaBvr100% (1)
- Comparative Study of Wheel Rim Materials Ijariie1437Dokumen4 halamanComparative Study of Wheel Rim Materials Ijariie1437simalaraviBelum ada peringkat
- Limits, Fits and TolerancesDokumen4 halamanLimits, Fits and Tolerancessimalaravi100% (1)
- Engg Materials Lab Manual Kle UniveristyDokumen42 halamanEngg Materials Lab Manual Kle UniveristysimalaraviBelum ada peringkat
- Design For Adhesively Bonded AssembliesDokumen6 halamanDesign For Adhesively Bonded AssembliessimalaraviBelum ada peringkat
- Mechanical Technology - Comparators - Multiple Choice Questions and AnswersDokumen4 halamanMechanical Technology - Comparators - Multiple Choice Questions and Answerssimalaravi100% (1)
- UG Fees NotificationDokumen1 halamanUG Fees NotificationsimalaraviBelum ada peringkat
- UNIT-4 Industrial Management B Tech VI Sem (Detailed Notes)Dokumen25 halamanUNIT-4 Industrial Management B Tech VI Sem (Detailed Notes)simalaraviBelum ada peringkat
- UNIT-5 Industrial Management B Tech VI Sem (Detailed Notes)Dokumen4 halamanUNIT-5 Industrial Management B Tech VI Sem (Detailed Notes)simalaravi50% (2)
- 7-Assembly Line Problems SolutionDokumen8 halaman7-Assembly Line Problems SolutionsimalaraviBelum ada peringkat
- Chem 1 PDFDokumen33 halamanChem 1 PDFJelena ZdravkovicBelum ada peringkat
- E3 Eform InstructionsDokumen4 halamanE3 Eform InstructionsVanzemaljac Iz Novog MjestaBelum ada peringkat
- 1 s2.0 S0890695599001078 MainDokumen8 halaman1 s2.0 S0890695599001078 Mainkohli mayankBelum ada peringkat
- Compact Disc ManufacturingDokumen4 halamanCompact Disc ManufacturingRoberto Iván M BBelum ada peringkat
- Electro FormingDokumen7 halamanElectro FormingUdaya RangaNaikBelum ada peringkat
- Electroforming Basics For Miniature and Specialized ComponentsDokumen6 halamanElectroforming Basics For Miniature and Specialized ComponentsKhalidPeer100% (1)
- Inzenjerstvo PovrsinaDokumen23 halamanInzenjerstvo PovrsinamasinacmasinacBelum ada peringkat
- Decorative Nickel PlatingDokumen17 halamanDecorative Nickel PlatingKhaledAhmedBelum ada peringkat
- Electroplating Explained-Rama SirDokumen30 halamanElectroplating Explained-Rama SirRENGANATHAN PBelum ada peringkat
- Electroforming: What Is Electroforming? The Electroforming Process The Electroforming AnimationDokumen10 halamanElectroforming: What Is Electroforming? The Electroforming Process The Electroforming AnimationJatin GadhokBelum ada peringkat
- RPT Sheet Metal FormingDokumen9 halamanRPT Sheet Metal FormingdevheadbotBelum ada peringkat
- Surface Treatments, Coatings, and CleaningDokumen13 halamanSurface Treatments, Coatings, and CleaningsimalaraviBelum ada peringkat
- Technological Modernization in The Jewelry IndustryDokumen5 halamanTechnological Modernization in The Jewelry IndustryDr. Neeru jainBelum ada peringkat
- Amt NotesDokumen174 halamanAmt NotesAyush SinhaBelum ada peringkat
- Electroplating Copper and NickelDokumen9 halamanElectroplating Copper and NickelJuan Fernando DíezBelum ada peringkat
- ElectroplatingDokumen74 halamanElectroplatingmp87_ing100% (4)
- ASTM B832 Mandrels in Nickel ElectroformingDokumen9 halamanASTM B832 Mandrels in Nickel ElectroformingTanmay MukimBelum ada peringkat
- NFE Group L ElectrometallurgyDokumen25 halamanNFE Group L ElectrometallurgySivanujaBelum ada peringkat
- Electro Forming GuideDokumen38 halamanElectro Forming GuideTanmay MukimBelum ada peringkat
- Electro FormingDokumen16 halamanElectro Formingfrans william100% (1)