Anda mungkin juga menyukai
- Physics of Welding Better VersionDokumen3 halamanPhysics of Welding Better VersionKhurram RehmanBelum ada peringkat
- CAR PARKING ESTIMATIONDokumen18 halamanCAR PARKING ESTIMATIONYash SinghBelum ada peringkat
- Introduction To GMAWDokumen63 halamanIntroduction To GMAWRumman Ul AhsanBelum ada peringkat
- Electric Welding: Some of The Advantages of Welding AreDokumen11 halamanElectric Welding: Some of The Advantages of Welding ArePriyadarshi MBelum ada peringkat
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDokumen1 halamanArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosBelum ada peringkat
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Dokumen24 halamanAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliBelum ada peringkat
- SEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding RodDokumen2 halamanSEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding Rodsoft4gsmBelum ada peringkat
- Welding & Cutting ProcessDokumen16 halamanWelding & Cutting ProcesscvBelum ada peringkat
- Electrode Converted Into TextDokumen14 halamanElectrode Converted Into TextNeha NimbarkBelum ada peringkat
- GMAWDokumen12 halamanGMAWsushant47Belum ada peringkat
- WeldingDokumen23 halamanWeldingBilal TayyabBelum ada peringkat
- Duplex Stainless Steel - Part 2 - TWIDokumen6 halamanDuplex Stainless Steel - Part 2 - TWItuanBelum ada peringkat
- Spot Welding Process LabDokumen4 halamanSpot Welding Process Labjunaid gujratiBelum ada peringkat
- Alloy 6moDokumen2 halamanAlloy 6moqshaath100% (1)
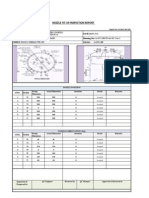
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDokumen9 halamanNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulBelum ada peringkat
- Rail WeldingDokumen4 halamanRail WeldingOlga Sandoval RomeroBelum ada peringkat
- 2017 Welding School CatalogDokumen34 halaman2017 Welding School CatalogDiego AlonsoBelum ada peringkat
- Gtaw WeldingDokumen37 halamanGtaw WeldingSadhasivam VeluBelum ada peringkat
- Weld Quality PDFDokumen31 halamanWeld Quality PDFNaceur TurkiBelum ada peringkat
- MMAWDokumen21 halamanMMAWAkash PandeyBelum ada peringkat
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Dokumen4 halamanWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Belum ada peringkat
- Highlights On ASME Essential VariablesDokumen8 halamanHighlights On ASME Essential VariableschowhkBelum ada peringkat
- Basic Welding ESABDokumen60 halamanBasic Welding ESABHuynh Thanh TamBelum ada peringkat
- Wel 13 HDokumen8 halamanWel 13 HWilly Uio100% (1)
- Welding MCQDokumen116 halamanWelding MCQRohan YaduvanshiBelum ada peringkat
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDokumen5 halamanFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- Chapiter3 - Mig Mag Welding50931Dokumen22 halamanChapiter3 - Mig Mag Welding50931Augusto SoaresBelum ada peringkat
- Glen Allan Shocking Truths About WeldingDokumen33 halamanGlen Allan Shocking Truths About Weldingashlyjon1Belum ada peringkat
- Hot Chamber Die Casting ProcessDokumen1 halamanHot Chamber Die Casting ProcessNordiana IdrisBelum ada peringkat
- Welding - Group G - Welding-02Dokumen27 halamanWelding - Group G - Welding-02christofer kevinBelum ada peringkat
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDokumen2 halamanWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanBelum ada peringkat
- Kupdf WeldingDokumen44 halamanKupdf WeldingSamayapuramBelum ada peringkat
- Explosion Bonding Process: Nobelclad Technical Bulletin NT 200Dokumen9 halamanExplosion Bonding Process: Nobelclad Technical Bulletin NT 200MilindMotghareBelum ada peringkat
- Catalog Fabricante TechnipDokumen9 halamanCatalog Fabricante Technipjimy GutiérrezBelum ada peringkat
- PRES TIG Hot Wire Narrow Gap Welding enDokumen25 halamanPRES TIG Hot Wire Narrow Gap Welding enRavishankarBelum ada peringkat
- Lincoln Welding MachineDokumen4 halamanLincoln Welding MachinemevansmetreelBelum ada peringkat
- Arc Welding - Calculator ChartDokumen3 halamanArc Welding - Calculator ChartDr. Ladeesh V GopinathBelum ada peringkat
- Submerged Arc Welding: by L D PoyyaraDokumen29 halamanSubmerged Arc Welding: by L D PoyyararajeshBelum ada peringkat
- The Heat Affected ZoneDokumen24 halamanThe Heat Affected ZoneRatan PanditBelum ada peringkat
- Resistance WeldingDokumen4 halamanResistance WeldingAjith GanjiBelum ada peringkat
- Creating High Quality Stick WeldsDokumen2 halamanCreating High Quality Stick WeldsMaria MantillaBelum ada peringkat
- SST (GMAW) Welding Process PDFDokumen4 halamanSST (GMAW) Welding Process PDFmudrijasm100% (1)
- API Welding ProcedureDokumen2 halamanAPI Welding ProcedureSamarakoon BandaBelum ada peringkat
- Shipbuilding Steels Weldability TestsDokumen81 halamanShipbuilding Steels Weldability TestsiulianticBelum ada peringkat
- How to select the right welding electrodeDokumen6 halamanHow to select the right welding electrodeRobert DelafosseBelum ada peringkat
- Hydro Aluminium - AlSi7Mg0.6Dokumen2 halamanHydro Aluminium - AlSi7Mg0.6Raj PrasanthBelum ada peringkat
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDokumen120 halamanWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueBelum ada peringkat
- 16 0 en Wet Welding ExplainedDokumen4 halaman16 0 en Wet Welding ExplainedcuxuanchieuBelum ada peringkat
- Welding: Munther DiyabDokumen113 halamanWelding: Munther DiyabMunther MohdBelum ada peringkat
- Astm GradesDokumen3 halamanAstm GradeszackjipangBelum ada peringkat
- Carbon Steel Pipes - Comparing AmericanDokumen2 halamanCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelBelum ada peringkat
- Electrical Fundamentals in Arc WeldingDokumen34 halamanElectrical Fundamentals in Arc WeldingPeter ThomasBelum ada peringkat
- ASTM Welding Tips A410 To A643Dokumen20 halamanASTM Welding Tips A410 To A643MARIO HUAMANBelum ada peringkat
- RSW WOPQ REV. 2010a Interactive FormDokumen1 halamanRSW WOPQ REV. 2010a Interactive FormcosmicbunnyBelum ada peringkat
- A Tig Welding MainsDokumen37 halamanA Tig Welding Mainshiya mistryBelum ada peringkat
- Developments in Pipe Weld OffshoreDokumen22 halamanDevelopments in Pipe Weld OffshorealkdenBelum ada peringkat
- Importance of Visual Welding InspectionDokumen4 halamanImportance of Visual Welding Inspectionhekayat71Belum ada peringkat
- Difference between SS316 and SS316L Stainless Steel GradesDokumen1 halamanDifference between SS316 and SS316L Stainless Steel GradesSableen SinghBelum ada peringkat
- Part 191 Material Issues and Repair of Hot Section Gas Turbine BladesDokumen2 halamanPart 191 Material Issues and Repair of Hot Section Gas Turbine Bladesravindra_jivani100% (1)
- Part 190 Techniques To Weld Repair Hot Section Gas Turbine BladesDokumen1 halamanPart 190 Techniques To Weld Repair Hot Section Gas Turbine Bladesravindra_jivaniBelum ada peringkat
- PART 183 What Is Orbital Welding of ThermoplasticsDokumen1 halamanPART 183 What Is Orbital Welding of Thermoplasticsravindra_jivaniBelum ada peringkat
- Part 180 Ir and BCF Weld Differences For Thermoplastic PipingDokumen1 halamanPart 180 Ir and BCF Weld Differences For Thermoplastic Pipingravindra_jivaniBelum ada peringkat
- Part 187 Material Performance in Hydrogen Chloride EnvironmentsDokumen2 halamanPart 187 Material Performance in Hydrogen Chloride Environmentsravindra_jivaniBelum ada peringkat
- Quick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsDokumen2 halamanQuick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsravindra_jivaniBelum ada peringkat
- Part 185 Project Saves Time and Money For Amerada HessDokumen1 halamanPart 185 Project Saves Time and Money For Amerada Hessravindra_jivaniBelum ada peringkat
- Part 189 What Is GalvanisingDokumen2 halamanPart 189 What Is Galvanisingravindra_jivaniBelum ada peringkat
- Part 188 What Is Explosive CladdingDokumen1 halamanPart 188 What Is Explosive Claddingravindra_jivaniBelum ada peringkat
- PART 184 Hydrogen Embrittlement TestingDokumen1 halamanPART 184 Hydrogen Embrittlement Testingravindra_jivaniBelum ada peringkat
- Part 181 What Thermoplastic Materials Can Be Hot Plate WeldedDokumen1 halamanPart 181 What Thermoplastic Materials Can Be Hot Plate Weldedravindra_jivaniBelum ada peringkat
- PART 182 What Is Polymer WeldingDokumen3 halamanPART 182 What Is Polymer Weldingravindra_jivaniBelum ada peringkat
- PART 173 What Is Friction WeldingDokumen3 halamanPART 173 What Is Friction Weldingravindra_jivaniBelum ada peringkat
- PART 179 What Are The Typical Applications For Hot Plate WeldingDokumen1 halamanPART 179 What Are The Typical Applications For Hot Plate Weldingravindra_jivaniBelum ada peringkat
- PART 170 How Can I Minimise Weld Splash, For Resistance Spot Weld Quality and Safety ReasonsDokumen2 halamanPART 170 How Can I Minimise Weld Splash, For Resistance Spot Weld Quality and Safety Reasonsravindra_jivaniBelum ada peringkat
- PART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I UseDokumen2 halamanPART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I Useravindra_jivaniBelum ada peringkat
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDokumen2 halamanPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniBelum ada peringkat
- Part 172 Are There Any Differences Between Fracture Toughness Tests Carried Out To BS 7448 and Those Using Astm E1820Dokumen2 halamanPart 172 Are There Any Differences Between Fracture Toughness Tests Carried Out To BS 7448 and Those Using Astm E1820ravindra_jivaniBelum ada peringkat
- PART 168 How Can I Minimise Electrode Wear in Resistance Spot WeldingDokumen2 halamanPART 168 How Can I Minimise Electrode Wear in Resistance Spot Weldingravindra_jivaniBelum ada peringkat
- PART 167 What Electrode Material Should I Use For Resistance Spot WeldingDokumen1 halamanPART 167 What Electrode Material Should I Use For Resistance Spot Weldingravindra_jivaniBelum ada peringkat
- PART 164 Welding Consumables - Part 3Dokumen6 halamanPART 164 Welding Consumables - Part 3ravindra_jivaniBelum ada peringkat
- PART 166 What Is Spot WeldingDokumen4 halamanPART 166 What Is Spot Weldingravindra_jivaniBelum ada peringkat
- PART 161 Resistance and Mechanical JoiningDokumen2 halamanPART 161 Resistance and Mechanical Joiningravindra_jivaniBelum ada peringkat
- PART 165 Welding Consumables - Part 5 - MIG MAG AND CORED CARBON STEEL WIRESDokumen5 halamanPART 165 Welding Consumables - Part 5 - MIG MAG AND CORED CARBON STEEL WIRESravindra_jivaniBelum ada peringkat
- PART 163 Welding Consumables - Part 2Dokumen3 halamanPART 163 Welding Consumables - Part 2ravindra_jivaniBelum ada peringkat
- Narrow Gap Welding GuideDokumen1 halamanNarrow Gap Welding Guideravindra_jivaniBelum ada peringkat
- PART 164 Welding Consumables - Part 4 - GAS SHIELDED CONSUMABLESDokumen3 halamanPART 164 Welding Consumables - Part 4 - GAS SHIELDED CONSUMABLESravindra_jivaniBelum ada peringkat
- PART 162 Welding Consumables - Part 1Dokumen3 halamanPART 162 Welding Consumables - Part 1ravindra_jivaniBelum ada peringkat
- PART 160 What Is Plasma Arc WeldingDokumen1 halamanPART 160 What Is Plasma Arc Weldingravindra_jivaniBelum ada peringkat
- PART 159 What Is Tungsten Inert Gas (TIG) WeldingDokumen4 halamanPART 159 What Is Tungsten Inert Gas (TIG) Weldingravindra_jivaniBelum ada peringkat
- 272 Concept Class Mansoura University DR Rev 2Dokumen8 halaman272 Concept Class Mansoura University DR Rev 2Gazzara WorldBelum ada peringkat
- Pass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppDokumen1 halamanPass Issuance Receipt: Now You Can Also Buy This Pass On Paytm AppAnoop SharmaBelum ada peringkat
- Presentation Pineda Research CenterDokumen11 halamanPresentation Pineda Research CenterPinedaMongeBelum ada peringkat
- C J L F S: Vinod TiwariDokumen21 halamanC J L F S: Vinod TiwariVinod TiwariBelum ada peringkat
- Difference Between Knowledge and SkillDokumen2 halamanDifference Between Knowledge and SkilljmBelum ada peringkat
- Financial ManagementDokumen21 halamanFinancial ManagementsumanBelum ada peringkat
- Kunci Jawaban Creative English 3BDokumen14 halamanKunci Jawaban Creative English 3BLedjab Fatima67% (3)
- UNIT: 01 Housekeeping SupervisionDokumen91 halamanUNIT: 01 Housekeeping SupervisionRamkumar RamkumarBelum ada peringkat
- DOLE AEP Rule 2017Dokumen2 halamanDOLE AEP Rule 2017unhoopterenceBelum ada peringkat
- Ultrasonic Examination of Heavy Steel Forgings: Standard Practice ForDokumen7 halamanUltrasonic Examination of Heavy Steel Forgings: Standard Practice ForbatataBelum ada peringkat
- Vydyne® R533H NAT: Ascend Performance Materials Operations LLCDokumen4 halamanVydyne® R533H NAT: Ascend Performance Materials Operations LLCJames FaunceBelum ada peringkat
- UBI1Dokumen66 halamanUBI1Rudra SinghBelum ada peringkat
- LNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating ManualDokumen581 halamanLNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating Manualseawolf50Belum ada peringkat
- Chi Square LessonDokumen11 halamanChi Square LessonKaia HamadaBelum ada peringkat
- HPE Alletra 6000-PSN1013540188USENDokumen4 halamanHPE Alletra 6000-PSN1013540188USENMauricio Pérez CortésBelum ada peringkat
- RCA - Mechanical - Seal - 1684971197 2Dokumen20 halamanRCA - Mechanical - Seal - 1684971197 2HungphamphiBelum ada peringkat
- Farmers InterviewDokumen5 halamanFarmers Interviewjay jariwalaBelum ada peringkat
- Tita-111 2Dokumen1 halamanTita-111 2Gheorghita DuracBelum ada peringkat
- 13 Daftar PustakaDokumen2 halaman13 Daftar PustakaDjauhari NoorBelum ada peringkat
- Shubh AmDokumen2 halamanShubh AmChhotuBelum ada peringkat
- Instruction/Special Maintenance Instruction (IN/SMI)Dokumen2 halamanInstruction/Special Maintenance Instruction (IN/SMI)ANURAJM44Belum ada peringkat
- AutocadDokumen8 halamanAutocadbrodyBelum ada peringkat
- I-Parcel User GuideDokumen57 halamanI-Parcel User GuideBrian GrayBelum ada peringkat
- ViscosimetroDokumen7 halamanViscosimetroAndres FernándezBelum ada peringkat
- Pdfwatermarker PDFDokumen258 halamanPdfwatermarker PDFdeepakdkhoslaBelum ada peringkat
- S4H - 885 How To Approach Fit To Standard Analysis - S4HANA CloudDokumen16 halamanS4H - 885 How To Approach Fit To Standard Analysis - S4HANA Cloudwai waiBelum ada peringkat
- MMPX 403 Parametr ListDokumen30 halamanMMPX 403 Parametr ListOğuz Kağan ÖkdemBelum ada peringkat
- Hollow lateral extrusion process for tubular billetsDokumen7 halamanHollow lateral extrusion process for tubular billetsjoaopedrosousaBelum ada peringkat
- Merlin Gerin Medium VoltageDokumen10 halamanMerlin Gerin Medium VoltagekjfenBelum ada peringkat
- PB Engine Kappa EngDokumen20 halamanPB Engine Kappa EngOscar AraqueBelum ada peringkat