Anda mungkin juga menyukai
- Proyecto de Barras EnergéticasDokumen139 halamanProyecto de Barras Energéticasdanielagr0405100% (1)
- El Método Lean Startup, Resumen Del Libro de Eric Ries PDFDokumen30 halamanEl Método Lean Startup, Resumen Del Libro de Eric Ries PDFAzael Gonzalez100% (2)
- Tabla de Indicadores.Dokumen4 halamanTabla de Indicadores.manuela quinteroBelum ada peringkat
- Plan de Marketing Mango ExportDokumen0 halamanPlan de Marketing Mango ExportJuan Carrera GarciaBelum ada peringkat
- Empresa Quimica SuizaDokumen13 halamanEmpresa Quimica SuizaKarol Eileen Alvarado Trujillo100% (1)
- ISO 9000 GFSTIÓN CALIDAD PROCESOS FINANCIEROSDokumen106 halamanISO 9000 GFSTIÓN CALIDAD PROCESOS FINANCIEROSOV GutBelum ada peringkat
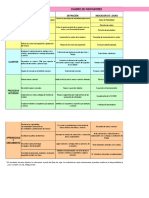
- Cuadro Comparativo Tipos de InvestigacionDokumen4 halamanCuadro Comparativo Tipos de InvestigacionJonathan To'LoBelum ada peringkat
- Real PlazaDokumen19 halamanReal PlazaLuis Laredo100% (1)
- Formato Carta Renuncia Voluntaria - Nuevo FormatoDokumen2 halamanFormato Carta Renuncia Voluntaria - Nuevo FormatoJonathan To'LoBelum ada peringkat
- Contrato Ley Industrias AzucareraDokumen72 halamanContrato Ley Industrias AzucareraJonathan To'LoBelum ada peringkat
- Checklist de TI U2Dokumen3 halamanChecklist de TI U2Jonathan To'LoBelum ada peringkat
- PattonDokumen2 halamanPattonJonathan To'LoBelum ada peringkat
- Kardex Tauro ExpoDokumen76 halamanKardex Tauro ExpoJonathan To'LoBelum ada peringkat
- Valla DaresDokumen2 halamanValla DaresJonathan To'LoBelum ada peringkat
- Resumen JoelDokumen8 halamanResumen JoelJonathan To'LoBelum ada peringkat
- Análisis FílmicoDokumen4 halamanAnálisis FílmicoJonathan To'LoBelum ada peringkat
- Antología U.1Dokumen6 halamanAntología U.1Jonathan To'LoBelum ada peringkat
- La Eficiencia Ecológica 12Dokumen8 halamanLa Eficiencia Ecológica 12Jonathan To'LoBelum ada peringkat
- 1 Evaluacion Financiera ProyectosDokumen40 halaman1 Evaluacion Financiera Proyectosmcalvopi693Belum ada peringkat
- Taller de MercadotecniaDokumen2 halamanTaller de MercadotecniaJonathan AvilaBelum ada peringkat
- Analisis Maxi AhorroDokumen15 halamanAnalisis Maxi Ahorroisabela gonzales0% (2)
- Servicio Al ClienteDokumen45 halamanServicio Al ClienteEduardo Godoy HerreraBelum ada peringkat
- Taller Construccion Mision y VisionDokumen7 halamanTaller Construccion Mision y VisionPj LGBelum ada peringkat
- Generalidades de La ProduccionDokumen18 halamanGeneralidades de La ProduccionVictor Cerpa100% (1)
- Control ExternoDokumen21 halamanControl ExternoAndrea2989Belum ada peringkat
- El Departamento de Compras de Una EmpresaDokumen29 halamanEl Departamento de Compras de Una EmpresaJuan Pablo SalasBelum ada peringkat
- Delimitación Del TemaDokumen3 halamanDelimitación Del TemaAlejandra BayasBelum ada peringkat
- 1 Matriz de Consistencia FODADokumen2 halaman1 Matriz de Consistencia FODAAmdhiel Edder Medrano RojasBelum ada peringkat
- 5 fuerzas de Porter: Análisis competitivo de ZARADokumen4 halaman5 fuerzas de Porter: Análisis competitivo de ZARAIdali PérezBelum ada peringkat
- Fase 5 - Reflexionar y EvaluarDokumen20 halamanFase 5 - Reflexionar y EvaluarGeorge GeorgeBelum ada peringkat
- PROYECTODokumen12 halamanPROYECTOAlex MarquezBelum ada peringkat
- Manual de Identidad Corporativa PDFDokumen18 halamanManual de Identidad Corporativa PDFSleggar TherionBelum ada peringkat
- Comunicación ExternaDokumen14 halamanComunicación ExternaAna TejadaBelum ada peringkat
- PrácticaDokumen4 halamanPrácticaWilder Romyl Espejo Guarachi0% (1)
- Punto de EquilibrioDokumen2 halamanPunto de EquilibriomanuelBelum ada peringkat
- Benchmarking MangoDokumen5 halamanBenchmarking MangomarmokinBelum ada peringkat
- Plan de Motivacion Al PersonalDokumen2 halamanPlan de Motivacion Al PersonalArnol Ar Ar100% (1)
- Form y Eval Proy de Inversión EtapasDokumen61 halamanForm y Eval Proy de Inversión EtapasHenrry T. AristeBelum ada peringkat
- Prestamo de DataDokumen1 halamanPrestamo de DataIver Quisbert ArteagaBelum ada peringkat
- Cotizacion Torno CNCDokumen1 halamanCotizacion Torno CNClilyricardoseamanBelum ada peringkat
- Unidad 2 Comercio InternacionalDokumen30 halamanUnidad 2 Comercio InternacionalJose Eduardo Feijoo AcevedoBelum ada peringkat