Anda mungkin juga menyukai
- SFG 2022 Level 1 Test 4 Results1Dokumen12 halamanSFG 2022 Level 1 Test 4 Results1pritamashwaniBelum ada peringkat
- Livestock Production and ManagementDokumen235 halamanLivestock Production and ManagementpritamashwaniBelum ada peringkat
- The Trade Unions Act 1926Dokumen16 halamanThe Trade Unions Act 1926pritamashwaniBelum ada peringkat
- India's Infosys: A Case Study For Attaining Both Ethical Excellence and Business Success in A Developing CountryDokumen3 halamanIndia's Infosys: A Case Study For Attaining Both Ethical Excellence and Business Success in A Developing CountrypritamashwaniBelum ada peringkat
- Five Myths (And Realities) About Zero-Based BudgetingDokumen3 halamanFive Myths (And Realities) About Zero-Based BudgetingpritamashwaniBelum ada peringkat
- receipt-09-SEP-12 09 - 58 PMDokumen1 halamanreceipt-09-SEP-12 09 - 58 PMpritamashwaniBelum ada peringkat
- Major Mobile-Device Operating SystemsDokumen3 halamanMajor Mobile-Device Operating SystemspritamashwaniBelum ada peringkat
- Indian Economic CensusDokumen20 halamanIndian Economic CensuspritamashwaniBelum ada peringkat
- ER DiagramDokumen1 halamanER DiagrampritamashwaniBelum ada peringkat
- AdminDokumen4 halamanAdminMuhammadAinunAnwarBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Chapter 5Dokumen42 halamanChapter 5Aamrh AmrnBelum ada peringkat
- Firms in Competitive MarketsDokumen9 halamanFirms in Competitive MarketsYasmine JazzBelum ada peringkat
- Limits of Authority Policy 2018 FINALDokumen8 halamanLimits of Authority Policy 2018 FINALVivek SaraogiBelum ada peringkat
- 01 Activity 1 Strategic MGTDokumen1 halaman01 Activity 1 Strategic MGTAlvarez JafBelum ada peringkat
- CPChem (Ras Laffan Petrochem) T&Cs Qatar v2 (301023)Dokumen2 halamanCPChem (Ras Laffan Petrochem) T&Cs Qatar v2 (301023)mahisoftsol1Belum ada peringkat
- The Role of Internal Audit in Risk ManagementDokumen3 halamanThe Role of Internal Audit in Risk ManagementZain AccaBelum ada peringkat
- Book On Making Money, The - Steve OliverezDokumen177 halamanBook On Making Money, The - Steve Oliverezpipe_boy100% (1)
- Nestle's Problem Child-MaggiDokumen4 halamanNestle's Problem Child-MaggiAshiq Thekke EdivettiyakathBelum ada peringkat
- TutorialsDokumen16 halamanTutorialsBee ChunweiBelum ada peringkat
- 26912Dokumen47 halaman26912EMMANUELBelum ada peringkat
- PEPSI FinalDokumen29 halamanPEPSI FinalIda AgustiniBelum ada peringkat
- CSR STPDokumen7 halamanCSR STPRavi Shonam KumarBelum ada peringkat
- Strama Quiz 8Dokumen2 halamanStrama Quiz 8Yi ZaraBelum ada peringkat
- Addis Ababa University College of Development StudiesDokumen126 halamanAddis Ababa University College of Development StudieskindhunBelum ada peringkat
- Lesson 2 Global EconomyDokumen18 halamanLesson 2 Global EconomyEngr. Kimberly Shawn Nicole SantosBelum ada peringkat
- Assessment Consent Form - Retail FinancingDokumen1 halamanAssessment Consent Form - Retail Financingcba4092_sktsBelum ada peringkat
- 5th Ed Chapter 01Dokumen24 halaman5th Ed Chapter 01Hữu NghĩaBelum ada peringkat
- Midterm Task - Units 1,2,3-Be IDokumen9 halamanMidterm Task - Units 1,2,3-Be IALBERT D BlanchBelum ada peringkat
- Fy 2016 YebDokumen16 halamanFy 2016 YebElizabeth VasquezBelum ada peringkat
- Memorandum of Agreement - EditedDokumen6 halamanMemorandum of Agreement - EditedAngeline DimaalaBelum ada peringkat
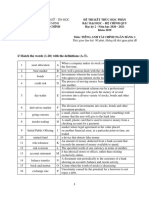
- Đề thi tiếng Anh chuyên ngành Tài chính Ngân hàng 1Dokumen4 halamanĐề thi tiếng Anh chuyên ngành Tài chính Ngân hàng 1Hoang TrieuBelum ada peringkat
- Progress Test 3Dokumen7 halamanProgress Test 3myriamdzBelum ada peringkat
- Depreciation Method, LecturrequestionsDokumen20 halamanDepreciation Method, LecturrequestionsKylie Luigi Leynes BagonBelum ada peringkat
- O&SCM Introduction & Operations Strategy - PPSXDokumen60 halamanO&SCM Introduction & Operations Strategy - PPSXRuchi DurejaBelum ada peringkat
- Cacthanhphancobancuacau - Docx Dethionline1Dokumen4 halamanCacthanhphancobancuacau - Docx Dethionline1leanhtuan7126Belum ada peringkat
- Eclectica Agriculture Fund Feb 2015Dokumen2 halamanEclectica Agriculture Fund Feb 2015CanadianValueBelum ada peringkat
- Letter HeadDokumen1 halamanLetter Headmelvin bautistaBelum ada peringkat
- Case 7Dokumen2 halamanCase 7Manas Kotru100% (1)
- Instruction AA912 - AA9 - 12 Istruzioni - EN - DefDokumen12 halamanInstruction AA912 - AA9 - 12 Istruzioni - EN - Defvijayasimhareddy ireddyBelum ada peringkat
- Positioning and PLCDokumen14 halamanPositioning and PLCAvishek JainBelum ada peringkat