Anda mungkin juga menyukai
- Blade Materials in Gas TurbinesDokumen10 halamanBlade Materials in Gas TurbinesArindam Mahanta100% (2)
- Turbine Blade Manufacturing OverviewDokumen17 halamanTurbine Blade Manufacturing Overviewwiley_01Belum ada peringkat
- Flashback Mechanisms in Lean Premixed Gas Turbine CombustionDari EverandFlashback Mechanisms in Lean Premixed Gas Turbine CombustionBelum ada peringkat
- Gas Turbine Hot Path MaterialsDokumen66 halamanGas Turbine Hot Path Materialsronyjohnson100% (4)
- Turbine BladesDokumen11 halamanTurbine BladesTheWorrior ChayranBelum ada peringkat
- Gas Turbines Blade Failures - Causes, Avoidance and TroubleshootingDokumen48 halamanGas Turbines Blade Failures - Causes, Avoidance and Troubleshootingsevero97100% (3)
- Failure Analysis of Gas Turbine BladesDokumen16 halamanFailure Analysis of Gas Turbine Bladesostroveanu57100% (1)
- Gas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodDokumen20 halamanGas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodalirezaBelum ada peringkat
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDokumen9 halamanFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiBelum ada peringkat
- Gas Turbine MaterialsDokumen15 halamanGas Turbine MaterialsTemesgen Debelo DesissaBelum ada peringkat
- Gas Turbine TribologyDokumen12 halamanGas Turbine TribologyChukkur Hali100% (2)
- Superalloy: Withstanding the 2700 degrees Fahrenheit heat generated by turbine engines to be hotter, faster, and more efficientDari EverandSuperalloy: Withstanding the 2700 degrees Fahrenheit heat generated by turbine engines to be hotter, faster, and more efficientBelum ada peringkat
- Carter Common Failures in Gas Turbine BladesDokumen11 halamanCarter Common Failures in Gas Turbine BladesLeire MeigaBelum ada peringkat
- GE Advance Material and CoatingDokumen30 halamanGE Advance Material and Coatingkhunplatt100% (1)
- Fatigue Analysis and Design of Different Compressor Rotor BladeDokumen16 halamanFatigue Analysis and Design of Different Compressor Rotor BladeAmbrish SinghBelum ada peringkat
- Design of A Gas TurbineDokumen118 halamanDesign of A Gas Turbinemanuelvela100% (2)
- Townsend, R._ Winstone, M._ Henderson, M._ Nicholls, J.R._ Partridge, Alan_ Nath, B._ Wood, M._ Viswanathan, R. (Eds.)-Life Assessment of Hot Section Gas Turbine Components - Proceedings of a ConferenDokumen340 halamanTownsend, R._ Winstone, M._ Henderson, M._ Nicholls, J.R._ Partridge, Alan_ Nath, B._ Wood, M._ Viswanathan, R. (Eds.)-Life Assessment of Hot Section Gas Turbine Components - Proceedings of a ConferenawarialocksBelum ada peringkat
- HP T Blade FailuresDokumen9 halamanHP T Blade FailuressarizalBelum ada peringkat
- Erosion in TurbomachinaryDokumen11 halamanErosion in TurbomachinaryJulio Herrera Venegas100% (1)
- Til 1539Dokumen13 halamanTil 1539Michael JordanBelum ada peringkat
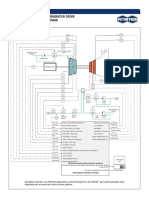
- GE LM6000 Gas Turbine Generator Drive Application Control PackageDokumen3 halamanGE LM6000 Gas Turbine Generator Drive Application Control Packageabhaymehta67100% (1)
- GE Adv Gas Turb Mats and Coatings Ger3569gDokumen30 halamanGE Adv Gas Turb Mats and Coatings Ger3569gjcarella_1Belum ada peringkat
- Material Issues For Gas Turbine UsersDokumen15 halamanMaterial Issues For Gas Turbine Userssarizal100% (10)
- Aircraft Gas Turbine MaterialsDokumen10 halamanAircraft Gas Turbine MaterialsCaio Fazzioli TavaresBelum ada peringkat
- Gas Turbine Report RotorDokumen10 halamanGas Turbine Report RotorThanapaet RittirutBelum ada peringkat
- Advantages of Aeroderivatives IAGT 206 - Final - PaperDokumen15 halamanAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpBelum ada peringkat
- Metco 405 10-008 PDFDokumen7 halamanMetco 405 10-008 PDFRemco Van Den BergBelum ada peringkat
- Abradable Seals GEDokumen12 halamanAbradable Seals GEdimitrisBelum ada peringkat
- SuperalloysDokumen8 halamanSuperalloysSgk ManikandanBelum ada peringkat
- Liburdi TipClearanceOptimization GE6B June2011Dokumen30 halamanLiburdi TipClearanceOptimization GE6B June2011Gustavo PalaciosBelum ada peringkat
- Yttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewDokumen10 halamanYttria-Stabilized Zirconia Thermal Barrier Coatings - A ReviewycwbycwbBelum ada peringkat
- Protective Coatings For Turbine BladesDokumen231 halamanProtective Coatings For Turbine BladesFaizan Abbasi100% (1)
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Dokumen7 halamanTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamBelum ada peringkat
- Turbine Blade Life Time Estimation Considering The EffectDokumen15 halamanTurbine Blade Life Time Estimation Considering The EffectSudhanshu Balodi100% (1)
- Gas Turbine Performance DeteriorationDokumen0 halamanGas Turbine Performance DeteriorationGeorge John Amegashie100% (1)
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDokumen5 halaman13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuBelum ada peringkat
- 06 Advanced Technology OfferingsDokumen27 halaman06 Advanced Technology Offeringsatfrost4638Belum ada peringkat
- Advanced Materials and Protective Coating in Aeroengines ApplicationDokumen10 halamanAdvanced Materials and Protective Coating in Aeroengines ApplicationSyavash EnshaBelum ada peringkat
- Bolted Composite JointDokumen28 halamanBolted Composite JointHitesh Parghi50% (2)
- Turbine BladeDokumen19 halamanTurbine BladeParvin SurwadeBelum ada peringkat
- Steam Turbine BasicsDokumen22 halamanSteam Turbine BasicsSumit ChaurasiaBelum ada peringkat
- Gas Turbine Blade Cooling PDFDokumen14 halamanGas Turbine Blade Cooling PDFOlbira Dufera100% (2)
- Lifetime Extension Steam TurbineDokumen10 halamanLifetime Extension Steam Turbineramakantinamdar100% (1)
- Stage 1 Shroud For FS7001BDokumen1 halamanStage 1 Shroud For FS7001Bteedee1Belum ada peringkat
- Turbine Blades: Terry Andersen Nathan StastnyDokumen21 halamanTurbine Blades: Terry Andersen Nathan StastnyIrteza HossainBelum ada peringkat
- M7278 - General Electric-AlstomDokumen611 halamanM7278 - General Electric-AlstomcgmenesesBelum ada peringkat
- Thermal Barrier CoatingDokumen16 halamanThermal Barrier CoatingSham Sundar100% (1)
- Study of Manufacturing of Steam Turbine BladeDokumen54 halamanStudy of Manufacturing of Steam Turbine BladeVijay Sekhar100% (1)
- Materials For Gas Turbines - An OverviewDokumen23 halamanMaterials For Gas Turbines - An OverviewBerkath Ali KhanBelum ada peringkat
- Material Selection For Heat Transfer ApplicationsDokumen11 halamanMaterial Selection For Heat Transfer ApplicationsShiva CharakBelum ada peringkat
- AMP CAT 2 QP Key Final PDFDokumen83 halamanAMP CAT 2 QP Key Final PDFthandialBelum ada peringkat
- It May Be Necessary To Perform Surface Treatments in Order ToDokumen30 halamanIt May Be Necessary To Perform Surface Treatments in Order ToSunil SharmaBelum ada peringkat
- Combustion Turbine Hot Section Life ManagementDokumen10 halamanCombustion Turbine Hot Section Life Managementhugo99950% (2)
- Chemical Elements of Alloys: High-Temperature Strength. The Most Highly StressedDokumen11 halamanChemical Elements of Alloys: High-Temperature Strength. The Most Highly StressedalexanderBelum ada peringkat
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDokumen7 halamanPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesChetan MaskiBelum ada peringkat
- Module - 2: Materials and Manufacturing & SystemsDokumen15 halamanModule - 2: Materials and Manufacturing & SystemsKushal SinghBelum ada peringkat
- Module-2 - Materials and Manufacturing & SystemsDokumen43 halamanModule-2 - Materials and Manufacturing & SystemsVijay KumarBelum ada peringkat
- Creep Resitance Materials 789Dokumen9 halamanCreep Resitance Materials 789Ahmed AymanBelum ada peringkat
- Materials of Space VehiclesDokumen11 halamanMaterials of Space VehiclesJishaJacobBelum ada peringkat
- For Each Answer, You (Including Page & Title of The Books/ Journal/ Manual/ Magazine or With Website Address If Online)Dokumen10 halamanFor Each Answer, You (Including Page & Title of The Books/ Journal/ Manual/ Magazine or With Website Address If Online)Hazlem SofranieBelum ada peringkat
- Chapter Objectives: 2005 Pearson Education South Asia Pte LTDDokumen27 halamanChapter Objectives: 2005 Pearson Education South Asia Pte LTDpoom2007Belum ada peringkat
- Fatigue FactorsDokumen112 halamanFatigue FactorsAntónio Pinto PereiraBelum ada peringkat
- 1.plastic Analysis Theory & ProblemsDokumen47 halaman1.plastic Analysis Theory & ProblemsJack HaamboteBelum ada peringkat
- Hot Working & Cold WorkingDokumen34 halamanHot Working & Cold Workingavutu_kunduruBelum ada peringkat
- Residual Stress 2Dokumen10 halamanResidual Stress 2suganthi1711Belum ada peringkat
- Packer Design Research Used in Hydraulic Fracturing: IOP Conference Series: Earth and Environmental ScienceDokumen10 halamanPacker Design Research Used in Hydraulic Fracturing: IOP Conference Series: Earth and Environmental ScienceyasamanBelum ada peringkat
- Tai-Ran Hsu (Auth.) - The Finite Element Method in Thermomechanics (1986, Springer Netherlands) PDFDokumen407 halamanTai-Ran Hsu (Auth.) - The Finite Element Method in Thermomechanics (1986, Springer Netherlands) PDFKARTHIKBelum ada peringkat
- Ce 221 Engineering Materials Lab ReportDokumen8 halamanCe 221 Engineering Materials Lab ReportLiBelum ada peringkat
- Bineshian Hossein 2014Dokumen126 halamanBineshian Hossein 2014William Gomez ZabaletaBelum ada peringkat
- ANSYS Multiphysics CapabilitiesDokumen70 halamanANSYS Multiphysics CapabilitiesAniketKulkarniBelum ada peringkat
- COLUMNDokumen24 halamanCOLUMNBaysa CamadBelum ada peringkat
- EMM Lab ManualDokumen4 halamanEMM Lab Manualbhajneets2005100% (1)
- CIE816-Lect 4Dokumen33 halamanCIE816-Lect 4Henry DiyokeBelum ada peringkat
- Aci 209.2R-08Dokumen48 halamanAci 209.2R-08Thanh Vo Phi100% (3)
- A P-T Diagram: Pg. 1 Esas ObjectivesDokumen16 halamanA P-T Diagram: Pg. 1 Esas ObjectivesHazelBelum ada peringkat
- Traffic Terms and Determination of ESALDokumen20 halamanTraffic Terms and Determination of ESALDallas HubbardBelum ada peringkat
- ASTM C 120 Standard Test Methods of Flexure Testing of Slate (Modulus of Rupture, Modulus of ElasDokumen3 halamanASTM C 120 Standard Test Methods of Flexure Testing of Slate (Modulus of Rupture, Modulus of ElasRyan LasacaBelum ada peringkat
- Elasticity With Lecture 2020Dokumen5 halamanElasticity With Lecture 2020mean comiaBelum ada peringkat
- Energy Methods in Applies Mechanics - LnghaarDokumen377 halamanEnergy Methods in Applies Mechanics - LnghaarSayed Ayesha100% (1)
- STP1290 Eb.1415051 1 PDFDokumen206 halamanSTP1290 Eb.1415051 1 PDFpaolaBelum ada peringkat
- Titanium Alloys For Biomedical ApplicationsDokumen9 halamanTitanium Alloys For Biomedical Applicationsleizar_death64Belum ada peringkat
- Viggiani G. & Soccodato F. - Predicting Tunnelling-Induced Displacements and Damage+Dokumen16 halamanViggiani G. & Soccodato F. - Predicting Tunnelling-Induced Displacements and Damage+Federico MalteseBelum ada peringkat
- Iyasu Tafese Jiregna1 PDFDokumen14 halamanIyasu Tafese Jiregna1 PDFFakada Dabalo Gurmesa100% (1)
- 5 EG - CE - Engineering Properties of Rocks PRT - PpsDokumen60 halaman5 EG - CE - Engineering Properties of Rocks PRT - PpsHisham EssaBelum ada peringkat
- Evaluation of The NATM Tunnel Load On Concrete Lining Using The Ground Lining Interaction ModelDokumen11 halamanEvaluation of The NATM Tunnel Load On Concrete Lining Using The Ground Lining Interaction ModelRAJAT PURWARBelum ada peringkat
- Nonlinear Material - Plastic DeformationDokumen18 halamanNonlinear Material - Plastic Deformationsuhas110Belum ada peringkat
- Compression CompactionDokumen46 halamanCompression CompactionNoonaNuzha Lestary NuzhaAyuBelum ada peringkat
- Design and OptimizationDokumen70 halamanDesign and OptimizationHari KishanBelum ada peringkat
- Physics Eduqas Revision Guide: Exeter Mathematics SchoolDokumen170 halamanPhysics Eduqas Revision Guide: Exeter Mathematics SchoolJoe RowingBelum ada peringkat
- TENSION MEMBERS Yielding Shear LagDokumen28 halamanTENSION MEMBERS Yielding Shear LagEhsan WasimBelum ada peringkat