Anda mungkin juga menyukai
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDari EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoPenilaian: 5 dari 5 bintang5/5 (1)
- Fundicion CentrifugaDokumen9 halamanFundicion CentrifugaJuan CurveloBelum ada peringkat
- Presentación ManufacturaDokumen20 halamanPresentación Manufacturadaniel2056Belum ada peringkat
- Procesos de FundicionDokumen37 halamanProcesos de FundicionAlexis Reyes100% (1)
- Fundicion FerrosaDokumen43 halamanFundicion FerrosaL Elvys Choque Gutyerrez Gmns100% (1)
- MOLDESDokumen58 halamanMOLDESFernanda GarciaBelum ada peringkat
- Procesos de Moldes PermanentesDokumen24 halamanProcesos de Moldes PermanentesBryan SuarezBelum ada peringkat
- Forja de MaterialesDokumen26 halamanForja de MaterialesD'yanara Kasandra Guerra RiegaBelum ada peringkat
- Esmerilado y Otros Procesos Abrasivos0Dokumen55 halamanEsmerilado y Otros Procesos Abrasivos0Andres MustielesBelum ada peringkat
- Calculo de La Silueta InicialDokumen3 halamanCalculo de La Silueta InicialMari NinosBelum ada peringkat
- Cuestionario Cap 12 - 13 - 14Dokumen7 halamanCuestionario Cap 12 - 13 - 14zet wonBelum ada peringkat
- Normalizado y Recocido - Grupo 3 PDFDokumen16 halamanNormalizado y Recocido - Grupo 3 PDFEdson Zurita CamposBelum ada peringkat
- Defectos en Los Procesos de FundiciónDokumen18 halamanDefectos en Los Procesos de FundiciónFrancisco Javier Orellana ContrerasBelum ada peringkat
- Procesos de cambio de formaDokumen28 halamanProcesos de cambio de formaRulo Hdez LazoBelum ada peringkat
- Forjado: proceso de conformado por impacto y compresiónDokumen56 halamanForjado: proceso de conformado por impacto y compresiónAntonio Mijail Briceño LiñanBelum ada peringkat
- 3.1 FundicionDokumen15 halaman3.1 FundicionJorge MedinaBelum ada peringkat
- Microfundición de objetos en zamac por inyección y centrifugaciónDokumen5 halamanMicrofundición de objetos en zamac por inyección y centrifugaciónRenato Gregori Zegarra TizonBelum ada peringkat
- Moldeo 1 PDFDokumen79 halamanMoldeo 1 PDFluisaBelum ada peringkat
- Shell Ceramic Chuctaya-GarcíaDokumen16 halamanShell Ceramic Chuctaya-GarcíaHana Bts KookBelum ada peringkat
- Identificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoDokumen8 halamanIdentificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoPuma Ayquipa Angel Luis100% (1)
- Fragilizacion Por HidrogenoDokumen13 halamanFragilizacion Por Hidrogenojesus00158Belum ada peringkat
- Proceso de Formado MecanicoDokumen24 halamanProceso de Formado MecanicoDiegoGonzálezSalinasBelum ada peringkat
- Diseño moldes fabricación piezasDokumen10 halamanDiseño moldes fabricación piezasCristiano De Jesus Louperz ZentenoBelum ada peringkat
- Formado de Materiales 1.1Dokumen20 halamanFormado de Materiales 1.1Diana LópezBelum ada peringkat
- 4.6 Esmerilado y AbrasivosDokumen19 halaman4.6 Esmerilado y AbrasivosRoberto Pérez VelascoBelum ada peringkat
- Procesos de Fundición (Autoguardado)Dokumen73 halamanProcesos de Fundición (Autoguardado)Alexander Tello0% (1)
- Proceso de fundición del aluminio enDokumen7 halamanProceso de fundición del aluminio enluis gustavo morocco quispeBelum ada peringkat
- Aleaciones de MagnesioDokumen27 halamanAleaciones de MagnesioHéctor MqzBelum ada peringkat
- Capítulo 01 MOLDEO Y FUNDICIONDokumen137 halamanCapítulo 01 MOLDEO Y FUNDICIONMiguel Angel Simon Martinez100% (1)
- Procesos de Fundicion Autoguardado 1Dokumen73 halamanProcesos de Fundicion Autoguardado 1daniel ramosBelum ada peringkat
- Proceso de Fundición Asignación 1Dokumen35 halamanProceso de Fundición Asignación 1luis castillo marcanoBelum ada peringkat
- Tipos de MoldeoDokumen58 halamanTipos de MoldeoMichael Vera OrellanaBelum ada peringkat
- Afino Del AceroDokumen18 halamanAfino Del AceroAdalberto MéndezBelum ada peringkat
- Forjado en CalienteDokumen4 halamanForjado en CalienteAnnaaBelum ada peringkat
- Procesos de Formado y Recubrimiento de MetalesDokumen22 halamanProcesos de Formado y Recubrimiento de MetalesArturo ZacariasBelum ada peringkat
- Modelos y MoldesDokumen14 halamanModelos y MoldesrobertoBelum ada peringkat
- Fundicion de AluminioDokumen51 halamanFundicion de AluminioAlejandro Arángo100% (2)
- SinterizadoDokumen25 halamanSinterizadoBryan SuarezBelum ada peringkat
- Doblado y CurvadoDokumen14 halamanDoblado y CurvadoDavid EspinosaBelum ada peringkat
- Pulido MetalograficoDokumen4 halamanPulido MetalograficoAbg Johanna RBelum ada peringkat
- Alto HornoDokumen38 halamanAlto HornoJorge Daniel ACBelum ada peringkat
- Informe de Fundición de Aluminio en Molde de Arena Verde 2.0Dokumen15 halamanInforme de Fundición de Aluminio en Molde de Arena Verde 2.0Sebastián GallegoBelum ada peringkat
- BielaDokumen35 halamanBielaDaniel Alejandro Bolívar SanzBelum ada peringkat
- Clasificación de Los Proceso de ManufacturaDokumen9 halamanClasificación de Los Proceso de ManufacturaUriel RuizBelum ada peringkat
- Capitulo 11Dokumen6 halamanCapitulo 11VANEBelum ada peringkat
- Materias Primas Proceso de FundiciónDokumen3 halamanMaterias Primas Proceso de FundiciónRicardo Ruiz0% (1)
- Sistema de colada: diseño y factores clave para una fundición exitosaDokumen44 halamanSistema de colada: diseño y factores clave para una fundición exitosaAlonsoBelum ada peringkat
- Deformación plástica en metales: procesos de conformadoDokumen13 halamanDeformación plástica en metales: procesos de conformadobgjhon0% (1)
- Tratamientos Térmicos - RecocidoDokumen14 halamanTratamientos Térmicos - RecocidocleidyBelum ada peringkat
- Fundicion en Cera PerdidaDokumen3 halamanFundicion en Cera PerdidaAlan FloresBelum ada peringkat
- Colada y Laminacion Clasificacion Del AceroDokumen41 halamanColada y Laminacion Clasificacion Del AceroAndrea GarSamBelum ada peringkat
- MicroestructuraDokumen12 halamanMicroestructuraDan MartinezBelum ada peringkat
- FundiciónDokumen12 halamanFundiciónjorge humberto100% (1)
- Formato de Visualizacion de Videos TécnicosDokumen7 halamanFormato de Visualizacion de Videos TécnicosRonaldo CruzBelum ada peringkat
- Procesos de Conformado Sin Arranque de Viruta U. 4Dokumen10 halamanProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosBelum ada peringkat
- Proceso de Fundicion y MoldeoDokumen22 halamanProceso de Fundicion y MoldeoLuis Jose Zambrano NavaBelum ada peringkat
- Forjado de CincelDokumen8 halamanForjado de CincelDavid CachoBelum ada peringkat
- FundiciónDokumen137 halamanFundiciónCesar Augusto Blandon GarciaBelum ada peringkat
- Procesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosDokumen12 halamanProcesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosAlex Rodriguez Atienzo100% (2)
- Fundicion WordDokumen7 halamanFundicion Wordedu_araujo17Belum ada peringkat
- ConsumismoDokumen3 halamanConsumismoEve PeciBelum ada peringkat
- Curso AllenDokumen209 halamanCurso AllenEve Peci75% (4)
- Modulo1T4 BiomassaDokumen36 halamanModulo1T4 BiomassaErick Osuna CanoBelum ada peringkat
- Sistema de RecirculacionDokumen22 halamanSistema de RecirculacionEve PeciBelum ada peringkat
- Contrato CompraventaDokumen1 halamanContrato CompraventaMiguel Ramon GarciaBelum ada peringkat
- Ecuaciones Diferenciales y Transformada de LaplaceDokumen5 halamanEcuaciones Diferenciales y Transformada de LaplaceEve PeciBelum ada peringkat
- Flujo laminar vs turbulentoDokumen2 halamanFlujo laminar vs turbulentoEve PeciBelum ada peringkat
- Unidad 3Dokumen4 halamanUnidad 3Eve PeciBelum ada peringkat
- Sistemas de NumeracionDokumen7 halamanSistemas de NumeracionEve PeciBelum ada peringkat
- Mando a dos manosDokumen8 halamanMando a dos manosjuanper93Belum ada peringkat
- Ventajas y Desventajas de La HidráulicaDokumen2 halamanVentajas y Desventajas de La HidráulicaEve Peci0% (1)
- Tipos de BombasDokumen10 halamanTipos de BombasEve PeciBelum ada peringkat
- Historia VHDLDokumen5 halamanHistoria VHDLEve PeciBelum ada peringkat
- Resumen de SintonizacionDokumen7 halamanResumen de SintonizacionEve PeciBelum ada peringkat
- Compensacion Con BodeDokumen14 halamanCompensacion Con BodeEve Peci50% (2)
- Modos de ControlDokumen5 halamanModos de ControlEve PeciBelum ada peringkat
- Diseños VHDL control automotriz y procesosDokumen3 halamanDiseños VHDL control automotriz y procesosEve PeciBelum ada peringkat
- Estructura de MicroprocesadoresDokumen5 halamanEstructura de MicroprocesadoresEve PeciBelum ada peringkat
- Diseños VHDL control automotriz y procesosDokumen3 halamanDiseños VHDL control automotriz y procesosEve PeciBelum ada peringkat
- Automatizacion y RoboticaDokumen3 halamanAutomatizacion y RoboticaEve PeciBelum ada peringkat
- Leer Códigos de Barras en Logix5000Dokumen3 halamanLeer Códigos de Barras en Logix5000Eve PeciBelum ada peringkat
- Control Clasico y Control ModernoDokumen20 halamanControl Clasico y Control Modernoblak_dragonay50% (4)
- KevlarDokumen18 halamanKevlarEve PeciBelum ada peringkat
- Control Clasico y Control ModernoDokumen20 halamanControl Clasico y Control Modernoblak_dragonay50% (4)
- DiferenciaDokumen4 halamanDiferenciaEve PeciBelum ada peringkat
- Carlos y OttoDokumen3 halamanCarlos y OttoEve PeciBelum ada peringkat
- Carlos Flores 3c MaiDokumen11 halamanCarlos Flores 3c MaiEve PeciBelum ada peringkat
- NitruracionDokumen4 halamanNitruracionEve Peci100% (1)
- Adquisicion de DatosDokumen7 halamanAdquisicion de Datosingeniero genaroBelum ada peringkat
- VHDL diseño guía 40Dokumen8 halamanVHDL diseño guía 40Eve PeciBelum ada peringkat
- Tema5 HidrurosDokumen3 halamanTema5 HidrurossdenkhaBelum ada peringkat
- Msds Arc s2 Parte A - EsDokumen5 halamanMsds Arc s2 Parte A - EsMansys Proyectos SacBelum ada peringkat
- Guía 3 - Calor Sensible y Cambio de FaseDokumen6 halamanGuía 3 - Calor Sensible y Cambio de FaseFelix MoralesBelum ada peringkat
- Metales AlcalinosDokumen11 halamanMetales AlcalinosSantiago CuellarBelum ada peringkat
- Encuesta Alimentaria Por 24 HorasDokumen6 halamanEncuesta Alimentaria Por 24 HorasAlvaro CisnerosBelum ada peringkat
- Semana 10 Lab Análisis Del AguaDokumen21 halamanSemana 10 Lab Análisis Del AguaKir FernándezBelum ada peringkat
- HornosDokumen13 halamanHornosjose vidangosBelum ada peringkat
- Tarea Ejemplo PDFDokumen4 halamanTarea Ejemplo PDFMigueloon Rodriguez O.Belum ada peringkat
- 288 PDFDokumen2 halaman288 PDFdextercitomanBelum ada peringkat
- Acidos y Bases de Lux-Flood PearsonDokumen16 halamanAcidos y Bases de Lux-Flood PearsonleidyhurtadoBelum ada peringkat
- Clase Relaciones Volumetricas y Gravimetricas Con EjerciciosDokumen31 halamanClase Relaciones Volumetricas y Gravimetricas Con EjerciciosjjBelum ada peringkat
- Tema 4 - Reacciones Químicas. EstequiometríaDokumen7 halamanTema 4 - Reacciones Químicas. EstequiometríaCecilia ReynosaBelum ada peringkat
- Clase 7 - ProblemasDokumen3 halamanClase 7 - ProblemasJOSE ARMANDO HUAMANCCARI QUISPEBelum ada peringkat
- Problemario de SolucionesDokumen3 halamanProblemario de SolucionesMaria Jose TovarBelum ada peringkat
- Actividades Unidad II Química ResueltasDokumen7 halamanActividades Unidad II Química Resueltasjohana100% (1)
- Respeto Hacia Si Mismo y Hacia Los DemásDokumen117 halamanRespeto Hacia Si Mismo y Hacia Los DemásArielaEspinozaBelum ada peringkat
- Post-Lab Práctica #6. Preparación y Valoración de Disoluciones Acuosas 1-2022Dokumen10 halamanPost-Lab Práctica #6. Preparación y Valoración de Disoluciones Acuosas 1-2022Rous C. MartinezBelum ada peringkat
- La Contaminación Del AguaDokumen23 halamanLa Contaminación Del AguaBrian Bermúdez QuinteroBelum ada peringkat
- Hs Chema Plast Impermeabilizante v01.2018Dokumen3 halamanHs Chema Plast Impermeabilizante v01.2018lili100% (1)
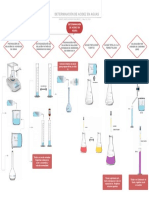
- Determinación de acidez en aguasDokumen1 halamanDeterminación de acidez en aguasAngie Daniela BravoBelum ada peringkat
- Informe 02 T.CDokumen22 halamanInforme 02 T.CGabriela Quichua AronesBelum ada peringkat
- Proporciones de Los OxoácidosDokumen1 halamanProporciones de Los Oxoácidosalex yanez100% (1)
- SimulacionDokumen7 halamanSimulacionAlbertoBelum ada peringkat
- ASTM D473 - Método para Determinar Sedimento en Petróleo Crudo y Aceites Combustibles Por ExtracciónDokumen20 halamanASTM D473 - Método para Determinar Sedimento en Petróleo Crudo y Aceites Combustibles Por ExtracciónJORGE ELIECER HERNÁNDEZ GARCÉS100% (1)
- Cuestionario 10Dokumen10 halamanCuestionario 10Reymundo SeguraBelum ada peringkat
- 1 0 CineticaQuimica 0 1 MB 1 Pyr 1Dokumen6 halaman1 0 CineticaQuimica 0 1 MB 1 Pyr 1Paco MartínezBelum ada peringkat
- Panificación 40Dokumen36 halamanPanificación 40RuthCatalanBelum ada peringkat
- Dureza y ClorurosDokumen27 halamanDureza y ClorurosJuan PerezBelum ada peringkat
- Guia para Combatir IncendiosDokumen105 halamanGuia para Combatir Incendioschristian vilañaBelum ada peringkat
- Módulo Primer Año Bin - Biología y QuimicaDokumen72 halamanMódulo Primer Año Bin - Biología y Quimicajessmag1987Belum ada peringkat