Anda mungkin juga menyukai
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Section C2: Outfall Construction and Design: Table of Attachments Item Title Map/Photo NoDokumen7 halamanSection C2: Outfall Construction and Design: Table of Attachments Item Title Map/Photo NoarietilangBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Pressure Drop in Water PipesDokumen1 halamanPressure Drop in Water PipesarietilangBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Design of An Outfall Diffuser: Experiment 9Dokumen2 halamanDesign of An Outfall Diffuser: Experiment 9arietilangBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- WOM Subsea Brochure 8Dokumen40 halamanWOM Subsea Brochure 8arietilangBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 29-Horizontal Subsea Xmas Tree en PDFDokumen2 halaman29-Horizontal Subsea Xmas Tree en PDFarietilangBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Instrument Index and Io List Worksheet1Dokumen5 halamanInstrument Index and Io List Worksheet1arietilang100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Geothermal Facility Reliability and Integrity Engineering Services Contract in Salak and Drajat Area Operation CONTRACT No: CW1005676Dokumen1 halamanGeothermal Facility Reliability and Integrity Engineering Services Contract in Salak and Drajat Area Operation CONTRACT No: CW1005676arietilangBelum ada peringkat
- Ultrasonic Scanning Report: Client: Description: Location: Serial/Tag No: Date of TestDokumen3 halamanUltrasonic Scanning Report: Client: Description: Location: Serial/Tag No: Date of TestarietilangBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- MTO Instrument CSRMDokumen14 halamanMTO Instrument CSRMarietilangBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 2007 Catalog WebDokumen5 halaman2007 Catalog WebarietilangBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Condition Assessment Manual: Control/Shut-Off Valve Inspection Form and ChecklistDokumen9 halamanCondition Assessment Manual: Control/Shut-Off Valve Inspection Form and ChecklistarietilangBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Welding Defects Welding DefectsDokumen2 halamanWelding Defects Welding DefectsarietilangBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- CL INS DTS 016 Cover Gas MeteringDokumen2 halamanCL INS DTS 016 Cover Gas MeteringarietilangBelum ada peringkat
- 2015 Oilfield Technology AprDokumen2 halaman2015 Oilfield Technology AprarietilangBelum ada peringkat
- Inspection Log Book: PT. Sertco QualityDokumen42 halamanInspection Log Book: PT. Sertco QualityarietilangBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Appendix B Assessment ToolsDokumen6 halamanAppendix B Assessment ToolsarietilangBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- 1 Inspection and Test PlanDokumen2 halaman1 Inspection and Test PlanarietilangBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
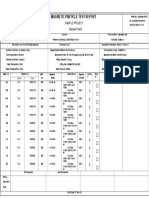
- Magnetic Particle Test Report: Company Logo Here Sample Project Sample ClientDokumen1 halamanMagnetic Particle Test Report: Company Logo Here Sample Project Sample ClientarietilangBelum ada peringkat
- Magnetic Particle Report SampleDokumen2 halamanMagnetic Particle Report SamplearietilangBelum ada peringkat
- Experiment 7 - Determination of Bleaching Power by IodimetryDokumen5 halamanExperiment 7 - Determination of Bleaching Power by Iodimetryeldeee143100% (5)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- AMA Sample ExamDokumen14 halamanAMA Sample ExamHemantkumar TungBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Pekkan J. Mater. Sci. 2009Dokumen8 halamanPekkan J. Mater. Sci. 2009errairachidBelum ada peringkat
- Laboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryDokumen21 halamanLaboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryUNITED2014Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Designation System of Screws and BoltsDokumen3 halamanDesignation System of Screws and BoltsGiri DharanBelum ada peringkat
- Manual GM-100 (852c) PDFDokumen12 halamanManual GM-100 (852c) PDFGuilhermeBelum ada peringkat
- Trategic Ntervention Aterial: "Periodic Table of Elements"Dokumen8 halamanTrategic Ntervention Aterial: "Periodic Table of Elements"Mira PangilinanBelum ada peringkat
- Electric Arc Furnace Steelmaking PDFDokumen3 halamanElectric Arc Furnace Steelmaking PDFAnonymous PRqXcEz6SMBelum ada peringkat
- Richard TosdalDokumen28 halamanRichard Tosdalyahave00Belum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Resistance and Heat Distribution in A Submerged-Arc Furnace: SynopsisDokumen7 halamanResistance and Heat Distribution in A Submerged-Arc Furnace: SynopsisSamuel PalisBelum ada peringkat
- Mars and IronDokumen3 halamanMars and IronRimuel92Belum ada peringkat
- Nimblewill Nomad's Wood Burning Stove With Optional FrontDokumen7 halamanNimblewill Nomad's Wood Burning Stove With Optional FrontAlan DemarcosBelum ada peringkat
- 2016 Specimen Paper 1Dokumen8 halaman2016 Specimen Paper 1sarabBelum ada peringkat
- Magnetic SeparationDokumen6 halamanMagnetic SeparationnomanhaimourBelum ada peringkat
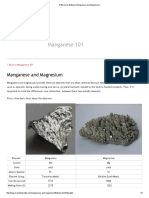
- Differences Between Manganese and MagnesiumDokumen2 halamanDifferences Between Manganese and MagnesiumAluruVasuBelum ada peringkat
- Boc185acdc ManualDokumen32 halamanBoc185acdc ManualThomas SjölingBelum ada peringkat
- Uses of Some Group 3A and 5A ElementsDokumen5 halamanUses of Some Group 3A and 5A ElementsRahmot BadmosBelum ada peringkat
- Difference Between 304 and 316 Stainless SteelDokumen4 halamanDifference Between 304 and 316 Stainless SteelsekarsanthanamBelum ada peringkat
- CIPW NormDokumen7 halamanCIPW NormDrBishnu Prasad MahalaBelum ada peringkat
- Casting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Dokumen59 halamanCasting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Kanav GoyalBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Ball Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire ClayDokumen2 halamanBall Clay Is A Highly Plastic Variety of Clay of Kaolinite Group Like China Clay and Fire Clayashleyyy5Belum ada peringkat
- G - 004 - Chemical - Reactions IGCSE Chem CDDokumen1 halamanG - 004 - Chemical - Reactions IGCSE Chem CDPrincess KimBelum ada peringkat
- 7.4.I.Istudor VoronetMuralPaintingDokumen16 halaman7.4.I.Istudor VoronetMuralPaintingeledebel100% (3)
- Theoretical YieldDokumen14 halamanTheoretical YieldFaadilahJacobsBelum ada peringkat
- Cosmetic Personal Care CleanerDokumen45 halamanCosmetic Personal Care Cleaneryilmaz_uuurBelum ada peringkat
- Soil Colloid 2Dokumen24 halamanSoil Colloid 2Muhammad YusufBelum ada peringkat
- Iws Materials and Their Behaviour PDFDokumen282 halamanIws Materials and Their Behaviour PDFkatfy1Belum ada peringkat
- In The Western Australian Mineral Industry: Accident and Injury StatisticsDokumen56 halamanIn The Western Australian Mineral Industry: Accident and Injury StatisticsIndra Nur SidiqBelum ada peringkat
- Refractories - DoneDokumen3 halamanRefractories - Donethercode sampBelum ada peringkat
- PowerPoint Presentation Classification of SteelDokumen6 halamanPowerPoint Presentation Classification of SteelDaniel Dowding100% (2)