Anda mungkin juga menyukai
- Advance Injection Mould DesignDokumen175 halamanAdvance Injection Mould DesignMuhammed K MBelum ada peringkat
- Advance Injection Mould DesignDokumen175 halamanAdvance Injection Mould DesignŠetkić Semir100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Dari EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Belum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Dari EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Belum ada peringkat
- MoldDesign PDFDokumen320 halamanMoldDesign PDFManny GambinoBelum ada peringkat
- 01 Introduction To Press ToolsDokumen31 halaman01 Introduction To Press ToolsNiranjan HalgarBelum ada peringkat
- Seminar On Split Cavity MouldDokumen43 halamanSeminar On Split Cavity MouldasgrutuBelum ada peringkat
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDokumen26 halamanFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanBelum ada peringkat
- PIM 101 Ebook-1Dokumen33 halamanPIM 101 Ebook-1agniflameBelum ada peringkat
- Injection MouldinDokumen32 halamanInjection MouldinKarthick KarthickBelum ada peringkat
- Molding CavityDokumen7 halamanMolding CavitySudarno BaraBelum ada peringkat
- Injection Mould With Hot RunnerDokumen17 halamanInjection Mould With Hot RunnerKiran KumarBelum ada peringkat
- Chapter 2 Injection MoldsDokumen83 halamanChapter 2 Injection MoldsRadia ElkhaniBelum ada peringkat
- Clamping Force & Tonnage CalculationDokumen3 halamanClamping Force & Tonnage CalculationJyoti KaleBelum ada peringkat
- Design of The Injection MouldDokumen19 halamanDesign of The Injection MouldSiddhant Prakash GoyalBelum ada peringkat
- FeedDokumen33 halamanFeedPrajwal PBelum ada peringkat
- Master Book For Press EN PDFDokumen84 halamanMaster Book For Press EN PDFPratik PandeyBelum ada peringkat
- Injection Mold DesignDokumen12 halamanInjection Mold DesignbobBelum ada peringkat
- Injection Moulding Defects GuideDokumen10 halamanInjection Moulding Defects GuideAmith S KaratkarBelum ada peringkat
- Introduction Injection MoldingDokumen39 halamanIntroduction Injection Moldingmaran.suguBelum ada peringkat
- Moulding Process GuideDokumen35 halamanMoulding Process GuideArunava Bala75% (4)
- Plastic Mould Technology Course 30 DaysDokumen14 halamanPlastic Mould Technology Course 30 DaysAnkit NaphadeBelum ada peringkat
- Theory of Moulds - ContentsDokumen9 halamanTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Blow Molding Design GuidlinesDokumen13 halamanBlow Molding Design Guidlinesmayank123Belum ada peringkat
- Design and Analysis of Injection Mould with Hot Runner SystemDokumen17 halamanDesign and Analysis of Injection Mould with Hot Runner SystemKiran KumarBelum ada peringkat
- Two Plate Three PlateDokumen15 halamanTwo Plate Three PlateHarshvardhan KharatBelum ada peringkat
- Mold Design Fundamental Calculation BATTERY COVERDokumen10 halamanMold Design Fundamental Calculation BATTERY COVERBoby SaputraBelum ada peringkat
- Mould Design Part OneDokumen15 halamanMould Design Part Oneazizmaarof100% (3)
- Collapsible CoreDokumen100 halamanCollapsible Coremail2saravanaBelum ada peringkat
- Multi-Component Injection Molding PDFDokumen40 halamanMulti-Component Injection Molding PDFkfaravBelum ada peringkat
- Formula For Press Tool DesignDokumen2 halamanFormula For Press Tool DesignJimmy Clavel100% (2)
- Design For Mouldability-UK092010Dokumen16 halamanDesign For Mouldability-UK092010mjobson100% (1)
- Plastic Injection Molding Write UpDokumen16 halamanPlastic Injection Molding Write UpVishal MahajanBelum ada peringkat
- Design Tips Guide 2015Dokumen12 halamanDesign Tips Guide 2015Ba BuBelum ada peringkat
- Hot RunnerDokumen98 halamanHot RunnerSree Raj67% (3)
- Injection MoldingDokumen25 halamanInjection MoldingHarshadBelum ada peringkat
- Design MoldDokumen48 halamanDesign Moldjohnquest75% (4)
- Plastic InjectionDokumen39 halamanPlastic InjectionRishav KumarBelum ada peringkat
- Runners and GatesDokumen35 halamanRunners and Gatesbjdavies2010100% (2)
- PS Injection Mold Tool StandardsDokumen107 halamanPS Injection Mold Tool StandardsНикола МедићBelum ada peringkat
- Mold & Die Knowlege: PathDokumen7 halamanMold & Die Knowlege: PathKhabir IslamBelum ada peringkat
- Injection Moulding REPORT PDFDokumen10 halamanInjection Moulding REPORT PDFmiraBelum ada peringkat
- Mold CalculationDokumen2 halamanMold CalculationMohammed Khatib100% (1)
- MoldDokumen44 halamanMoldrohitBelum ada peringkat
- Molding Definition: Molding Is The Process ofDokumen74 halamanMolding Definition: Molding Is The Process ofijotanBelum ada peringkat
- Injection Molding Troubleshooting Flash BurnmarksDokumen60 halamanInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- Die Design Deep Drawing ReportDokumen24 halamanDie Design Deep Drawing ReportSerkan Batı100% (4)
- Mold and Die - PPTDokumen110 halamanMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- Cold and Hot Stamping Dies eDokumen12 halamanCold and Hot Stamping Dies eajaygupta.af3919Belum ada peringkat
- Moldflow Insight Detail Brochure1Dokumen8 halamanMoldflow Insight Detail Brochure1antonkoenrBelum ada peringkat
- MLD TheoryDokumen96 halamanMLD TheorySheik Abdullah100% (1)
- Mould Base Types and ApplicationsDokumen58 halamanMould Base Types and ApplicationsFurqan AlamBelum ada peringkat
- Mould Technology Blog - Chapter 18 Gate typesDokumen10 halamanMould Technology Blog - Chapter 18 Gate typessggdgdBelum ada peringkat
- Injection Mold Design Engineering Complete Self-Assessment GuideDari EverandInjection Mold Design Engineering Complete Self-Assessment GuideBelum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Dari EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Penilaian: 5 dari 5 bintang5/5 (2)
- Resistance To Cold Liquids (Uni en 12720) Method: Agent Chemical 10 MIN 1 Ora 16 OREDokumen4 halamanResistance To Cold Liquids (Uni en 12720) Method: Agent Chemical 10 MIN 1 Ora 16 OREŠetkić SemirBelum ada peringkat
- Surface Resistance To Cold Liquids. EN 12720:2009: Test ReportDokumen3 halamanSurface Resistance To Cold Liquids. EN 12720:2009: Test ReportŠetkić SemirBelum ada peringkat
- Test Protocole For Bunk BedDokumen21 halamanTest Protocole For Bunk BedŠetkić SemirBelum ada peringkat
- SEAT TEST TITLEDokumen13 halamanSEAT TEST TITLEŠetkić SemirBelum ada peringkat
- Test Protocol For SeatV4Dokumen10 halamanTest Protocol For SeatV4Šetkić SemirBelum ada peringkat
- Surface Resistance and Maintenance of Furniture: CleaningDokumen2 halamanSurface Resistance and Maintenance of Furniture: CleaningŠetkić SemirBelum ada peringkat
- EN12720Dokumen3 halamanEN12720Šetkić SemirBelum ada peringkat
- Test Protocol For Seat: Pull Force Gauge Push Force Gauge Straps Cast-Iron Discs For Musculation StopDokumen6 halamanTest Protocol For Seat: Pull Force Gauge Push Force Gauge Straps Cast-Iron Discs For Musculation StopŠetkić SemirBelum ada peringkat
- Pencil SharpenerDokumen31 halamanPencil SharpenerŠetkić SemirBelum ada peringkat
- Test Protocol For TableDokumen8 halamanTest Protocol For TableŠetkić SemirBelum ada peringkat
- Roi CalculationDokumen2 halamanRoi CalculationŠetkić SemirBelum ada peringkat
- Mold Spec Guidelines Jun 08revisedDokumen27 halamanMold Spec Guidelines Jun 08revisedDirk HenningBelum ada peringkat
- Test Protocol For Seat: Pull Force Gauge Push Force Gauge Straps Cast-Iron Discs For Musculation StopDokumen7 halamanTest Protocol For Seat: Pull Force Gauge Push Force Gauge Straps Cast-Iron Discs For Musculation StopŠetkić SemirBelum ada peringkat
- Standard Guidelines PalletizingDokumen4 halamanStandard Guidelines PalletizingŠetkić SemirBelum ada peringkat
- Injctmld F03Dokumen3 halamanInjctmld F03Šetkić SemirBelum ada peringkat
- Procjena Troskova PDFDokumen3 halamanProcjena Troskova PDFŠetkić SemirBelum ada peringkat
- Thermocouple Standard: New InternationalDokumen1 halamanThermocouple Standard: New InternationalŠetkić SemirBelum ada peringkat
- Research Article: Cycle Time Reduction in Injection Molding Process by Selection of Robust Cooling Channel DesignDokumen9 halamanResearch Article: Cycle Time Reduction in Injection Molding Process by Selection of Robust Cooling Channel DesignŠetkić SemirBelum ada peringkat
- Injection molding machine specifications comparisonDokumen6 halamanInjection molding machine specifications comparisonŠetkić SemirBelum ada peringkat
- Solar Power Plant Pre-Feasibility StudyDokumen100 halamanSolar Power Plant Pre-Feasibility Studyphanibhushanavula100% (21)
- Undercut MouldingDokumen38 halamanUndercut MouldingŠetkić SemirBelum ada peringkat
- Procjena Troskova PDFDokumen3 halamanProcjena Troskova PDFŠetkić SemirBelum ada peringkat
- Machinery Cost SheetDokumen4 halamanMachinery Cost SheetWalter VelásquezBelum ada peringkat
- Detc04/Dfm: Plastics Product and Process Design StrategiesDokumen9 halamanDetc04/Dfm: Plastics Product and Process Design StrategiesŠetkić SemirBelum ada peringkat
- Detc04/Dfm: Plastics Product and Process Design StrategiesDokumen9 halamanDetc04/Dfm: Plastics Product and Process Design StrategiesŠetkić SemirBelum ada peringkat
- Hanjalic Resume Short Sept2005Dokumen3 halamanHanjalic Resume Short Sept2005Šetkić SemirBelum ada peringkat
- Micro Hydro PowerDokumen7 halamanMicro Hydro Powermmilance81Belum ada peringkat
- Procjena Troskova PDFDokumen3 halamanProcjena Troskova PDFŠetkić SemirBelum ada peringkat
- Operation and Supply ChainDokumen34 halamanOperation and Supply ChainAqib LatifBelum ada peringkat
- Calculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StateDokumen31 halamanCalculation of Vapor-Liquid-Liquid Equilibria For The Fischer-Tropsch Reactor Effluents Using Modified Peng-Robinson Equation of StatekenymorenoBelum ada peringkat
- NX Nastran 3 Release GuideDokumen28 halamanNX Nastran 3 Release GuideMSC Nastran BeginnerBelum ada peringkat
- PROBABILITY ANALYSISDokumen119 halamanPROBABILITY ANALYSISAnonymous bZtJlFvPtpBelum ada peringkat
- An Introduction To Fractional CalculusDokumen29 halamanAn Introduction To Fractional CalculusFredrik Joachim GjestlandBelum ada peringkat
- Roller Coaster Physics Coursework GcseDokumen7 halamanRoller Coaster Physics Coursework Gcseafjwdbaekycbaa100% (2)
- $binder 1Dokumen156 halaman$binder 1fchem11Belum ada peringkat
- Check Samsung indoor unit LED errorsDokumen84 halamanCheck Samsung indoor unit LED errorsbluerosedtuBelum ada peringkat
- 5200 Shelves and Components, Part 1 of 2 PDFDokumen266 halaman5200 Shelves and Components, Part 1 of 2 PDFalek nowalBelum ada peringkat
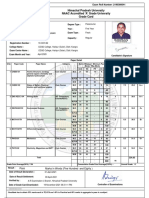
- Serial Number:1920110212668 Exam Roll Number Grade CardDokumen2 halamanSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidBelum ada peringkat
- Interference QuestionsDokumen11 halamanInterference QuestionsKhaled SaadiBelum ada peringkat
- Quantum Mechanics Module NotesDokumen12 halamanQuantum Mechanics Module NotesdtrhBelum ada peringkat
- 11 HW ChemistryDokumen6 halaman11 HW ChemistryJ BalanBelum ada peringkat
- Engineering Calculation Sheet Consulting EngineersDokumen17 halamanEngineering Calculation Sheet Consulting EngineersParthiban ArivazhaganBelum ada peringkat
- (ISRM Book Series) Shunsuke Sakurai - Back Analysis in Rock Engineering-Routledge - CRC Press (2016) PDFDokumen241 halaman(ISRM Book Series) Shunsuke Sakurai - Back Analysis in Rock Engineering-Routledge - CRC Press (2016) PDFJorge Cortez CampañaBelum ada peringkat
- Catalog WefatermDokumen55 halamanCatalog WefatermAlin NicolaeBelum ada peringkat
- Rheopecty: Confusion Between Rheopectic and Dilatant FluidsDokumen2 halamanRheopecty: Confusion Between Rheopectic and Dilatant Fluidsengineer bilalBelum ada peringkat
- X3 HydrostaticForceOnPlaneSurfaces BautistaDerwinDanielDokumen18 halamanX3 HydrostaticForceOnPlaneSurfaces BautistaDerwinDanielNadine Pascual100% (2)
- Program in Mathcad to Thin Rectangular PlatesDokumen12 halamanProgram in Mathcad to Thin Rectangular PlatesPedro Luis Garcia VillegasBelum ada peringkat
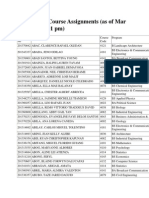
- UP Diliman Course AssignmentsDokumen82 halamanUP Diliman Course Assignmentsgamingonly_accountBelum ada peringkat
- Building Maintenance TrainingDokumen6 halamanBuilding Maintenance TrainingMedian HpBelum ada peringkat
- Eco Brick Paper 140314 - Full Paperr2Dokumen30 halamanEco Brick Paper 140314 - Full Paperr2zero kakumaruBelum ada peringkat
- The Consumption of Compressed Air: Applications and ComponentsDokumen24 halamanThe Consumption of Compressed Air: Applications and Componentsibong tiriritBelum ada peringkat
- JC 3000s Clamp-On Ultrasonic FlowmeterDokumen4 halamanJC 3000s Clamp-On Ultrasonic FlowmeterXu EmilyBelum ada peringkat
- Numerical Study of Buckling of Thin PlatesDokumen7 halamanNumerical Study of Buckling of Thin PlatesGogyBelum ada peringkat
- Design Charts for Bolts with Combined Shear and Tension ForcesDokumen4 halamanDesign Charts for Bolts with Combined Shear and Tension ForcescmkohBelum ada peringkat
- Edge Detection Algorithms ExplainedDokumen17 halamanEdge Detection Algorithms ExplaineddgonlineBelum ada peringkat
- Introduction to PCA and FA: Dimension Reduction ToolsDokumen29 halamanIntroduction to PCA and FA: Dimension Reduction ToolsPushpaRasnayakeBelum ada peringkat
- Equipment Design - BOILERSDokumen24 halamanEquipment Design - BOILERSEmyu ClaridadBelum ada peringkat
- Navier-Stokes Simulations of Projectile Base Flow with and without BleedDokumen42 halamanNavier-Stokes Simulations of Projectile Base Flow with and without BleednanocardosoBelum ada peringkat