Anda mungkin juga menyukai
- Manual de Control de Calidad en La PanaderiaDokumen14 halamanManual de Control de Calidad en La PanaderiaGary Luna CuaquiraBelum ada peringkat
- Manual de Control de Calidad en La PanaderiaDokumen14 halamanManual de Control de Calidad en La PanaderiaJhonatan Cáceres91% (11)
- Manual de Control de Calidad en La Panaderia PDFDokumen14 halamanManual de Control de Calidad en La Panaderia PDFNury Marquez AlvisBelum ada peringkat
- U4equipo 8 Manual de Control Del Proceso2Dokumen58 halamanU4equipo 8 Manual de Control Del Proceso2NJunior LeónBelum ada peringkat
- Control de Las Masas CongeladasDokumen14 halamanControl de Las Masas Congeladasantonio minchillo100% (1)
- Control de Calidad en El Proceso de PanificaciónDokumen54 halamanControl de Calidad en El Proceso de Panificaciónguilleforever87% (15)
- TRABAJO de Extrusión Control de Proceso y EnvasadoDokumen13 halamanTRABAJO de Extrusión Control de Proceso y EnvasadoRocío BotelloBelum ada peringkat
- Plaza VeaDokumen5 halamanPlaza VeaAnonymous XiTkdTZx100% (2)
- Plantilla ARCORDokumen15 halamanPlantilla ARCORvaleBelum ada peringkat
- Plantilla ARCORDokumen15 halamanPlantilla ARCORAndrea Cordoba Campos100% (1)
- Ejemplo Especificaciones y CaracterizaciónDokumen3 halamanEjemplo Especificaciones y CaracterizaciónJose ChBelum ada peringkat
- Fabricación de Masas para PizzasDokumen13 halamanFabricación de Masas para PizzasDiego AriasBelum ada peringkat
- Principios Del APPCC PDFDokumen6 halamanPrincipios Del APPCC PDFantonio minchillo100% (1)
- Procedimientos Operativos para Operaciones LogísticasDokumen6 halamanProcedimientos Operativos para Operaciones Logísticasana maria nossaBelum ada peringkat
- ESQUEMA DE UN PLAN HACCP TerminadoDokumen4 halamanESQUEMA DE UN PLAN HACCP TerminadoNorberto A. EusebioBelum ada peringkat
- Informe Terreno InocuidadDokumen9 halamanInforme Terreno InocuidadDaniela ValentinaBelum ada peringkat
- Planta Procesadora de Papas FritasDokumen13 halamanPlanta Procesadora de Papas FritasJesus AliagaBelum ada peringkat
- Norma Tecnica de Competecia Laboral (Encasado de AlimentosDokumen14 halamanNorma Tecnica de Competecia Laboral (Encasado de AlimentosEdwuardo NolascoBelum ada peringkat
- IGS7002 S4 2022 Evaluación Sumativa Rúbrica 4Dokumen12 halamanIGS7002 S4 2022 Evaluación Sumativa Rúbrica 4Valentina Armijo ArceBelum ada peringkat
- Detección de metales en mozzarellaDokumen5 halamanDetección de metales en mozzarellaandreu_fabraBelum ada peringkat
- Recepción InsumosDokumen14 halamanRecepción InsumosEthitalBelum ada peringkat
- Refrigeracion de EsparragoDokumen45 halamanRefrigeracion de EsparragoParedes Miler100% (5)
- Informe de Práctica Sobre La Elaboración de QuesoDokumen31 halamanInforme de Práctica Sobre La Elaboración de QuesoLyli Leyva100% (1)
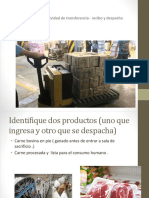
- Recepción y despacho de carne bovinaDokumen11 halamanRecepción y despacho de carne bovinaCindy Rodriguez Barrios0% (1)
- FASE 4 Aporte Actividad Individual Daniel PinedaDokumen7 halamanFASE 4 Aporte Actividad Individual Daniel PinedaDaniel David Pineda GomezBelum ada peringkat
- Planificacion y Control de Costos de AyBDokumen55 halamanPlanificacion y Control de Costos de AyBRosalia Sobrino Normandia88% (26)
- Medicion Lechecruda Tambo PDFDokumen36 halamanMedicion Lechecruda Tambo PDFAlejandra Fabiana LucianoBelum ada peringkat
- Equipo 5Dokumen11 halamanEquipo 53DGARBelum ada peringkat
- PPRODokumen3 halamanPPROMónica Cid RubioBelum ada peringkat
- Descripcion de Proceso Entero de Machete en Salsa de Tomate 1 Libra Tall y OvalDokumen6 halamanDescripcion de Proceso Entero de Machete en Salsa de Tomate 1 Libra Tall y OvalCelinaBelum ada peringkat
- Actividad 2-SolucionDokumen3 halamanActividad 2-SolucionAlvaro Ulloque Uparela100% (3)
- FERMENTACION DE CERVEZA FINAL KKKKKDokumen14 halamanFERMENTACION DE CERVEZA FINAL KKKKKMonin Bernaola CamposBelum ada peringkat
- 1recibo y Despacho de ObjetosDokumen10 halaman1recibo y Despacho de ObjetosLuis Miguel Blanco TorresBelum ada peringkat
- Manual de CalidadDokumen15 halamanManual de CalidadJuniorBelum ada peringkat
- Control de Calidad de La Materia PrimaDokumen2 halamanControl de Calidad de La Materia PrimaErick Rene Chambi Gonzales67% (12)
- Protocolo de Manejo de Productos CárnicosDokumen12 halamanProtocolo de Manejo de Productos CárnicosJohn William BaracaldoBelum ada peringkat
- CONTROL DE CALIDAD EN UNA PANADERÍADokumen54 halamanCONTROL DE CALIDAD EN UNA PANADERÍADarwin JiménezBelum ada peringkat
- Trabajo Practico Final BLPDokumen4 halamanTrabajo Practico Final BLPEsteban De la VegaBelum ada peringkat
- Taller ISO 9001 hamburguesasDokumen19 halamanTaller ISO 9001 hamburguesasJuan VelillaBelum ada peringkat
- Sistemas de Procesado y Envasado AsepticoDokumen109 halamanSistemas de Procesado y Envasado AsepticoDuley Alexander RomeroBelum ada peringkat
- MANÍDokumen3 halamanMANÍnicollefernandezvBelum ada peringkat
- Pesquera San Simone S.A.C.Dokumen9 halamanPesquera San Simone S.A.C.Yacqueline GallardoBelum ada peringkat
- Procedimiento de CONTROL DE PROCESOSDokumen6 halamanProcedimiento de CONTROL DE PROCESOSOlga GonzalezBelum ada peringkat
- Taller Tema 4Dokumen11 halamanTaller Tema 4Gersain Martinez BotelloBelum ada peringkat
- SOP 07 SAC Proceso ProducciónDokumen10 halamanSOP 07 SAC Proceso ProducciónLaramaDenisEstebanBelum ada peringkat
- BPM y PSBDokumen38 halamanBPM y PSBMauricio Gamez CarballoBelum ada peringkat
- Haccp Queso Oaxaca E1Dokumen20 halamanHaccp Queso Oaxaca E1Moniqa Alvarado0% (1)
- Taller II CasoDokumen5 halamanTaller II Casomcruzg3466Belum ada peringkat
- Procesamiento aséptico y envasado de alimentosDokumen3 halamanProcesamiento aséptico y envasado de alimentosNaty ArbelaezBelum ada peringkat
- Ficha de BPM y PoesDokumen12 halamanFicha de BPM y Poesjosdan XD XDBelum ada peringkat
- Sistema de Control de Calidad Elaboracion de Jugos NaturalesDokumen13 halamanSistema de Control de Calidad Elaboracion de Jugos NaturalesEduardo Morales.Belum ada peringkat
- Ejemplo Manual HACCP y PUNTOS CRITICOS DE CONTROLDokumen21 halamanEjemplo Manual HACCP y PUNTOS CRITICOS DE CONTROLcesar trujilloBelum ada peringkat
- Plan de Accion de Recepcion de Materias PrimasDokumen6 halamanPlan de Accion de Recepcion de Materias PrimasDora Ines FuentesBelum ada peringkat
- Supervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110Dari EverandSupervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110Belum ada peringkat
- MF1778_3 - Supervisión y ejecución de operaciones de acabado y presentación de productos de pasteleríaDari EverandMF1778_3 - Supervisión y ejecución de operaciones de acabado y presentación de productos de pasteleríaBelum ada peringkat
- UF0354 - Elaboración de curados y salazones cárnicosDari EverandUF0354 - Elaboración de curados y salazones cárnicosPenilaian: 3 dari 5 bintang3/5 (2)
- MF0295_2 - Almacenaje y expedición de carne y productos cárnicosDari EverandMF0295_2 - Almacenaje y expedición de carne y productos cárnicosBelum ada peringkat
- Operaciones y control de almacén de conservas vegetales. INAV0109Dari EverandOperaciones y control de almacén de conservas vegetales. INAV0109Belum ada peringkat
- Guia Riesgos Maquinaria Sector CarnicoDokumen80 halamanGuia Riesgos Maquinaria Sector CarnicoJulioAriasBelum ada peringkat
- Elaboración Del YogurtDokumen242 halamanElaboración Del YogurtAurora RoldanBelum ada peringkat
- Norma Sanitaria para la Fabricación de Pan, Galletas y PasteleríaDokumen51 halamanNorma Sanitaria para la Fabricación de Pan, Galletas y PasteleríaJose Antonio Tafur Gonzales71% (7)
- Procesos Basicos de Pasteleria y Reposteria Editorial Brief PDFDokumen22 halamanProcesos Basicos de Pasteleria y Reposteria Editorial Brief PDFL.t. Elias Arroyo0% (3)
- Informe Del Matedero MunicipalDokumen16 halamanInforme Del Matedero MunicipalDolres Magdalena ViñaBelum ada peringkat
- Cultivo Del EsparragoDokumen24 halamanCultivo Del EsparragoCesar MchBelum ada peringkat
- ESPRRAGODokumen24 halamanESPRRAGODolres Magdalena ViñaBelum ada peringkat
- Informe Del Matedero MunicipalDokumen16 halamanInforme Del Matedero MunicipalDolres Magdalena ViñaBelum ada peringkat
- ESPRRAGODokumen24 halamanESPRRAGODolres Magdalena ViñaBelum ada peringkat
- Cpa Caso 5Dokumen15 halamanCpa Caso 5César Félix Vilcatoma SaezBelum ada peringkat
- Cultivo Del EsparragoDokumen24 halamanCultivo Del EsparragoCesar MchBelum ada peringkat
- Calidad de EsparragoDokumen14 halamanCalidad de EsparragoDolres Magdalena ViñaBelum ada peringkat
- ESPRRAGODokumen24 halamanESPRRAGODolres Magdalena ViñaBelum ada peringkat
- ESPRRAGODokumen24 halamanESPRRAGODolres Magdalena ViñaBelum ada peringkat
- ESPRRAGODokumen24 halamanESPRRAGODolres Magdalena ViñaBelum ada peringkat
- Tiempo de TrabajoDokumen1 halamanTiempo de TrabajoMarilux Viña SevillaBelum ada peringkat
- 03 La Funcion ComercialDokumen19 halaman03 La Funcion ComercialRudy OrtizBelum ada peringkat
- Imprimir EtiquetaDokumen2 halamanImprimir EtiquetaDolres Magdalena ViñaBelum ada peringkat
- 03 La Funcion ComercialDokumen19 halaman03 La Funcion ComercialRudy OrtizBelum ada peringkat
- Plan matadero municipalDokumen73 halamanPlan matadero municipalEnrique Martínez JuradoBelum ada peringkat
- Receta de Arroz Chino o Chau Fan para CocinarDokumen3 halamanReceta de Arroz Chino o Chau Fan para CocinarLuis Oswaldo Meza ArdónBelum ada peringkat
- Recetario Baby CookDokumen39 halamanRecetario Baby Cookprueba1ja100% (1)
- Cocina en La IndependenciaDokumen1 halamanCocina en La IndependenciaNataly ArandaBelum ada peringkat
- Falso ConejoDokumen3 halamanFalso ConejoAlavi Perez Luis CarlosBelum ada peringkat
- Reglamento Promocion LAN NestleDokumen12 halamanReglamento Promocion LAN NestleThumbelineLittleBelum ada peringkat
- Menú Chelinda FinalDokumen9 halamanMenú Chelinda FinalJose CrossBelum ada peringkat
- TP 327 Lapso 2019-1Dokumen7 halamanTP 327 Lapso 2019-1Adrian LopezBelum ada peringkat
- Crepes Rápidas Con 3 Ingredientes. Método Fácil - Anna Recetas FácilesDokumen5 halamanCrepes Rápidas Con 3 Ingredientes. Método Fácil - Anna Recetas FácilesJ Alberto GiglioBelum ada peringkat
- Recetario AplvDokumen77 halamanRecetario AplvNati Lucha80% (5)
- Platos Típicos Del Departamento de OruroDokumen6 halamanPlatos Típicos Del Departamento de Orurocamila100% (1)
- Mariano Orzola - 72 RECETAS PARA PREPARAR OMELETTES, CREPÉS Y PANQUEQUES Ideales para IDokumen119 halamanMariano Orzola - 72 RECETAS PARA PREPARAR OMELETTES, CREPÉS Y PANQUEQUES Ideales para IJhon Vela100% (1)
- Arroz: deliciosas recetas para compartir y disfrutarDokumen9 halamanArroz: deliciosas recetas para compartir y disfrutarWilliam TibanaBelum ada peringkat
- Antología Cocina FusiónDokumen119 halamanAntología Cocina FusiónCarol RamirezBelum ada peringkat
- Técnicas básicas de cocina hoteleraDokumen32 halamanTécnicas básicas de cocina hotelerahumacacrBelum ada peringkat
- Recetario ATMA 4031E 2020 v2Dokumen16 halamanRecetario ATMA 4031E 2020 v2Emanuel RolencBelum ada peringkat
- Tamales ChamalDokumen4 halamanTamales ChamalEnrique RodryguezBelum ada peringkat
- Receta Estandar PastasDokumen5 halamanReceta Estandar PastasHasdleidyRuizBelum ada peringkat
- ACTA Y PADRON 4TA ENTREGA Qali Warma MATIHUACA INICIALDokumen3 halamanACTA Y PADRON 4TA ENTREGA Qali Warma MATIHUACA INICIALSsantiago Ccoz QuiintanaBelum ada peringkat
- PDF 1000 Utensilios de Cocina - CompressDokumen169 halamanPDF 1000 Utensilios de Cocina - CompressMadai PintoBelum ada peringkat
- ENSALADASDokumen20 halamanENSALADASHannah CabreraBelum ada peringkat
- Receta Alitas de PolloDokumen13 halamanReceta Alitas de PolloLuis Angel Roa ResendizBelum ada peringkat
- Métodos preparación alimentosDokumen19 halamanMétodos preparación alimentosAbigail CariñoBelum ada peringkat
- Export - Sun - Appserver - Nodeagents - Cexc - Agent - Archivos - Menu - AUSOLAN - Burgos - PUBLICO - 3erTRI - 22 - 23-ABRIL23 - 1680180138452 2Dokumen1 halamanExport - Sun - Appserver - Nodeagents - Cexc - Agent - Archivos - Menu - AUSOLAN - Burgos - PUBLICO - 3erTRI - 22 - 23-ABRIL23 - 1680180138452 2Gabriela CarpBelum ada peringkat
- Listado de BingoDokumen2 halamanListado de BingoWalter MedinaBelum ada peringkat
- Dia 5 Plan de Vida Saludable MejoradosDokumen2 halamanDia 5 Plan de Vida Saludable MejoradosLes M. CayetanoBelum ada peringkat
- Galletas de MantequillaDokumen3 halamanGalletas de MantequillaSen LixoBelum ada peringkat
- Recetario Horno Turbo ConveccionDokumen130 halamanRecetario Horno Turbo ConveccionisaBelum ada peringkat
- Horno Bosch HBG5780S0Dokumen48 halamanHorno Bosch HBG5780S0kaptus74Belum ada peringkat
- PALMITODokumen3 halamanPALMITOAnonymous Jly34FBelum ada peringkat
- Auxiliar de Cocina 2015Dokumen36 halamanAuxiliar de Cocina 2015WALTER100% (1)