Anda mungkin juga menyukai
- Embedded Systems DesignDokumen576 halamanEmbedded Systems Designnad_chadi8816100% (4)
- Ammonia Plant Design For 1 MtpaDokumen43 halamanAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
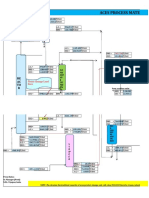
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDokumen34 halamanProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- Walmart, Amazon, EbayDokumen2 halamanWalmart, Amazon, EbayRELAKU GMAILBelum ada peringkat
- BY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaDokumen74 halamanBY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaAlbertoBelum ada peringkat
- Slip Calcluation in Ammonia PlantDokumen8 halamanSlip Calcluation in Ammonia PlantRajat Chauhan0% (1)
- Ammonia Plant DescriptionDokumen41 halamanAmmonia Plant Descriptionhussainbeds75% (4)
- Ammonia Process DescriptionDokumen51 halamanAmmonia Process DescriptionSaad Khan89% (9)
- Lea 4Dokumen36 halamanLea 4Divina DugaoBelum ada peringkat
- Micron Interview Questions Summary # Question 1 Parsing The HTML WebpagesDokumen2 halamanMicron Interview Questions Summary # Question 1 Parsing The HTML WebpagesKartik SharmaBelum ada peringkat
- AmmoniaDokumen17 halamanAmmoniaMubarak Ahmad100% (1)
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDokumen22 halamanAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniBelum ada peringkat
- Ammonia PlantDokumen28 halamanAmmonia PlantHumayun Rashid Khan100% (1)
- 6 Ammonia PlantDokumen29 halaman6 Ammonia PlantMunawar Lal Joshi100% (1)
- Ammonia ProductionDokumen28 halamanAmmonia ProductionMuhammad Ali HashmiBelum ada peringkat
- Ammonia Plant Fundamentals PDFDokumen27 halamanAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- Ammonia Traniee Manual (General Theory)Dokumen22 halamanAmmonia Traniee Manual (General Theory)Kvspavan Kumar100% (1)
- Ammonia Synthesis ConverterDokumen26 halamanAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Aiche-36-021Equipment Performance of AmmoniaDokumen9 halamanAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- Ammonia ProductionDokumen44 halamanAmmonia ProductionBalamurali BalamBelum ada peringkat
- Description of Ammonia Manufacturing ProcessesDokumen4 halamanDescription of Ammonia Manufacturing ProcessesSameer PandeyBelum ada peringkat
- Casale Advanced Ammonia TechnologiesDokumen35 halamanCasale Advanced Ammonia TechnologiesMaribel ParragaBelum ada peringkat
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDokumen12 halamanSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486Belum ada peringkat
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDokumen10 halaman100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootBelum ada peringkat
- NH3 Syn FlowsheetDokumen56 halamanNH3 Syn Flowsheetpepepopooo100% (1)
- Final ReportDokumen46 halamanFinal ReportVarun Gupta100% (1)
- Haber Process For The Production of Ammonia 1Dokumen4 halamanHaber Process For The Production of Ammonia 1Nisha SundarBelum ada peringkat
- NH3 Process DescriptionDokumen8 halamanNH3 Process DescriptionMusa KaleemBelum ada peringkat
- Casale Technologies For New Grass-Roots PlantsDokumen10 halamanCasale Technologies For New Grass-Roots PlantsNguyen Thanh SangBelum ada peringkat
- Nitric Acid Overall Material BalanceDokumen4 halamanNitric Acid Overall Material Balanceyogeshdama100% (1)
- Synthesis Gas Production 4Dokumen34 halamanSynthesis Gas Production 4Aravind KumarBelum ada peringkat
- Ammonia Synthesis ReactorsDokumen4 halamanAmmonia Synthesis ReactorsShivangi PancholiBelum ada peringkat
- Afa Workshop Alexandria Egypt 2008 Revamping The Casale WayDokumen24 halamanAfa Workshop Alexandria Egypt 2008 Revamping The Casale WayJose DenizBelum ada peringkat
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDokumen13 halamanCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rBelum ada peringkat
- Ammonias Operator Training GBHDokumen57 halamanAmmonias Operator Training GBHGeorge Van BommelBelum ada peringkat
- Process Description of Ammonia PlantDokumen12 halamanProcess Description of Ammonia PlantSridharBelum ada peringkat
- Ammonia Production PDFDokumen5 halamanAmmonia Production PDFJustine LagonoyBelum ada peringkat
- AmmoniaDokumen46 halamanAmmoniamangihutsihombing100% (1)
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDokumen12 halamanProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloBelum ada peringkat
- 2000 Development of The ACES 21 ProcessDokumen17 halaman2000 Development of The ACES 21 ProcessTTaddictBelum ada peringkat
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractDokumen16 halamanWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstractvaratharajan g rBelum ada peringkat
- Ammonia Plant Material BalanceDokumen66 halamanAmmonia Plant Material Balancesagar dasgupta100% (1)
- Ammonia Synthesis Catalyst OperationDokumen19 halamanAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- By Product in Ammonia Plant PDFDokumen12 halamanBy Product in Ammonia Plant PDFMd. Imran HossainBelum ada peringkat
- Ammonia Energy 2520 BalanceDokumen7 halamanAmmonia Energy 2520 Balanceapi-3714811Belum ada peringkat
- Tkis AmmoniaDokumen28 halamanTkis AmmoniaAhmed Nagy100% (1)
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDokumen9 halamanFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rBelum ada peringkat
- Ammonia TechnologyDokumen13 halamanAmmonia TechnologyMihaela Popescu-NeagoeBelum ada peringkat
- 4000 MTPD Ammonia Plant PaperDokumen8 halaman4000 MTPD Ammonia Plant PaperJose DenizBelum ada peringkat
- KSFL ReportDokumen56 halamanKSFL ReportAbhishek KumarBelum ada peringkat
- Ammonia Energy - EfficiencyDokumen4 halamanAmmonia Energy - Efficiencyanupam01013787Belum ada peringkat
- Ammonia AspenDokumen24 halamanAmmonia AspenMohammadAlAmeenBelum ada peringkat
- Lessons Learned With Ammonia Synthesis CatalystsDokumen12 halamanLessons Learned With Ammonia Synthesis CatalystssugumarBelum ada peringkat
- Ammonia ProductionDokumen5 halamanAmmonia ProductionHarsh WaliaBelum ada peringkat
- Ammonia Technology TodayDokumen22 halamanAmmonia Technology Todayrvnesari100% (3)
- Aces Process Material Balance: RE AC TO RDokumen4 halamanAces Process Material Balance: RE AC TO Rwaheed ahmadBelum ada peringkat
- Urea Toyo ACES21 - BrochureDokumen8 halamanUrea Toyo ACES21 - BrochureSanti SevenfoldBelum ada peringkat
- FTDokumen29 halamanFTNitin HansaliaBelum ada peringkat
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsDari EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsBelum ada peringkat
- Ammonia Plant Brief DescriptionDokumen4 halamanAmmonia Plant Brief DescriptionMohd Adnan KhanBelum ada peringkat
- Syn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChDokumen16 halamanSyn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChkamauBelum ada peringkat
- Gas PurificationDokumen26 halamanGas PurificationMahmud Rahman BizoyBelum ada peringkat
- Ammonia Process DescriptionDokumen7 halamanAmmonia Process DescriptionAnanda BalaBelum ada peringkat
- Process Flow Diagram For Ammonia SynthesisDokumen6 halamanProcess Flow Diagram For Ammonia SynthesisHanan Ahmed Ibrahim100% (1)
- 145 BSGREWAL932 BSGREWAL293156106 Grewal B S Higher Engineering Mathematics Khanna 2012Dokumen81 halaman145 BSGREWAL932 BSGREWAL293156106 Grewal B S Higher Engineering Mathematics Khanna 2012rohitBelum ada peringkat
- Blow MouldingDokumen36 halamanBlow MouldingrohitBelum ada peringkat
- CONMDokumen144 halamanCONMrohitBelum ada peringkat
- Application Form For M.Tech./M.Pharm. Programme: 1. Personal InformationDokumen2 halamanApplication Form For M.Tech./M.Pharm. Programme: 1. Personal InformationrohitBelum ada peringkat
- P20-Flash Point PDFDokumen16 halamanP20-Flash Point PDFrohit100% (1)
- Instructions For Microsoft Teams Live Events: Plan and Schedule A Live Event in TeamsDokumen9 halamanInstructions For Microsoft Teams Live Events: Plan and Schedule A Live Event in TeamsAnders LaursenBelum ada peringkat
- POST TEST 3 and POST 4, in ModuleDokumen12 halamanPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- Check Fraud Running Rampant in 2023 Insights ArticleDokumen4 halamanCheck Fraud Running Rampant in 2023 Insights ArticleJames Brown bitchBelum ada peringkat
- PCDokumen4 halamanPCHrithik AryaBelum ada peringkat
- PeopleSoft Application Engine Program PDFDokumen17 halamanPeopleSoft Application Engine Program PDFSaurabh MehtaBelum ada peringkat
- Section 8 Illustrations and Parts List: Sullair CorporationDokumen1 halamanSection 8 Illustrations and Parts List: Sullair CorporationBisma MasoodBelum ada peringkat
- Polytropic Process1Dokumen4 halamanPolytropic Process1Manash SinghaBelum ada peringkat
- Job Description For QAQC EngineerDokumen2 halamanJob Description For QAQC EngineerSafriza ZaidiBelum ada peringkat
- G.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARDokumen2 halamanG.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARTheodore DolarBelum ada peringkat
- DesalinationDokumen4 halamanDesalinationsivasu1980aBelum ada peringkat
- MDOF (Multi Degre of FreedomDokumen173 halamanMDOF (Multi Degre of FreedomRicky Ariyanto100% (1)
- Information Security Chapter 1Dokumen44 halamanInformation Security Chapter 1bscitsemvBelum ada peringkat
- BYJU's July PayslipDokumen2 halamanBYJU's July PayslipGopi ReddyBelum ada peringkat
- M J 1 MergedDokumen269 halamanM J 1 MergedsanyaBelum ada peringkat
- Historical Development of AccountingDokumen25 halamanHistorical Development of AccountingstrifehartBelum ada peringkat
- Underwater Wellhead Casing Patch: Instruction Manual 6480Dokumen8 halamanUnderwater Wellhead Casing Patch: Instruction Manual 6480Ragui StephanosBelum ada peringkat
- Configuring Master Data Governance For Customer - SAP DocumentationDokumen17 halamanConfiguring Master Data Governance For Customer - SAP DocumentationDenis BarrozoBelum ada peringkat
- Sourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyDokumen58 halamanSourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyAlaa Al HarbiBelum ada peringkat
- LOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCDokumen1 halamanLOG-2-8-FLEETWAREHOUSE-TEMPLATE-Waybill-Delivery Note-IFRCMBelum ada peringkat
- Phase 1: API Lifecycle (2 Days)Dokumen3 halamanPhase 1: API Lifecycle (2 Days)DevendraBelum ada peringkat
- Escario Vs NLRCDokumen10 halamanEscario Vs NLRCnat_wmsu2010Belum ada peringkat
- Using Boss Tone Studio For Me-25Dokumen4 halamanUsing Boss Tone Studio For Me-25Oskar WojciechowskiBelum ada peringkat
- Avalon LF GB CTP MachineDokumen2 halamanAvalon LF GB CTP Machinekojo0% (1)
- A320 TakeoffDokumen17 halamanA320 Takeoffpp100% (1)
- Professional Regula/on Commission: Clarita C. Maaño, M.DDokumen31 halamanProfessional Regula/on Commission: Clarita C. Maaño, M.Dmiguel triggartBelum ada peringkat
- 1 PBDokumen14 halaman1 PBSaepul HayatBelum ada peringkat