Anda mungkin juga menyukai
- NESR HSE Training - Fire Fighting AwarenessDokumen38 halamanNESR HSE Training - Fire Fighting AwarenessAbdellatef HossamBelum ada peringkat
- Repair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDDokumen13 halamanRepair Procedure Patching Welded 42-L-P1-1404A TLA AREA - SENIPAH FIELDFerdie OSBelum ada peringkat
- Pew104 AaDokumen63 halamanPew104 Aa45249Belum ada peringkat
- Basic WeldingDokumen119 halamanBasic Weldingবিপ্লব পাল100% (2)
- Advanced Leak Testing MethodsDokumen6 halamanAdvanced Leak Testing MethodsRobert MullerBelum ada peringkat
- Repair pipeline defects using Hot TappingDokumen11 halamanRepair pipeline defects using Hot Tappingعزت عبد المنعمBelum ada peringkat
- Piping Fundamentals:: M.N.RaghuDokumen26 halamanPiping Fundamentals:: M.N.RaghuAlex Salvin100% (2)
- Tank Inspection Standard Operating Procedures PDFDokumen3 halamanTank Inspection Standard Operating Procedures PDFIfroz KhanBelum ada peringkat
- Draft ITP Pipeline Recertification Pearl OILDokumen3 halamanDraft ITP Pipeline Recertification Pearl OILIrsyad RosyidiBelum ada peringkat
- ANMAN CatalogueDokumen5 halamanANMAN CatalogueLukman ZakariyahBelum ada peringkat
- ISO 45001:2018 Health and Safety Management SystemDokumen97 halamanISO 45001:2018 Health and Safety Management Systemkresna suryadiBelum ada peringkat
- Install AquaBlox Rainwater Storage TanksDokumen16 halamanInstall AquaBlox Rainwater Storage TanksJukri HaryadiBelum ada peringkat
- 06 Biofuels Mechanical IntegrityDokumen26 halaman06 Biofuels Mechanical IntegrityAquiles_voyBelum ada peringkat
- 1.0 Piles: Piles Foundation Is Used WhenDokumen11 halaman1.0 Piles: Piles Foundation Is Used WhenMind RipBelum ada peringkat
- Produced Water PresentationDokumen30 halamanProduced Water PresentationAkilesh AravindakshanBelum ada peringkat
- Chapter 3 - Gas Gathering Transportation - V2 (Part 1)Dokumen34 halamanChapter 3 - Gas Gathering Transportation - V2 (Part 1)Qieya SaniBelum ada peringkat
- Top Major Accidents in BruneiDokumen3 halamanTop Major Accidents in BruneikidusBelum ada peringkat
- 02a Dasar-Dasar Sistem Perpipaan WovDokumen102 halaman02a Dasar-Dasar Sistem Perpipaan WovcurlychemBelum ada peringkat
- Lecture 3 - CIE 531-EGM 501 - 2021Dokumen43 halamanLecture 3 - CIE 531-EGM 501 - 2021Emmanuel MwabaBelum ada peringkat
- Crane Component & Load ChartDokumen64 halamanCrane Component & Load ChartImam AliBelum ada peringkat
- Pipe Flange and Gaskets BasicsDokumen3 halamanPipe Flange and Gaskets BasicsEhab AbowardaBelum ada peringkat
- Flexpipe Systems Brochure AustraliaDokumen6 halamanFlexpipe Systems Brochure AustraliapenjualgasBelum ada peringkat
- Mechanically Connected Risers and Pipelines for Deepwater ProjectsDokumen20 halamanMechanically Connected Risers and Pipelines for Deepwater ProjectsalbertofgvBelum ada peringkat
- p.3 API Hydraulics EquationsDokumen2 halamanp.3 API Hydraulics Equationsnasir.hdip8468Belum ada peringkat
- 03 Sub-Surface Exploration 02Dokumen35 halaman03 Sub-Surface Exploration 02kabir AhmedBelum ada peringkat
- Stages of A Pipeline ProjectDokumen10 halamanStages of A Pipeline Projectvin_omloveBelum ada peringkat
- Unit - 3: Control Components in Hydraulic SystemDokumen64 halamanUnit - 3: Control Components in Hydraulic SystemchoispunathilBelum ada peringkat
- Training Fire Fighting ModulDokumen56 halamanTraining Fire Fighting ModulIman Nur FatonyBelum ada peringkat
- By: Mohd Suhaimi Mat Din ADTEC BintuluDokumen7 halamanBy: Mohd Suhaimi Mat Din ADTEC BintuluOLiver RobertBelum ada peringkat
- Chap 0.3 Waste Water TreatmentDokumen12 halamanChap 0.3 Waste Water Treatmentrrjm_24Belum ada peringkat
- Pipa PendahulianDokumen52 halamanPipa PendahulianYusmanparjianto YusmanparjiantoBelum ada peringkat
- Penentuan Laju Korosi Dan Sisa Umur PakaiDokumen10 halamanPenentuan Laju Korosi Dan Sisa Umur PakaifaisalBelum ada peringkat
- Buku Saku k3 KonstruksiDokumen145 halamanBuku Saku k3 Konstruksimutiara atthahirahBelum ada peringkat
- ONGC Effluent Plant Pipe Installation GuideDokumen14 halamanONGC Effluent Plant Pipe Installation GuideNithin Mathai100% (1)
- A. Major Causes of Construction Site AccidentsDokumen6 halamanA. Major Causes of Construction Site AccidentsAlyzza Mae AngkahanBelum ada peringkat
- Hydro Test PreparationDokumen22 halamanHydro Test Preparationgaspardo123Belum ada peringkat
- Welder Qualification Test RecordDokumen2 halamanWelder Qualification Test RecordEngr Saeed AnwarBelum ada peringkat
- Cofferdam Construction and Dewatering Taunsa Barrage RehabilDokumen22 halamanCofferdam Construction and Dewatering Taunsa Barrage RehabilAhmed Huessien SuleimanBelum ada peringkat
- Pengaruh Laju Erosi Terhadap Umur PipaDokumen6 halamanPengaruh Laju Erosi Terhadap Umur PipaDede Si Engghe SurenggheBelum ada peringkat
- ValvesDokumen108 halamanValvesShakerMahmood100% (1)
- Mineral Wool Pipe Insulation DatasheetDokumen2 halamanMineral Wool Pipe Insulation DatasheetDenny Akbar Nur Hadyansyah100% (1)
- Siphon Breaker Valves (Accessories)Dokumen2 halamanSiphon Breaker Valves (Accessories)mikeswordsBelum ada peringkat
- Bab V Perhitungan: 4.1. Massa Air Yang Teruapkan Dan Kandungan Air AkhirDokumen6 halamanBab V Perhitungan: 4.1. Massa Air Yang Teruapkan Dan Kandungan Air AkhirPutri Hanifah SBelum ada peringkat
- Some Useful Codes and Standards OrganizationsDokumen12 halamanSome Useful Codes and Standards OrganizationsBleep NewsBelum ada peringkat
- Suvidya Institute Piping Engineering TrainingDokumen2 halamanSuvidya Institute Piping Engineering TrainingMohammedBujairBelum ada peringkat
- Basic of Scaffolding1 PDFDokumen6 halamanBasic of Scaffolding1 PDFRifky Dwi HendrawanBelum ada peringkat
- 24 Struktur Wind TurbinDokumen8 halaman24 Struktur Wind TurbinErwin BondanBelum ada peringkat
- Material Lab ManualDokumen65 halamanMaterial Lab ManualdzikrydsBelum ada peringkat
- Maintenance & Operation of Rotating MachineryDokumen3 halamanMaintenance & Operation of Rotating MachineryElsayed AmerBelum ada peringkat
- List of Machines in Mechanical WorkshopDokumen3 halamanList of Machines in Mechanical WorkshopHamza Nouman100% (1)
- 1.hydrostatic Test and Flushing (R2)Dokumen19 halaman1.hydrostatic Test and Flushing (R2)sethu1091100% (8)
- Pressure Testing Piping SystemsDokumen3 halamanPressure Testing Piping SystemsWeny Astuti100% (1)
- Pressure Tests of Piping SystemsDokumen14 halamanPressure Tests of Piping SystemsharishcsharmaBelum ada peringkat
- Hydrotest Vs Pneumatic TestDokumen5 halamanHydrotest Vs Pneumatic TestMidhun K Chandrabose100% (1)
- Hydrotesting of VALVE AND REFURBISHMENT PROCEDUREDokumen16 halamanHydrotesting of VALVE AND REFURBISHMENT PROCEDUREISAACBelum ada peringkat
- Pressure Testing Ensures Safety, Reliability and Leak TightnessDokumen4 halamanPressure Testing Ensures Safety, Reliability and Leak TightnessRakesh RanjanBelum ada peringkat
- Hydro Vs PneumaticDokumen4 halamanHydro Vs PneumaticAnonymous rYZyQQot55Belum ada peringkat
- Pressure Testing PresentationDokumen37 halamanPressure Testing PresentationManish Sharma83% (6)
- PSV TestingDokumen26 halamanPSV Testingmanoj thakkar100% (1)
- Pressure Testing of Pipelines: CR Asia GroupDokumen7 halamanPressure Testing of Pipelines: CR Asia Groupvishal bailurBelum ada peringkat
- Reflection PaperDokumen1 halamanReflection PaperJazille LardizabalBelum ada peringkat
- Flow of Energy and Matter in EcosystemDokumen23 halamanFlow of Energy and Matter in EcosystemJazille LardizabalBelum ada peringkat
- NCM-101Lec WO2Dokumen4 halamanNCM-101Lec WO2Jazille LardizabalBelum ada peringkat
- Autocad SymbolsDokumen8 halamanAutocad SymbolsSenchaa100% (1)
- Microorganisms: Tiny Yet MightyDokumen14 halamanMicroorganisms: Tiny Yet MightyJazille LardizabalBelum ada peringkat
- Enthalpy: A Guide to Heat Flow and Phase TransitionsDokumen5 halamanEnthalpy: A Guide to Heat Flow and Phase TransitionsJazille LardizabalBelum ada peringkat
- AutoCAD Shortcuts 11x8.5 MECH-REV PDFDokumen11 halamanAutoCAD Shortcuts 11x8.5 MECH-REV PDFKristijan BorasBelum ada peringkat
- Manifestation of Gender BiasesDokumen1 halamanManifestation of Gender BiasesJazille LardizabalBelum ada peringkat
- Coriolis EffectDokumen2 halamanCoriolis EffectJazille LardizabalBelum ada peringkat
- AutoCAD Shortcuts 11x8.5 MECH-REV PDFDokumen11 halamanAutoCAD Shortcuts 11x8.5 MECH-REV PDFKristijan BorasBelum ada peringkat
- Installation, Training, Turnover and Maintaining of A Hybrid Solar, Wind and Raindrop Powered LampDokumen1 halamanInstallation, Training, Turnover and Maintaining of A Hybrid Solar, Wind and Raindrop Powered LampJazille LardizabalBelum ada peringkat
- Cassava CakeDokumen10 halamanCassava CakeJazille Lardizabal0% (1)
- ValveDokumen2 halamanValveqcselvaBelum ada peringkat
- NGV-Diverter Valve: New Sealing Concept ApplicationDokumen2 halamanNGV-Diverter Valve: New Sealing Concept Applicationshashikanth79Belum ada peringkat
- Hancock Type 4000 yDokumen8 halamanHancock Type 4000 yGohilakrishnan ThiagarajanBelum ada peringkat
- AD 360 - Movement Joints in Steel-Framed BuildingsDokumen1 halamanAD 360 - Movement Joints in Steel-Framed Buildingssymon ellimacBelum ada peringkat
- Hynds Watermain Catalogue October 2015 EmailDokumen128 halamanHynds Watermain Catalogue October 2015 EmailTHEARY THUNBelum ada peringkat
- Catalogue 2020: Professional and Innovative Flow Measuring & Monitoring SolutionsDokumen35 halamanCatalogue 2020: Professional and Innovative Flow Measuring & Monitoring Solutionszivkovic brankoBelum ada peringkat
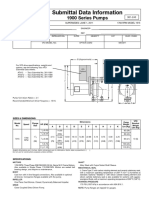
- Submittal Data Information: 1900 Series PumpsDokumen2 halamanSubmittal Data Information: 1900 Series Pumpsoliver rodriguezBelum ada peringkat
- Saudi Aramco Test ReportDokumen2 halamanSaudi Aramco Test Reportnadeem shaikhBelum ada peringkat
- Piping Codes: ASME B16 Dimensional CodesDokumen9 halamanPiping Codes: ASME B16 Dimensional CodesmaxalfreBelum ada peringkat
- Acp 10 - PPT - Q3 - M2Dokumen66 halamanAcp 10 - PPT - Q3 - M2CherryBelum ada peringkat
- MANUAL PVCC ValveDokumen216 halamanMANUAL PVCC ValvePratik SinghBelum ada peringkat
- ASTM A210 - ASME SA210 Standard Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesDokumen3 halamanASTM A210 - ASME SA210 Standard Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesVenkat NarasimmanBelum ada peringkat
- Bolt Torque ASME B16.5 Flanges - Sheet Gaskets 02Dokumen26 halamanBolt Torque ASME B16.5 Flanges - Sheet Gaskets 02bakelly100% (7)
- Drip Pan Elbow - Kunkle PDFDokumen2 halamanDrip Pan Elbow - Kunkle PDFlimin zhangBelum ada peringkat
- Butterfly valve data sheet and operating conditions documentsDokumen9 halamanButterfly valve data sheet and operating conditions documentsBASKARBelum ada peringkat
- PIPING CODES AND STANDARDS GUIDEDokumen299 halamanPIPING CODES AND STANDARDS GUIDENaresh Sharma0% (1)
- Flange and Stud Bolt Sizing Chart for Spanner SelectionDokumen3 halamanFlange and Stud Bolt Sizing Chart for Spanner Selectionsignup textBelum ada peringkat
- Gea 19377 Masoneilan 35002 Camflex Valve Brochure PDFDokumen12 halamanGea 19377 Masoneilan 35002 Camflex Valve Brochure PDFN SBelum ada peringkat
- R.SATHIA RESUME-Manjung PDFDokumen8 halamanR.SATHIA RESUME-Manjung PDFPrabagaran RenganathanBelum ada peringkat
- Astm - JisDokumen7 halamanAstm - Jisvalli rajuBelum ada peringkat
- Air Cannon PDFDokumen8 halamanAir Cannon PDFNazar KhanBelum ada peringkat
- Final Series 59 - 2020 - v8 - 22-4-2021Dokumen6 halamanFinal Series 59 - 2020 - v8 - 22-4-2021Prathamesh Pradeep MashilkarBelum ada peringkat
- Levelstate - DWLGDokumen8 halamanLevelstate - DWLGDramebaaz SandeepBelum ada peringkat
- 910F Series: DescriptionDokumen2 halaman910F Series: DescriptionImtiyaz KhanBelum ada peringkat
- Priced Bill of Quantities: The Existing Driveway StructureDokumen12 halamanPriced Bill of Quantities: The Existing Driveway StructuremideladBelum ada peringkat
- EGR Cooler, Replacement D13Dokumen28 halamanEGR Cooler, Replacement D13htayooBelum ada peringkat
- Underground Piping Construction Specification: Sociedad Minera Cerro Verde S.A.ADokumen16 halamanUnderground Piping Construction Specification: Sociedad Minera Cerro Verde S.A.AYamalokomokieras Punk RockBelum ada peringkat
- Pressure Seal Bonnet Design: Dedication To DeliveryDokumen44 halamanPressure Seal Bonnet Design: Dedication To DeliverylutBelum ada peringkat
- Saudi Aramco Pressure Test ReportDokumen6 halamanSaudi Aramco Pressure Test ReportGOSP3 QC MechanicalBelum ada peringkat
- Parts Catalogue: RELEASE DATE: 03.01.14 Revision - 01Dokumen45 halamanParts Catalogue: RELEASE DATE: 03.01.14 Revision - 01Divakar Mass86% (7)