Anda mungkin juga menyukai
- Zsec 1Dokumen2 halamanZsec 1Kiran KumarBelum ada peringkat
- Technical Guide Edition 2.0 Gas Spring MountingDokumen23 halamanTechnical Guide Edition 2.0 Gas Spring Mountingcrashnburn4uBelum ada peringkat
- Daily ScheduleDokumen6 halamanDaily ScheduleKiran KumarBelum ada peringkat
- Plot No 117 - 118Dokumen28 halamanPlot No 117 - 118Kiran KumarBelum ada peringkat
- Goldstone Infratech Limited: E-Bus Division HyderabadDokumen1 halamanGoldstone Infratech Limited: E-Bus Division HyderabadKiran KumarBelum ada peringkat
- Daily ScheduleDokumen6 halamanDaily ScheduleKiran KumarBelum ada peringkat
- c9 Panelling Concept1 Final BomDokumen10 halamanc9 Panelling Concept1 Final BomKiran KumarBelum ada peringkat
- 6template For An Agreement of Sale of Immovable Property PDFDokumen2 halaman6template For An Agreement of Sale of Immovable Property PDFKiran KumarBelum ada peringkat
- UP Design Guide v1.2Dokumen20 halamanUP Design Guide v1.2Kiran KumarBelum ada peringkat
- Dullapalli Plot 235 SQ - YardDokumen14 halamanDullapalli Plot 235 SQ - YardKiran KumarBelum ada peringkat
- Cooling System in An AutomobileDokumen13 halamanCooling System in An AutomobileKiran KumarBelum ada peringkat
- Department Design Sheet ReviewDokumen4 halamanDepartment Design Sheet ReviewKiran KumarBelum ada peringkat
- Shell Structure Assembly Parts List for MinibusDokumen4 halamanShell Structure Assembly Parts List for MinibusKiran KumarBelum ada peringkat
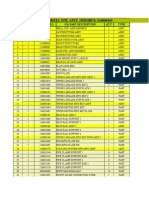
- Olectra Greentech Limited: Description: Remarks Size Material QTY Description Part No SL NoDokumen1 halamanOlectra Greentech Limited: Description: Remarks Size Material QTY Description Part No SL NoKiran KumarBelum ada peringkat
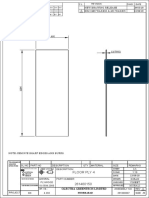
- Z Sec Radiator Flaps LH RHDokumen1 halamanZ Sec Radiator Flaps LH RHKiran KumarBelum ada peringkat
- Invoice Copy Employee Contribution - ESIC & EPFO. Attendance Sheet ESIC Challan EPFO ChallanDokumen1 halamanInvoice Copy Employee Contribution - ESIC & EPFO. Attendance Sheet ESIC Challan EPFO ChallanKiran KumarBelum ada peringkat
- Goldstone Infratech Limited: E-Bus Division HyderabadDokumen1 halamanGoldstone Infratech Limited: E-Bus Division HyderabadKiran KumarBelum ada peringkat
- Seat Layout k6Dokumen1 halamanSeat Layout k6Kiran KumarBelum ada peringkat
- New Drawing Release 09/03/18 DIM 1296 WAS 923 & 460 WAS 905 13/09/18Dokumen1 halamanNew Drawing Release 09/03/18 DIM 1296 WAS 923 & 460 WAS 905 13/09/18Kiran KumarBelum ada peringkat
- Projects, Assignments & Task Sheet - Review Department Design Sl. No. Project Assignment TaskDokumen3 halamanProjects, Assignments & Task Sheet - Review Department Design Sl. No. Project Assignment TaskKiran KumarBelum ada peringkat
- Pen Table FilesDokumen4 halamanPen Table FilesAnonymous TG3lMEBelum ada peringkat
- June 2019 Employee Attendance ReportDokumen4 halamanJune 2019 Employee Attendance ReportKiran KumarBelum ada peringkat
- c9 Panelling Concept1 Final BomDokumen10 halamanc9 Panelling Concept1 Final BomKiran KumarBelum ada peringkat
- Aug 18Dokumen6 halamanAug 18Kiran KumarBelum ada peringkat
- External Panel Parts List and AssembliesDokumen10 halamanExternal Panel Parts List and AssembliesKiran KumarBelum ada peringkat
- NocDokumen1 halamanNocKiran KumarBelum ada peringkat
- New Drawing Release 09/03/18 DIM 795 WAS 523 & 1102 WAS 515 13/09/18Dokumen1 halamanNew Drawing Release 09/03/18 DIM 795 WAS 523 & 1102 WAS 515 13/09/18Kiran KumarBelum ada peringkat
- Module - 7Dokumen64 halamanModule - 7Kiran KumarBelum ada peringkat
- ESI Form2Dokumen2 halamanESI Form2Jay NayakBelum ada peringkat
- Guntur Break UpDokumen1 halamanGuntur Break UpKiran KumarBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- UV Water TreatmentDokumen16 halamanUV Water Treatmentwnew2me428100% (1)
- ACCOMPLISHMENT REPORT ON WASH in SCHOOLS EditedDokumen6 halamanACCOMPLISHMENT REPORT ON WASH in SCHOOLS EditedElsa CastanedaBelum ada peringkat
- Sreenivas Narayanan-Preparing Youth For Green Jobs Through Skills DevelopmentDokumen12 halamanSreenivas Narayanan-Preparing Youth For Green Jobs Through Skills Developmentirisann0702Belum ada peringkat
- Shoreline Management of The Dubai Coast PDFDokumen20 halamanShoreline Management of The Dubai Coast PDFAleksa CavicBelum ada peringkat
- Capital Controls® Series Nxt3000: Modular Design Gas Feed System With Self Contained Automatic Switchover CapabilityDokumen8 halamanCapital Controls® Series Nxt3000: Modular Design Gas Feed System With Self Contained Automatic Switchover CapabilityLoan NguyênBelum ada peringkat
- Kerovit Price List July 2023 - All India Except KeralaDokumen107 halamanKerovit Price List July 2023 - All India Except KeralaHem NathBelum ada peringkat
- Rectangular Intake DesignDokumen21 halamanRectangular Intake DesignzaidBelum ada peringkat
- COP27 Puts Focus On The Half of The World Population That Will Live Under Water Stress by 2025Dokumen2 halamanCOP27 Puts Focus On The Half of The World Population That Will Live Under Water Stress by 2025Siddhartha AgnihotriBelum ada peringkat
- Erosion GuidelinesDokumen33 halamanErosion Guidelinesachmaddach100% (2)
- MTU Marine SalesProgram 2 18 Lay Final PDFDokumen51 halamanMTU Marine SalesProgram 2 18 Lay Final PDFMarioBelum ada peringkat
- NFPA - Fundamentals of Fire Safe Building DesignDokumen8 halamanNFPA - Fundamentals of Fire Safe Building DesignnelshingodoiBelum ada peringkat
- Sika FerroGard 903Dokumen2 halamanSika FerroGard 903smartman35Belum ada peringkat
- Installation, Operating and Servicing Instructions for ACV Hot Water TanksDokumen10 halamanInstallation, Operating and Servicing Instructions for ACV Hot Water TanksmohamedkhalifehBelum ada peringkat
- CWDokumen2 halamanCWRakesh MishraBelum ada peringkat
- Instructions For Installation and Operation High Pressure Compressed Air Refrigeration Dryer Drypoint RS 25-1010 HP50Dokumen77 halamanInstructions For Installation and Operation High Pressure Compressed Air Refrigeration Dryer Drypoint RS 25-1010 HP50Katia BarretoBelum ada peringkat
- Framework Agreement List SampleDokumen3 halamanFramework Agreement List Samplebenito prociaBelum ada peringkat
- Homework 5Dokumen3 halamanHomework 5Engr Ghulam MustafaBelum ada peringkat
- Rainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing EngineersDokumen8 halamanRainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing Engineers185412Belum ada peringkat
- Novel Bioreactor Configuration for Organic Waste DigestionDokumen270 halamanNovel Bioreactor Configuration for Organic Waste Digestionclaudio06111983Belum ada peringkat
- Science of The Total EnvironmentDokumen12 halamanScience of The Total EnvironmentViviana GeraldinBelum ada peringkat
- World Ocean PDFDokumen145 halamanWorld Ocean PDFVital ShippingBelum ada peringkat
- Bridge Deck WaterproofingDokumen2 halamanBridge Deck WaterproofingRavi SalimathBelum ada peringkat
- Roles of QECP in Erosion ControlDokumen15 halamanRoles of QECP in Erosion ControlKen WongBelum ada peringkat
- Crassipes) Sebagai Fitoremediasi Dalam MenurunkanDokumen8 halamanCrassipes) Sebagai Fitoremediasi Dalam MenurunkanNadya Ratih MarinkaBelum ada peringkat
- Geothermal EnergyDokumen33 halamanGeothermal EnergyKateBelum ada peringkat
- (1907) The Imperial Gazetteer of India: The Indian Empire (Volume 1) DescriptiveDokumen606 halaman(1907) The Imperial Gazetteer of India: The Indian Empire (Volume 1) DescriptiveHerbert Hillary Booker 2nd100% (1)
- EPA Drinking Water Standards TableDokumen30 halamanEPA Drinking Water Standards TableSmicrumBelum ada peringkat
- Trad Scris ManualDokumen51 halamanTrad Scris ManualOlga Tverdohleb CebanBelum ada peringkat
- Automation - The Key To Water ManagementDokumen5 halamanAutomation - The Key To Water ManagementAjay Raju.bBelum ada peringkat