Anda mungkin juga menyukai
- Calculation Manufacturing ProcessDokumen18 halamanCalculation Manufacturing ProcessEncik MaaBelum ada peringkat
- Turning and Lathe - Guia de Estudo - 2016Dokumen10 halamanTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasBelum ada peringkat
- Process of Press Tool Design and Its Manufacturing For Blanking OperationDokumen8 halamanProcess of Press Tool Design and Its Manufacturing For Blanking OperationamdevaBelum ada peringkat
- Speed and Feed For Lathe MachiningDokumen6 halamanSpeed and Feed For Lathe MachiningThinesh ChanderBelum ada peringkat
- Carbide GradesDokumen51 halamanCarbide GradesRicardo BravoBelum ada peringkat
- Milling: Prepared By: Dinbandhu Singh 1Dokumen23 halamanMilling: Prepared By: Dinbandhu Singh 1Dino SinghBelum ada peringkat
- Cutting Force of End Cutting Tool Milling MachiningDokumen24 halamanCutting Force of End Cutting Tool Milling MachiningGabryel BogdanBelum ada peringkat
- Chanfer ToolsDokumen4 halamanChanfer ToolscljserviceBelum ada peringkat
- Century Star CNC System Programming Guide For Milling Machines PDFDokumen147 halamanCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasBelum ada peringkat
- End MillsDokumen140 halamanEnd MillsGuru PrasadBelum ada peringkat
- 5 TurningDokumen26 halaman5 Turningprakashp111100% (1)
- A Method For Predicting Chatter Stability For Systems SchmitzDokumen8 halamanA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuBelum ada peringkat
- Press Tool Components Die MakingDokumen29 halamanPress Tool Components Die Makingmayank123100% (1)
- End Mill Training Website PDFDokumen64 halamanEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Milling TutorialDokumen76 halamanMilling TutorialGGHGHHBelum ada peringkat
- CNC of Machine ToolsDokumen16 halamanCNC of Machine ToolsNirmalaThangaveluBelum ada peringkat
- Machine ToolDokumen23 halamanMachine ToolMohammad Anaitullah HassanBelum ada peringkat
- Methods of Mounting of Jobs and Cutting ToolsDokumen19 halamanMethods of Mounting of Jobs and Cutting ToolsRaghav L NaikBelum ada peringkat
- Chips Single PT Cutting ToolDokumen4 halamanChips Single PT Cutting Toolbalamurugan_meBelum ada peringkat
- Lathe OperationsDokumen35 halamanLathe OperationsMuraliBelum ada peringkat
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Dokumen29 halamanCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Advanced Tool Design PDFDokumen4 halamanAdvanced Tool Design PDFgsudhanta1604Belum ada peringkat
- Metal CuttingDokumen39 halamanMetal Cuttingavinashn12Belum ada peringkat
- Unit One Material and Geometry of Cutting Tools 2015Dokumen46 halamanUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- MillingDokumen38 halamanMillingsamurai7_77100% (2)
- Sheet Metal Forming ProcessesDokumen38 halamanSheet Metal Forming ProcessesRavichandran GBelum ada peringkat
- Punch and DieDokumen16 halamanPunch and DieNani DatrikaBelum ada peringkat
- Metal Cutting and Tool DesignDokumen3 halamanMetal Cutting and Tool DesignHemanth YadaBelum ada peringkat
- Digital Die Design SystemDokumen17 halamanDigital Die Design Systemjagas123455123Belum ada peringkat
- 26 Broaching - Principles, Systems and ApplicationsDokumen16 halaman26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Production Technology-I Unit No. 1: Cutting ToolDokumen15 halamanProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraBelum ada peringkat
- Parts of Single Point Cutting ToolDokumen8 halamanParts of Single Point Cutting ToolMukesh sutharBelum ada peringkat
- CNC Wood Turning Lathe Cutters Bits Knife ToolsDokumen5 halamanCNC Wood Turning Lathe Cutters Bits Knife ToolsSalce SmithBelum ada peringkat
- Machine Tools NotesDokumen16 halamanMachine Tools NotesKarBelum ada peringkat
- Sheet Metal Forming (2) - 2Dokumen30 halamanSheet Metal Forming (2) - 2Wakahare PtahBelum ada peringkat
- Tool AnglesDokumen13 halamanTool AnglesAkshay KakaniBelum ada peringkat
- High Feed Milling by SECODokumen48 halamanHigh Feed Milling by SECObangash1975Belum ada peringkat
- F - BoringDokumen44 halamanF - BoringedsaregBelum ada peringkat
- Machine Tool Vibration and DampersDokumen42 halamanMachine Tool Vibration and DampersLuis NunesBelum ada peringkat
- CH 2 Metal Cutting ToolsDokumen19 halamanCH 2 Metal Cutting ToolsAlex AdmasBelum ada peringkat
- Design and Calculations of Piercing & Blanking DieDokumen89 halamanDesign and Calculations of Piercing & Blanking DieVipul MetaBelum ada peringkat
- Drilling MachineDokumen9 halamanDrilling MachineAqib ZamanBelum ada peringkat
- Cutting Speed Feed andDokumen22 halamanCutting Speed Feed andashokrangasamyBelum ada peringkat
- EIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012Dokumen50 halamanEIN 3390 Chap 17 Sheet-Forming Processes Part 1 Spring 2012sudharsans88Belum ada peringkat
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDokumen129 halamanMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinBelum ada peringkat
- Metal Cutting Theory and MechanismDokumen75 halamanMetal Cutting Theory and Mechanismnishantdubey1183Belum ada peringkat
- EML2322L-Drilling and Milling Speeds and FeedsDokumen9 halamanEML2322L-Drilling and Milling Speeds and Feedsjromero_rpgBelum ada peringkat
- MillingDokumen33 halamanMillingRavichandran G0% (1)
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDokumen90 halamanMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamBelum ada peringkat
- Advantages of High Speed MachiningDokumen6 halamanAdvantages of High Speed MachiningMahendra VadavaleBelum ada peringkat
- Theory of Metal CuttingDokumen24 halamanTheory of Metal CuttingOmkar BedadeBelum ada peringkat
- MP SheetMetal PDFDokumen48 halamanMP SheetMetal PDFNhan LeBelum ada peringkat
- Technology Ii: Industrial EngineeringDokumen23 halamanTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosBelum ada peringkat
- 13 Solid Carbide Milling CuttersDokumen309 halaman13 Solid Carbide Milling CuttersManu GimenezBelum ada peringkat
- CH 5 DrillingDokumen39 halamanCH 5 DrillingPARESHBelum ada peringkat
- Ch-5 DrillingDokumen41 halamanCh-5 DrillingakshayBelum ada peringkat
- Store Cobb AugDokumen15 halamanStore Cobb AugMANJEET KUMARBelum ada peringkat
- SKF SNL 509 + 22209 K + HA 309 SpecificationDokumen5 halamanSKF SNL 509 + 22209 K + HA 309 SpecificationAnkit PalmerBelum ada peringkat
- Mtech Data Science Artificial Intelligence SRMDokumen13 halamanMtech Data Science Artificial Intelligence SRMMANJEET KUMARBelum ada peringkat
- Heat Treatment ProcessDokumen31 halamanHeat Treatment ProcessAbhishek IndalkarBelum ada peringkat
- Mechanical & Metal Trades PDFDokumen447 halamanMechanical & Metal Trades PDFMANJEET KUMARBelum ada peringkat
- The 80 - 20 RuleDokumen7 halamanThe 80 - 20 RuleMANJEET KUMARBelum ada peringkat
- Best Available Techniques For Re Rolling GermanyDokumen149 halamanBest Available Techniques For Re Rolling GermanyFarhaan MohammedBelum ada peringkat
- Datasheet For Metals ST 90 PCDokumen2 halamanDatasheet For Metals ST 90 PCGalBelum ada peringkat
- High Speed Steel Round BarDokumen4 halamanHigh Speed Steel Round BarMANJEET KUMARBelum ada peringkat
- T1 1.3355 SKH2 Round BarDokumen2 halamanT1 1.3355 SKH2 Round BarMANJEET KUMARBelum ada peringkat
- D2 1.2379 SKD11 Flat BarDokumen4 halamanD2 1.2379 SKD11 Flat BarMANJEET KUMARBelum ada peringkat
- H13 1.2344 SKD61 Flat BarDokumen4 halamanH13 1.2344 SKD61 Flat BarMANJEET KUMARBelum ada peringkat
- Requireme TS: Addis Ababa May, 1999Dokumen157 halamanRequireme TS: Addis Ababa May, 1999MANJEET KUMARBelum ada peringkat
- H21 1.2581 SKD5 Round BarDokumen2 halamanH21 1.2581 SKD5 Round BarMANJEET KUMARBelum ada peringkat
- Miscellaneous of Production TechnologyDokumen21 halamanMiscellaneous of Production TechnologyMANJEET KUMARBelum ada peringkat
- Ch-10 Grinding and FinishingDokumen121 halamanCh-10 Grinding and FinishingMANJEET KUMARBelum ada peringkat
- Creo Parametric Basic Turning by Jouni AholaDokumen411 halamanCreo Parametric Basic Turning by Jouni AholaMANJEET KUMARBelum ada peringkat
- Company Profile Oct 2021 - CompressedDokumen45 halamanCompany Profile Oct 2021 - CompressedMANJEET KUMARBelum ada peringkat
- Ms Round BarDokumen7 halamanMs Round BarMANJEET KUMARBelum ada peringkat
- Ch-21 Sand CastingDokumen156 halamanCh-21 Sand CastingMANJEET KUMARBelum ada peringkat
- Ch-4 LatheDokumen99 halamanCh-4 LatheMANJEET KUMARBelum ada peringkat
- Q. 1 - Q. 5 Carry One Mark Each.: Fact: If It Rains, Then The Field Is WetDokumen17 halamanQ. 1 - Q. 5 Carry One Mark Each.: Fact: If It Rains, Then The Field Is WetAnkita PaliwalBelum ada peringkat
- Marine Propulsion PDF NotesDokumen18 halamanMarine Propulsion PDF NotesMANJEET KUMARBelum ada peringkat
- Water Jet MachiningDokumen24 halamanWater Jet MachiningKarthik BhuvaneshBelum ada peringkat
- Abrasive Jet MachiningDokumen18 halamanAbrasive Jet MachiningMANJEET KUMAR100% (1)
- Ch-4 LatheDokumen99 halamanCh-4 LatheMANJEET KUMARBelum ada peringkat
- Water Jet MachiningDokumen24 halamanWater Jet MachiningKarthik BhuvaneshBelum ada peringkat
- Bolt Depot - Fastener Type ChartDokumen4 halamanBolt Depot - Fastener Type ChartMANJEET KUMARBelum ada peringkat
- Barrons 333 High Freq Words With Meanings PDFDokumen8 halamanBarrons 333 High Freq Words With Meanings PDFahmedhussien1Belum ada peringkat
- Elements of Drama Conventions and StylesDokumen2 halamanElements of Drama Conventions and StylesAngelo DonatoBelum ada peringkat
- Burke Cursing ApostlesDokumen25 halamanBurke Cursing ApostlesFolarin AyodejiBelum ada peringkat
- Const. Techniques ReportDokumen2 halamanConst. Techniques ReportUday AaronBelum ada peringkat
- Henrik Johan IbsenDokumen11 halamanHenrik Johan IbsenVlad PopescuBelum ada peringkat
- GP Welcome Tune List 2015Dokumen2 halamanGP Welcome Tune List 2015AlexBelum ada peringkat
- Understanding Visual Thinking: The History and Future of Graphic FacilitationDokumen6 halamanUnderstanding Visual Thinking: The History and Future of Graphic FacilitationJavier CaballeroBelum ada peringkat
- Toril Moi - I Am Not A Feminist, But SummaryDokumen2 halamanToril Moi - I Am Not A Feminist, But SummaryAucklandUniWIPBelum ada peringkat
- Journal of American Viola Society PDFDokumen47 halamanJournal of American Viola Society PDFgrahova100% (2)
- English Plus MIDTERM ExamDokumen3 halamanEnglish Plus MIDTERM ExamRosanna Navarro100% (1)
- CJLyes ColosseumDokumen9 halamanCJLyes ColosseumAtu MsiskaBelum ada peringkat
- 108slokasof BGDokumen15 halaman108slokasof BGG.KrishnaBelum ada peringkat
- Part B: User ManualDokumen13 halamanPart B: User ManualtecnicoopBelum ada peringkat
- Danny Jones Pool ScheduleDokumen1 halamanDanny Jones Pool ScheduleCharlestonCityPaperBelum ada peringkat
- Sequence of Works For Building ConstructionDokumen2 halamanSequence of Works For Building ConstructionBoni Amin76% (34)
- CH02 IM Rhythm, Melody, HarmonyDokumen3 halamanCH02 IM Rhythm, Melody, HarmonyjpisisBelum ada peringkat
- 898 Product Tech Data SheetDokumen1 halaman898 Product Tech Data SheetPowerGuardSealersBelum ada peringkat
- Book of Forbidden KnowledgeDokumen22 halamanBook of Forbidden KnowledgeEmoniel Cutlass59% (131)
- 12 Books of Hours For 2012Dokumen106 halaman12 Books of Hours For 2012Joe Magil100% (2)
- Ules 01456Dokumen2 halamanUles 01456Fadhil Muhammad0% (4)
- What Is Computer Graphics?Dokumen18 halamanWhat Is Computer Graphics?Tamizharasi ArthanariBelum ada peringkat
- Characterization of Madam Loisel From The NecklaceDokumen2 halamanCharacterization of Madam Loisel From The NecklaceNita SafitriBelum ada peringkat
- 12th EnglishDokumen4 halaman12th EnglishSaahil LedwaniBelum ada peringkat
- Local ShoppingDokumen2 halamanLocal ShoppingMariangely RamosBelum ada peringkat
- The Image of Man - An Essay On ManDokumen3 halamanThe Image of Man - An Essay On ManAna RtBelum ada peringkat
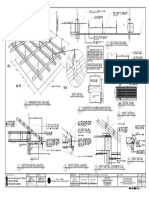
- 7 Section (Ceiling) : Architectural Design Position: Architect PRC No.: 0018676 PTR No.: 8941423 TIN No.: 907-359-364Dokumen1 halaman7 Section (Ceiling) : Architectural Design Position: Architect PRC No.: 0018676 PTR No.: 8941423 TIN No.: 907-359-364John Bryan AguileraBelum ada peringkat
- Voz Pasiva: ProfesorDokumen3 halamanVoz Pasiva: ProfesorAnderson CamposBelum ada peringkat
- Exercises 14.3: Calculating First-Order Partial DerivativesDokumen3 halamanExercises 14.3: Calculating First-Order Partial DerivativesOSCAR100% (1)
- AQS-001 (F) Type A PDFDokumen1 halamanAQS-001 (F) Type A PDFbarabatina100% (1)
- Perfume Attars and Their HistoryDokumen6 halamanPerfume Attars and Their Historykiez3b79ju100% (1)
- Morning Star (Red Rising Trilogy, #3)Dokumen12 halamanMorning Star (Red Rising Trilogy, #3)Johnathon Beskine0% (4)