Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- National Aerospace Standard: Fed. Sup ClassDokumen6 halamanNational Aerospace Standard: Fed. Sup ClassАлександр Цымбал100% (1)
- Training Documents - SolidWorks ComposerDokumen2 halamanTraining Documents - SolidWorks ComposerAmirAmiri100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Truss Design Using Finite Element Analysis and Matlab: de Montfort UniversityDokumen16 halamanTruss Design Using Finite Element Analysis and Matlab: de Montfort UniversityLegendaryNBelum ada peringkat
- Def Stan 80-34 Issue 1995Dokumen17 halamanDef Stan 80-34 Issue 1995Said AdingniBelum ada peringkat
- Guidelines: Injection Mold DesignDokumen4 halamanGuidelines: Injection Mold DesignAmirAmiriBelum ada peringkat
- 1320 HP Zr2440w MonitorDokumen2 halaman1320 HP Zr2440w MonitorAmirAmiriBelum ada peringkat
- Moldeadora PDFDokumen12 halamanMoldeadora PDFAmirAmiriBelum ada peringkat
- D 004663 PDFDokumen96 halamanD 004663 PDFAmirAmiriBelum ada peringkat
- Engineering Plastics..Dokumen55 halamanEngineering Plastics..AmirAmiriBelum ada peringkat
- Series: Small Displacement Roller Bearing Pump and MotorDokumen2 halamanSeries: Small Displacement Roller Bearing Pump and MotorAmirAmiriBelum ada peringkat
- Project Report FinalDokumen52 halamanProject Report FinalAmirAmiri0% (1)
- Appendix Nve: RsionsDokumen7 halamanAppendix Nve: RsionsAmirAmiriBelum ada peringkat
- Ground Spur Gears - Module 0.5: MaterialDokumen2 halamanGround Spur Gears - Module 0.5: MaterialAmirAmiriBelum ada peringkat
- Scoring Short Ipaq April04Dokumen9 halamanScoring Short Ipaq April04AmirAmiriBelum ada peringkat
- Injection Moulding: CD Catalogue Online CatalogueDokumen1 halamanInjection Moulding: CD Catalogue Online CatalogueAmirAmiriBelum ada peringkat
- 522541Dokumen8 halaman522541AmirAmiriBelum ada peringkat
- Tool CRMDokumen36 halamanTool CRMAmirAmiriBelum ada peringkat
- DV09PUB2 Study GuideDokumen5 halamanDV09PUB2 Study GuideAmirAmiriBelum ada peringkat
- Harmonic Motion of A Maxwell Model: Trigonometric NotationDokumen4 halamanHarmonic Motion of A Maxwell Model: Trigonometric NotationAmirAmiriBelum ada peringkat
- ASTM E23 - 18 Notched Bar Impact Testing of Metallic Materials1Dokumen26 halamanASTM E23 - 18 Notched Bar Impact Testing of Metallic Materials1Mateo Rubiano100% (2)
- Code Code Code Code: Horbrace 1 MKD' NO. 1713053-12-HEPD-0032-4032Dokumen1 halamanCode Code Code Code: Horbrace 1 MKD' NO. 1713053-12-HEPD-0032-4032GHULAM NABIBelum ada peringkat
- Lehr Belt Catalogue PDFDokumen7 halamanLehr Belt Catalogue PDFshivam_dubey4004Belum ada peringkat
- Electromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar AlloysDokumen4 halamanElectromagnetic (Eddy Current) Examination of Seamless and Welded Tubular Products, Titanium, Austenitic Stainless Steel and Similar Alloysfredy lopezBelum ada peringkat
- Machined Springs Vs Wire Springs PDFDokumen22 halamanMachined Springs Vs Wire Springs PDFsaranBelum ada peringkat
- Training Schedule For CuNi and Super Duplex As On 29 Jan 2020Dokumen1 halamanTraining Schedule For CuNi and Super Duplex As On 29 Jan 2020Denny AgusBelum ada peringkat
- Swot Analysis of Tata SteelDokumen11 halamanSwot Analysis of Tata Steelkausysnitdgp458283% (6)
- Research Status of Welding Technology of Ferritic Stainless SteelDokumen27 halamanResearch Status of Welding Technology of Ferritic Stainless SteelEduardo Elí Garcia JimenezBelum ada peringkat
- Sfa-5 01 PDFDokumen10 halamanSfa-5 01 PDFMahesh DeshmukhBelum ada peringkat
- AMS4907MDokumen10 halamanAMS4907Mremaja1249Belum ada peringkat
- Scheda Tecnica: IT-SG2 Itb-Sg2Dokumen1 halamanScheda Tecnica: IT-SG2 Itb-Sg2ITALFIL S.p.A.Belum ada peringkat
- Omniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2Dokumen38 halamanOmniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2hcmcrlhoBelum ada peringkat
- Laminacion Semisolida PDFDokumen9 halamanLaminacion Semisolida PDFJohan Velasco ArévaloBelum ada peringkat
- AISCDokumen5 halamanAISCerniebscribdBelum ada peringkat
- Cleveland Tram Rail Crane System PGDokumen12 halamanCleveland Tram Rail Crane System PGJESUSCALVILLOBelum ada peringkat
- General 3Dokumen5 halamanGeneral 3AnandBelum ada peringkat
- 01 - Properties and Selection Irons Steels and High Performance AlloysDokumen1 halaman01 - Properties and Selection Irons Steels and High Performance AlloysJose Luis Barrientos RiosBelum ada peringkat
- Abj Corporate Brochure - SmallsizeDokumen36 halamanAbj Corporate Brochure - Smallsizeumer shafiqueBelum ada peringkat
- All ElementsDokumen392 halamanAll ElementsWilliam Bataluna100% (1)
- Iron and Steel ClassificationDokumen16 halamanIron and Steel ClassificationVarun BainsBelum ada peringkat
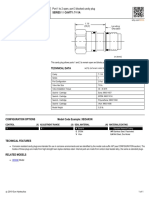
- Cavity Plug XEOA - Full - en - Us - LetterDokumen1 halamanCavity Plug XEOA - Full - en - Us - LetterHassan KhattabBelum ada peringkat
- CA Steel Joists and Joist Girders 2017Dokumen15 halamanCA Steel Joists and Joist Girders 2017SilviaMartinezBelum ada peringkat
- Electrodos Lincolnelectric 2017 PDFDokumen56 halamanElectrodos Lincolnelectric 2017 PDFNy RomeroBelum ada peringkat
- Stabilizer Device Design Process: MME2259 - Product Design and DevelopmentDokumen22 halamanStabilizer Device Design Process: MME2259 - Product Design and DevelopmentjohnBelum ada peringkat
- 303 2Dokumen1 halaman303 2SARSAN NDTBelum ada peringkat
- Stainless Steel (Autosaved)Dokumen47 halamanStainless Steel (Autosaved)LOGINBelum ada peringkat
- Nippur Constructions Solutions: Inspection Test PlanDokumen2 halamanNippur Constructions Solutions: Inspection Test Planamin mousaBelum ada peringkat