Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Physics Vol 1 Master The NCERTDokumen450 halamanPhysics Vol 1 Master The NCERTARYAN RANADIVE100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Essential Variables API 1104Dokumen4 halamanEssential Variables API 1104Madidj_2014Belum ada peringkat
- Functional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262Dokumen3 halamanFunctional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262sudar1477Belum ada peringkat
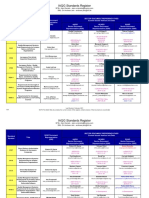
- IAQG Standards Register Tracking Matrix February 01 2021Dokumen4 halamanIAQG Standards Register Tracking Matrix February 01 2021sudar1477Belum ada peringkat
- BRN Continuing Education Credits: Active LibraryDokumen24 halamanBRN Continuing Education Credits: Active Librarysudar1477Belum ada peringkat
- Payment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.inDokumen1 halamanPayment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.insudar1477Belum ada peringkat
- Pareto Analysis What It IsDokumen7 halamanPareto Analysis What It Issudar1477Belum ada peringkat
- SPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANDokumen1 halamanSPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANsudar1477Belum ada peringkat
- MRN-CompetitivenessofSMEs SQADokumen13 halamanMRN-CompetitivenessofSMEs SQAsudar1477Belum ada peringkat
- Product Inspection - Mechanical Assembly Inspection ChecksheetDokumen1 halamanProduct Inspection - Mechanical Assembly Inspection Checksheetsudar1477Belum ada peringkat
- Requirements Applying To All Cubic Suppliers: Purchase Order Quality Control Clauses PurposeDokumen9 halamanRequirements Applying To All Cubic Suppliers: Purchase Order Quality Control Clauses Purposesudar1477Belum ada peringkat
- What Every Instructor Needs To Know To Conduct Effective CIT Training (PDFDrive)Dokumen42 halamanWhat Every Instructor Needs To Know To Conduct Effective CIT Training (PDFDrive)sudar1477Belum ada peringkat
- Building Your Management Team: Leon StejskalDokumen20 halamanBuilding Your Management Team: Leon Stejskalsudar1477Belum ada peringkat
- Training Guide: Section 1.0 Section 2.0 Section 3.0 Section 4.0 Section 5.0 Section 6.0 Section 7.0 Section 8.0Dokumen25 halamanTraining Guide: Section 1.0 Section 2.0 Section 3.0 Section 4.0 Section 5.0 Section 6.0 Section 7.0 Section 8.0sudar1477Belum ada peringkat
- PFD Randleman ISO 9001 CertDokumen1 halamanPFD Randleman ISO 9001 Certsudar1477Belum ada peringkat
- Basic Consulting Skills: Community Consulting Club University of Michigan Business SchoolDokumen21 halamanBasic Consulting Skills: Community Consulting Club University of Michigan Business Schoolsudar1477Belum ada peringkat
- Phosphorus Removal On DewateringDokumen39 halamanPhosphorus Removal On DewateringAlberto SemillánBelum ada peringkat
- Fuel Cells Article in ISOFT by Inderraj GulatiDokumen6 halamanFuel Cells Article in ISOFT by Inderraj GulatiInderraj_Gulati100% (1)
- Hasil Uji Emisi Incenerator.2Dokumen2 halamanHasil Uji Emisi Incenerator.2UrlialyBelum ada peringkat
- Alloy 276 Spec SheetDokumen3 halamanAlloy 276 Spec SheetermusatBelum ada peringkat
- Science10 Q4 M3 W5 6 1Dokumen10 halamanScience10 Q4 M3 W5 6 1Reyydell DelimaBelum ada peringkat
- STUDY GUIDE - Lipid and Carbohydrate CombinedDokumen5 halamanSTUDY GUIDE - Lipid and Carbohydrate CombinedMaya Abou MradBelum ada peringkat
- Year 9 Study Guide ChemistryDokumen15 halamanYear 9 Study Guide Chemistryreem halawiBelum ada peringkat
- BHGFGDokumen11 halamanBHGFGbsaimukeshreddy 820Belum ada peringkat
- Agfa Cassettes Manual PDFDokumen32 halamanAgfa Cassettes Manual PDFcarlosBelum ada peringkat
- Precipitation TitrationDokumen7 halamanPrecipitation Titrationadnan nuravifBelum ada peringkat
- Sika Igasol - 17: High Build, Bituminous Emulsion CoatingDokumen3 halamanSika Igasol - 17: High Build, Bituminous Emulsion CoatingAhmed AbdallahBelum ada peringkat
- Solutions NumericalsDokumen3 halamanSolutions Numericalsdevesh saiBelum ada peringkat
- Spek Dan Gambar Lelang 2Dokumen3 halamanSpek Dan Gambar Lelang 2Fajar Pandu WijayaBelum ada peringkat
- Raman SpectrosDokumen10 halamanRaman SpectrosSruthiBelum ada peringkat
- 02 Torque and Socket OptimizeDokumen26 halaman02 Torque and Socket OptimizeANDI SETIAWANBelum ada peringkat
- Production of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesDokumen13 halamanProduction of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesATWIJUKIRE DICKENSBelum ada peringkat
- Hydrogen Sulfide Boosts Carbons AppealDokumen3 halamanHydrogen Sulfide Boosts Carbons AppealZeina FarhatBelum ada peringkat
- Manuscript 2 FinalDokumen60 halamanManuscript 2 FinalKape Ka BaBelum ada peringkat
- Contextualized Learners ModuleDokumen23 halamanContextualized Learners ModuleSou MeiBelum ada peringkat
- Is 3025 - 31 - 1 - 2022Dokumen16 halamanIs 3025 - 31 - 1 - 2022Ruby MalhotraBelum ada peringkat
- Course OutlineDokumen2 halamanCourse Outlineijat_Belum ada peringkat
- CoordinationDokumen3 halamanCoordinationNiteshNarukaBelum ada peringkat
- Production Characterization and Treatment of Textile Effluents A Critical Review 2157 7048.1000182 PDFDokumen18 halamanProduction Characterization and Treatment of Textile Effluents A Critical Review 2157 7048.1000182 PDFKhoaBelum ada peringkat
- EXPERIMENT 1 DETERMINATION OF REACTION HEAT (Physical Chem)Dokumen17 halamanEXPERIMENT 1 DETERMINATION OF REACTION HEAT (Physical Chem)siti irdinaBelum ada peringkat
- Benzop 092020 TRDokumen89 halamanBenzop 092020 TRAnakaya IRABelum ada peringkat
- Atoms and The Periodic TableDokumen13 halamanAtoms and The Periodic TableAnonymous Bv0YpFBelum ada peringkat
- Semiconductor Science and Light Emitting DiodesDokumen218 halamanSemiconductor Science and Light Emitting DiodesBalaji Raja RajanBelum ada peringkat