Anda mungkin juga menyukai
- Cause and Effect Diagram: CA/PA-RCA: Basic ToolDokumen21 halamanCause and Effect Diagram: CA/PA-RCA: Basic Toolsiddiquiee74100% (1)
- Quality Management System Process A Complete Guide - 2020 EditionDari EverandQuality Management System Process A Complete Guide - 2020 EditionBelum ada peringkat
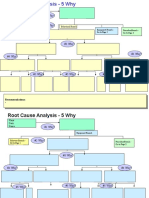
- Root Cause AnalysisDokumen26 halamanRoot Cause AnalysisBukkysetti GopiBelum ada peringkat
- Manufacturing Facilities A Complete Guide - 2019 EditionDari EverandManufacturing Facilities A Complete Guide - 2019 EditionBelum ada peringkat
- Root Cause Analysis ToolsDokumen15 halamanRoot Cause Analysis ToolscmlimBelum ada peringkat
- 8D Report Training MIDDokumen23 halaman8D Report Training MIDanon_86320488Belum ada peringkat
- Failure Mode and Effect Analysis (FMEA)Dokumen23 halamanFailure Mode and Effect Analysis (FMEA)Parandhaman GRBelum ada peringkat
- Applied Root Cause Analysis, Part 2Dokumen4 halamanApplied Root Cause Analysis, Part 2caddleman100% (1)
- Cause and EffectDokumen17 halamanCause and EffectAmit Agarwal100% (4)
- Process Improvement Simplified: A How-to-Book for Success in any OrganizationDari EverandProcess Improvement Simplified: A How-to-Book for Success in any OrganizationBelum ada peringkat
- Basic 7 Tools of QualityDokumen31 halamanBasic 7 Tools of Qualityapi-3835934100% (2)
- Error Proofing BasicsDokumen16 halamanError Proofing BasicsJohn OoBelum ada peringkat
- Final Session Guide Root CauseDokumen11 halamanFinal Session Guide Root CauseBagamel YlananBelum ada peringkat
- Affinity DiagramDokumen146 halamanAffinity DiagramSamBelum ada peringkat
- 15 Mistake ProofingDokumen4 halaman15 Mistake ProofingSteven Bonacorsi100% (2)
- Problem Solving WorksheetDokumen9 halamanProblem Solving WorksheetCraigBelum ada peringkat
- Training On Root Cause Analysis / Problem Solving TechniquesDokumen66 halamanTraining On Root Cause Analysis / Problem Solving TechniquesDINESH SHARMABelum ada peringkat
- Systematic Problem Solving - Radu BotoganDokumen19 halamanSystematic Problem Solving - Radu BotoganIonut EduardBelum ada peringkat
- Improving SystemDokumen1 halamanImproving Systemavinash_k007Belum ada peringkat
- Cause and Effect - The 5 WhysDokumen16 halamanCause and Effect - The 5 WhysBuddy The LabBelum ada peringkat
- 7 QC ToolsDokumen43 halaman7 QC ToolsvsganeshBelum ada peringkat
- FMEADokumen20 halamanFMEARonillo PormonBelum ada peringkat
- What: Where (Location) : When (Date) : Who (Name) : HowDokumen3 halamanWhat: Where (Location) : When (Date) : Who (Name) : HowDaniswara Krisna PrabathaBelum ada peringkat
- 5 Why Root Cause Corrective ActionsDokumen27 halaman5 Why Root Cause Corrective ActionsSeenivasagam Seenu100% (1)
- 8D Problem SolvingDokumen3 halaman8D Problem SolvingThanh BuiBelum ada peringkat
- FMEA Memory JoggerDokumen33 halamanFMEA Memory JoggeripatoffBelum ada peringkat
- Root Cause Analysis Methodologies IAQGDokumen1 halamanRoot Cause Analysis Methodologies IAQGAldo100% (1)
- 8D Problem SolvingDokumen1 halaman8D Problem SolvingkarthikkandaBelum ada peringkat
- What Is CAPA? CAPA Tools CAPA Workflow: Slide 1Dokumen21 halamanWhat Is CAPA? CAPA Tools CAPA Workflow: Slide 1debendra naik50% (2)
- 3G and 7 QC Tools - PomDokumen26 halaman3G and 7 QC Tools - Pombinga35Belum ada peringkat
- Fmea Overview and RoadmapDokumen47 halamanFmea Overview and RoadmapLake HouseBelum ada peringkat
- 8D Report TrainingDokumen23 halaman8D Report TrainingHiệp Hài HướcBelum ada peringkat
- TS Auditor CourseDokumen159 halamanTS Auditor CourseSally Ahmed100% (1)
- 1-Problem SolvingDokumen8 halaman1-Problem SolvingAnkur DhirBelum ada peringkat
- Chap - 3 QC ToolsDokumen12 halamanChap - 3 QC ToolsSnehlata SarafBelum ada peringkat
- Qualitative Risk Assessment With FMEA (Presentation)Dokumen29 halamanQualitative Risk Assessment With FMEA (Presentation)Anonymous MP1sRvBelum ada peringkat
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDokumen26 halamanCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SBelum ada peringkat
- MHS 06. Statistical Process Control-KWODokumen55 halamanMHS 06. Statistical Process Control-KWOKevin SinagaBelum ada peringkat
- Fault Tree Analysis: "Faultless To A Fault." - Robert BrowningDokumen8 halamanFault Tree Analysis: "Faultless To A Fault." - Robert BrowningVilluri BhargavBelum ada peringkat
- Quality Tools and MeasurementsDokumen5 halamanQuality Tools and MeasurementsYieli wal ChanBelum ada peringkat
- 8D Corrective Action & Root Cause AnalysisDokumen95 halaman8D Corrective Action & Root Cause AnalysisRawendrraw KuriBelum ada peringkat
- Materi 4Dokumen24 halamanMateri 4AuliamBelum ada peringkat
- 8DProblemSolvingCourse 1107Dokumen88 halaman8DProblemSolvingCourse 1107Harish KuppusamyBelum ada peringkat
- Kaizen IntroductionDokumen24 halamanKaizen IntroductionSunilBelum ada peringkat
- Red Flags SurveyDokumen6 halamanRed Flags Surveyhmp90Belum ada peringkat
- Entrenamiento 8DDokumen23 halamanEntrenamiento 8DRene DurandBelum ada peringkat
- 203 LSS Gbo - FmeaDokumen47 halaman203 LSS Gbo - FmeaRocker byBelum ada peringkat
- Risk Assessment MatrixDokumen2 halamanRisk Assessment MatrixShahul VmBelum ada peringkat
- Context-Presentation June 2015 PDFDokumen24 halamanContext-Presentation June 2015 PDFravi_chandran_a3600Belum ada peringkat
- Poka-Yoke Team 4Dokumen14 halamanPoka-Yoke Team 4Ratandeep PandeyBelum ada peringkat
- 8D TemplateDokumen7 halaman8D Templatemuhammad_mmd100% (1)
- PriDokumen480 halamanPricostpopBelum ada peringkat
- Portfolio Quality MaintenanceDokumen38 halamanPortfolio Quality MaintenanceSarah Jane LlagasBelum ada peringkat
- 5 Why PDFDokumen14 halaman5 Why PDFjoni zulkarnainBelum ada peringkat
- Scadoosh ITC Summer Camp - DiscoverersDokumen19 halamanScadoosh ITC Summer Camp - DiscoverersVivek V NairBelum ada peringkat
- SAP ABAP BEST PracticesDokumen6 halamanSAP ABAP BEST PracticesVivek V NairBelum ada peringkat
- AAP-A Game ChangerDokumen9 halamanAAP-A Game ChangerVivek V NairBelum ada peringkat
- Planning Overview EYFSDokumen2 halamanPlanning Overview EYFSVivek V NairBelum ada peringkat
- Homework Term 1Dokumen1 halamanHomework Term 1Vivek V NairBelum ada peringkat
- Opp103 - An Introduction To Devops: PublicDokumen58 halamanOpp103 - An Introduction To Devops: PublicVivek V NairBelum ada peringkat
- ABAP SQL Injection - How To Protect Your Code Right?Dokumen8 halamanABAP SQL Injection - How To Protect Your Code Right?Vivek V NairBelum ada peringkat
- Bank Recon EgDokumen2 halamanBank Recon EgVivek V NairBelum ada peringkat
- Dynamic Internal TableDokumen5 halamanDynamic Internal TableVivek V NairBelum ada peringkat
- Prob Set 1Dokumen1 halamanProb Set 1Vivek V NairBelum ada peringkat
- AbbreviationsDokumen31 halamanAbbreviationsPavanSyamsundarBelum ada peringkat
- LP-PTG-701002 Inst Spec Rev DDokumen79 halamanLP-PTG-701002 Inst Spec Rev DSyahirul AlimBelum ada peringkat
- Jane Clark Evolution ITIL Service Management Presentation Sept07Dokumen11 halamanJane Clark Evolution ITIL Service Management Presentation Sept07Rohan SatputeBelum ada peringkat
- The Copperbelt University: Applications For Admission To The 2021 Academic YearDokumen3 halamanThe Copperbelt University: Applications For Admission To The 2021 Academic YearObedBelum ada peringkat
- CHAITANYA KAMBOJ - ProductDokumen2 halamanCHAITANYA KAMBOJ - Productchaitanya kambojBelum ada peringkat
- 2011 Penn West Seal 11377Dokumen42 halaman2011 Penn West Seal 11377GKeddy85Belum ada peringkat
- Máquina Moer Alumina PDFDokumen36 halamanMáquina Moer Alumina PDFDulce GabrielBelum ada peringkat
- Hiab Xs322 CWDokumen12 halamanHiab Xs322 CWrolo_consultas2956Belum ada peringkat
- Chapter 1Dokumen46 halamanChapter 1Momentum Press100% (3)
- Software Testing FundamentalsDokumen5 halamanSoftware Testing FundamentalsSuman PravallikaBelum ada peringkat
- Percona Server 5.5.34-32.0Dokumen195 halamanPercona Server 5.5.34-32.0Mas KliwonBelum ada peringkat
- Baran Tunç Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDokumen4 halamanBaran Tunç Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, Turkeyadi tamrinBelum ada peringkat
- Rejection Handling ProcessDokumen4 halamanRejection Handling ProcessSangeeth BhoopaalanBelum ada peringkat
- C.N.C Lathe SpecificationnDokumen5 halamanC.N.C Lathe Specificationnsarfaraz023Belum ada peringkat
- Materi Dasar Pengenalan Kapal-PrintoutDokumen28 halamanMateri Dasar Pengenalan Kapal-Printoutdian.yudistiro8435100% (1)
- PdsDokumen3 halamanPdsEnrico SaviraBelum ada peringkat
- Heat Transfer White PaperDokumen14 halamanHeat Transfer White PaperflitzzzBelum ada peringkat
- Techniques of Quality Improvement 09092010Dokumen40 halamanTechniques of Quality Improvement 09092010International-Society-for-Six-Sigma-CertificationsBelum ada peringkat
- ROG Crosshair VIII Series Memory QVL 20200211Dokumen8 halamanROG Crosshair VIII Series Memory QVL 20200211Arif YuliantoBelum ada peringkat
- Open Bravo ManualDokumen292 halamanOpen Bravo ManualElsen HeeBelum ada peringkat
- PAMDokumen95 halamanPAMMaged SamirBelum ada peringkat
- SW ReengineeringDokumen40 halamanSW ReengineeringmeerasheikBelum ada peringkat
- WEF Technology and Innovation The Next Economic Growth Engine PDFDokumen33 halamanWEF Technology and Innovation The Next Economic Growth Engine PDFPiroch RudolfBelum ada peringkat
- Infosys PresentationDokumen19 halamanInfosys PresentationKunal AroraBelum ada peringkat
- 2.0 Base Slab For Diesel TankDokumen6 halaman2.0 Base Slab For Diesel TankKushan Dhanushka NanayakkaraBelum ada peringkat
- Load Line CoventionDokumen16 halamanLoad Line CoventionGeorge Gxg100% (2)
- Generator ServicesDokumen4 halamanGenerator ServicesfotopredicBelum ada peringkat
- Shipping DepartmentDokumen169 halamanShipping DepartmentPrakash_K_Belum ada peringkat