Anda mungkin juga menyukai
- Fluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?Dari EverandFluide Magnétorhéologique: Le costume d'Iron Man est une œuvre de science-fiction, et il semble être un exploit d'ingénierie futuriste qui n'est pas encore possible aujourd'hui. Ou est-ce?Belum ada peringkat
- TP Mesure Des PuissancesDokumen5 halamanTP Mesure Des Puissancesmissaoui salemBelum ada peringkat
- Compte Rendu tp1Dokumen9 halamanCompte Rendu tp1Dhiia H.mBelum ada peringkat
- Tp1 Pression A Paroi PlaneDokumen11 halamanTp1 Pression A Paroi PlaneLakhdari BoutheinaBelum ada peringkat
- Compte Rendu TCDokumen12 halamanCompte Rendu TCTb AkramBelum ada peringkat
- Rapport CapDokumen26 halamanRapport CapNezha BENICHOUBelum ada peringkat
- Chap5 Dynamique Des Fluides Incompressibles Réels + ApplicationsDokumen48 halamanChap5 Dynamique Des Fluides Incompressibles Réels + ApplicationsSohaib SFAIRIBelum ada peringkat
- TP VibrationDokumen13 halamanTP VibrationNeoXana01Belum ada peringkat
- Compte Rendu TP 1Dokumen8 halamanCompte Rendu TP 1Mohamed Ali MsaadiaBelum ada peringkat
- TP3: Action D'un Jet Sur Un Obstacle: Filière: Conception Mécanique Et InnovationDokumen8 halamanTP3: Action D'un Jet Sur Un Obstacle: Filière: Conception Mécanique Et Innovationzhour rajiBelum ada peringkat
- TD N°2Dokumen4 halamanTD N°2Hadrich Med AminBelum ada peringkat
- TD de Transfert Thermique PDFDokumen11 halamanTD de Transfert Thermique PDFSissoko FakourouBelum ada peringkat
- RDM TP Ndeg01 Essai de Traction 1Dokumen18 halamanRDM TP Ndeg01 Essai de Traction 1Amine EL FERHANIBelum ada peringkat
- Thermique Notions FondamentalesDokumen136 halamanThermique Notions FondamentalesBrayan JavierBelum ada peringkat
- Chapitre 4 Matériaux Composites ENSTABDokumen54 halamanChapitre 4 Matériaux Composites ENSTABTunENSTAB100% (3)
- Jonction P.NDokumen10 halamanJonction P.NSoufiane NajahBelum ada peringkat
- FlexionDokumen6 halamanFlexionkarima touzoutBelum ada peringkat
- TDN°1Dokumen4 halamanTDN°1derroiuchelokmaneBelum ada peringkat
- Serie 1 TD-ELTDokumen11 halamanSerie 1 TD-ELTAmina ChelloumBelum ada peringkat
- Jauge de Déformation PDFDokumen71 halamanJauge de Déformation PDFAlemBelum ada peringkat
- TP MDFDokumen11 halamanTP MDFMusta Bhmd100% (2)
- Etude de La Rupture Par FatigueDokumen6 halamanEtude de La Rupture Par FatiguebrahimBelum ada peringkat
- TD2 ChaleurDokumen4 halamanTD2 ChaleurIssam HmaimessaBelum ada peringkat
- L3 TP JetDokumen6 halamanL3 TP JetAmel HydBelum ada peringkat
- Chapitre 2 - Rappels Sur Les Lois Fondamentales de L - ÉlectricitéDokumen12 halamanChapitre 2 - Rappels Sur Les Lois Fondamentales de L - ÉlectricitéKã Di100% (1)
- Chapitre 4 - Éléments Finis BarresDokumen38 halamanChapitre 4 - Éléments Finis Barresossama DzBelum ada peringkat
- Fascicule de TP Mécanique de Fluide 2 Génie IndustrielDokumen11 halamanFascicule de TP Mécanique de Fluide 2 Génie Industrielawalou00 dalaBelum ada peringkat
- GlossaireMateriauxComposites CARMADokumen34 halamanGlossaireMateriauxComposites CARMAWafaa Boufal100% (2)
- Travaux Pratiques Les Capteurs PDFDokumen44 halamanTravaux Pratiques Les Capteurs PDFCitation Du Jour100% (2)
- Grandeurs Unites PhotometriquesDokumen5 halamanGrandeurs Unites Photometriquesbilal75000100% (1)
- Exercices Transfert Thermique 1 - 5Dokumen2 halamanExercices Transfert Thermique 1 - 5Sena Celik100% (1)
- Pitot Et Ventiri2Dokumen10 halamanPitot Et Ventiri2Youssef BouzianeBelum ada peringkat
- TP Fab - Meca BELHADI PDFDokumen34 halamanTP Fab - Meca BELHADI PDFHassen HoggasBelum ada peringkat
- Thermo Chapitre-1 Substances-PuresDokumen9 halamanThermo Chapitre-1 Substances-PuresEleňą EmmąBelum ada peringkat
- TP MDF N 2 Etude Du Centre de PousseeDokumen7 halamanTP MDF N 2 Etude Du Centre de PousseeISLAM DZBelum ada peringkat
- Redresseur CDokumen24 halamanRedresseur CAhmed SchBelum ada peringkat
- Flexion SimpleDokumen15 halamanFlexion Simpleben abla soulefBelum ada peringkat
- Chapitre 4 (Propriétés Électriques Des Semi-Conducteurs)Dokumen12 halamanChapitre 4 (Propriétés Électriques Des Semi-Conducteurs)halim otmaneBelum ada peringkat
- Transfert de Chaleur TDDokumen4 halamanTransfert de Chaleur TDAbedBelum ada peringkat
- Modélisation D'une Tuyère Convergente-DivergenteDokumen8 halamanModélisation D'une Tuyère Convergente-DivergenteNo PromisesBelum ada peringkat
- Cours Les Materiaux Composites ProfDokumen10 halamanCours Les Materiaux Composites Proffetni100% (2)
- Les Materiaux DiélectriqueDokumen33 halamanLes Materiaux DiélectriqueIs LamBelum ada peringkat
- Microsoft Word - Chapitre 2Dokumen9 halamanMicrosoft Word - Chapitre 2amineBelum ada peringkat
- Série 2Dokumen12 halamanSérie 2Younes ChaoucheBelum ada peringkat
- TP HydrauliqueDokumen20 halamanTP HydrauliqueBrahim ABAGHOUGHBelum ada peringkat
- TP 1Dokumen7 halamanTP 1Toufike ElallamBelum ada peringkat
- MDFDokumen13 halamanMDFMouhi MouhaBelum ada peringkat
- TPRDMDokumen23 halamanTPRDMKamal Hassani AlaouiBelum ada peringkat
- MemoireDokumen115 halamanMemoireAymane Elfinou IIBelum ada peringkat
- TP Méthodes Électrochimique Master1Dokumen10 halamanTP Méthodes Électrochimique Master1mayassine sissouBelum ada peringkat
- Compte Rendu FlambementDokumen9 halamanCompte Rendu FlambementRabhi Kerrou100% (1)
- TP 2 MMMMDokumen4 halamanTP 2 MMMMMar WaBelum ada peringkat
- RapportDokumen22 halamanRapportBen NasroBelum ada peringkat
- TP2 Poussée HydrostatiqueDokumen13 halamanTP2 Poussée Hydrostatiqueomarimamo40Belum ada peringkat
- Presentation 2Dokumen10 halamanPresentation 2ELA CHARTAOUIBelum ada peringkat
- Cours 03 Principe Fondamental de La Dynamique PDFDokumen3 halamanCours 03 Principe Fondamental de La Dynamique PDFDamien Miranda50% (2)
- FORMAGEDokumen7 halamanFORMAGEHa KimBelum ada peringkat
- Electro EroosionDokumen14 halamanElectro EroosionyakoubboudiafBelum ada peringkat
- Arc ÉlectriqueDokumen10 halamanArc Électriquemaatouguiabdelkader04Belum ada peringkat
- Repetition Premiere SolutionsDokumen2 halamanRepetition Premiere Solutionshoucem addineBelum ada peringkat
- Guide Prof Col 3Dokumen135 halamanGuide Prof Col 3houcem addineBelum ada peringkat
- Docs Remed CHDokumen10 halamanDocs Remed CHhoucem addineBelum ada peringkat
- Chimie Analytique Mai 2009Dokumen29 halamanChimie Analytique Mai 2009houcem addineBelum ada peringkat
- CH 2 Exposé Et Discution Individuel Et-Ou en GroupeDokumen5 halamanCH 2 Exposé Et Discution Individuel Et-Ou en Groupehoucem addineBelum ada peringkat
- Chap 3 Rédaction de La Lettre Professionnelle, de Motivation, CV Et DemandeDokumen4 halamanChap 3 Rédaction de La Lettre Professionnelle, de Motivation, CV Et Demandehoucem addineBelum ada peringkat
- TP1 EmbrayageDokumen18 halamanTP1 Embrayagehoucem addineBelum ada peringkat
- Cours MoteurDokumen50 halamanCours Moteurhoucem addine100% (2)
- Chap 1 Recherche Documentaire Sur Un MétierDokumen4 halamanChap 1 Recherche Documentaire Sur Un Métierhoucem addine100% (1)
- Cor LubrificationDokumen8 halamanCor Lubrificationhoucem addineBelum ada peringkat
- Chap 1 Recherche Documentaire Sur Un MétierDokumen4 halamanChap 1 Recherche Documentaire Sur Un Métierhoucem addine100% (1)
- Choix Et Optimisation Des Conditions de CoupeDokumen1 halamanChoix Et Optimisation Des Conditions de Coupehoucem addineBelum ada peringkat
- TP AiletteDokumen12 halamanTP Ailettehoucem addine100% (1)
- TP1 MoteurDokumen13 halamanTP1 Moteurhoucem addineBelum ada peringkat
- Presentation Simulink SimscapeDokumen71 halamanPresentation Simulink SimscapeAuzlem Faouzi100% (1)
- TP de Mesure de La TempératureDokumen12 halamanTP de Mesure de La Températurehoucem addine90% (10)
- Developpement Dun Viscosimetre A Chute de Bille PDokumen5 halamanDeveloppement Dun Viscosimetre A Chute de Bille Phoucem addineBelum ada peringkat
- Fadcicule6 PDFDokumen10 halamanFadcicule6 PDFBOUZ2010Belum ada peringkat
- 12chapitre 4 Obtention Et Appliquation DDokumen16 halaman12chapitre 4 Obtention Et Appliquation Dhoucem addineBelum ada peringkat
- L'entreprise Les Relations Entre Propriétaires Dirigeants Et Employés.Dokumen4 halamanL'entreprise Les Relations Entre Propriétaires Dirigeants Et Employés.Francesca GermainBelum ada peringkat
- Plaquette Ouvrages Ralentissement Crues VilaineDokumen6 halamanPlaquette Ouvrages Ralentissement Crues Vilainemetalika_1981Belum ada peringkat
- Le Contrat de Transport International 2022Dokumen10 halamanLe Contrat de Transport International 2022Amina ChiahiBelum ada peringkat
- Parlons RH Barometre de L Experience Collaobrateur Edition 2021Dokumen22 halamanParlons RH Barometre de L Experience Collaobrateur Edition 2021fatima elyaakoubiBelum ada peringkat
- Cours Droit GOZZIDokumen32 halamanCours Droit GOZZINicoleta BusuiocBelum ada peringkat
- Chapitre 7 Les Couts LogistiquesDokumen2 halamanChapitre 7 Les Couts LogistiquesMohamedBelum ada peringkat
- Raffinage Pétrolier - Principe, Fonctionnement, Acteurs Et RaffinerieDokumen7 halamanRaffinage Pétrolier - Principe, Fonctionnement, Acteurs Et RaffinerieSamBelum ada peringkat
- Maymana ContenuDokumen161 halamanMaymana ContenuMohammed ZizahBelum ada peringkat
- 0002 3 10.1generalitesDokumen103 halaman0002 3 10.1generalitesJason CruiseBelum ada peringkat
- VALEO - Ignition Spare Parts 2007 PDFDokumen636 halamanVALEO - Ignition Spare Parts 2007 PDFgeorge_scala100% (1)
- Support de Cours TSQL 2000Dokumen20 halamanSupport de Cours TSQL 2000Joom LABelum ada peringkat
- Alcatel CMDDokumen11 halamanAlcatel CMDmobio jeanBelum ada peringkat
- Manuel de Vol C 150 PDFDokumen43 halamanManuel de Vol C 150 PDFjmlezcanoBelum ada peringkat
- Entre TienDokumen16 halamanEntre TienKawtarSoloBelum ada peringkat
- Myfrenchbank Christophe CarreDokumen1 halamanMyfrenchbank Christophe CarreyomanhcBelum ada peringkat
- Note de Calcul NabDokumen5 halamanNote de Calcul NabLyes AlgerianoBelum ada peringkat
- Résumé ImpedanceDokumen7 halamanRésumé Impedancehelmi copy centerBelum ada peringkat
- Ci Etec NigerDokumen44 halamanCi Etec NigerSayabou MahamadouBelum ada peringkat
- MS311 MS391Dokumen94 halamanMS311 MS391Bruno DenolleBelum ada peringkat
- Druanti The Arch-Revenant: Liste de CadeauxDokumen1 halamanDruanti The Arch-Revenant: Liste de CadeauxAntoine ForitesBelum ada peringkat
- Cps MarchéDokumen22 halamanCps Marchéyoussef benaniBelum ada peringkat
- TEST Connaissance PLSQLDokumen3 halamanTEST Connaissance PLSQLFORMATION ORADISTBelum ada peringkat
- Cours de Fiscalitã© Internationale 2022 2023 PDFDokumen164 halamanCours de Fiscalitã© Internationale 2022 2023 PDFSirine JabesBelum ada peringkat
- 2020 Sustainable Agriculture Standard - Farm Requirements - Rainforest Alliance FRDokumen91 halaman2020 Sustainable Agriculture Standard - Farm Requirements - Rainforest Alliance FRkouame gerard kouameBelum ada peringkat
- Rapport 1Dokumen13 halamanRapport 1Safwen BoufaidBelum ada peringkat
- Organigramme Universite Bordeaux MontaigneDokumen12 halamanOrganigramme Universite Bordeaux MontaigneingridguerreroocampoBelum ada peringkat
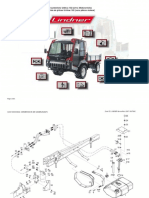
- Unitrac 92-102 FRDokumen256 halamanUnitrac 92-102 FRjean talus100% (1)
- VOTRE ORDINATEUR 03 1984-01-02 (Acme)Dokumen92 halamanVOTRE ORDINATEUR 03 1984-01-02 (Acme)Taranis35Belum ada peringkat
- Gestion Des RDV - Cahier de ChargeDokumen4 halamanGestion Des RDV - Cahier de ChargeAdalou NIAONEBelum ada peringkat
- Document 575912Dokumen142 halamanDocument 575912Abass DialloBelum ada peringkat