Anda mungkin juga menyukai
- Theory of ConstraintsDokumen31 halamanTheory of ConstraintsMariver LlorenteBelum ada peringkat
- Theory of Constraints ProjectDokumen11 halamanTheory of Constraints ProjectPiyush JainBelum ada peringkat
- The Theory of Constraints A Literature ReviewDokumen7 halamanThe Theory of Constraints A Literature ReviewAnonymous Jqasp3dl8gBelum ada peringkat
- WCM Principle 4 HeijunkaDokumen33 halamanWCM Principle 4 HeijunkaSaurabh KothawadeBelum ada peringkat
- Hoshin X MatrixDokumen6 halamanHoshin X MatrixIndira Prastika ArifiandithaBelum ada peringkat
- Kaizen Tools PDFDokumen5 halamanKaizen Tools PDFSanjay MehrishiBelum ada peringkat
- ME 410 Lecture Slides 07 Cell DesignDokumen30 halamanME 410 Lecture Slides 07 Cell DesignbmyertekinBelum ada peringkat
- Going Beyond LeanDokumen7 halamanGoing Beyond Leanลูกหมู ตัวที่สามBelum ada peringkat
- SSI New Generation DFSS ToolsetDokumen2 halamanSSI New Generation DFSS ToolsetSSI - Six Sigma and Innovation100% (3)
- Simulation of Lean Assembly LineDokumen6 halamanSimulation of Lean Assembly Linekarthik_avadiBelum ada peringkat
- Takt Time ExerciseDokumen14 halamanTakt Time ExerciseIrenius AdityaBelum ada peringkat
- Article On Effective Operational ExcellenceDokumen4 halamanArticle On Effective Operational Excellencealaissa cagubcobBelum ada peringkat
- Kanban 1 S Game RulesDokumen54 halamanKanban 1 S Game Rulesjon508367% (3)
- Improving Manufacturing ProductivityDokumen4 halamanImproving Manufacturing ProductivityVikas SuryavanshiBelum ada peringkat
- Lean AccountingDokumen5 halamanLean AccountingjohnoomsBelum ada peringkat
- Kanban ImplementationDokumen54 halamanKanban ImplementationSreerup100% (2)
- Lean Tools ImplementationDokumen35 halamanLean Tools Implementationsriba93Belum ada peringkat
- Smart Factory Quick Action GuideDokumen6 halamanSmart Factory Quick Action GuideMagesh JayakumarBelum ada peringkat
- Taichi Ohno's Workplace Management 10.5.19Dokumen19 halamanTaichi Ohno's Workplace Management 10.5.19rohitBelum ada peringkat
- 01 DMAIC Detailed Roadmap 14MAR2008Dokumen6 halaman01 DMAIC Detailed Roadmap 14MAR2008Ionuţ FocşăneanuBelum ada peringkat
- Ford DFSSDokumen8 halamanFord DFSSiangardiner.iow5796100% (1)
- Lean Thinking4422 PDFDokumen115 halamanLean Thinking4422 PDFTalida GrigorescuBelum ada peringkat
- Total Productive Maintenance PDFDokumen53 halamanTotal Productive Maintenance PDFpranayrulzBelum ada peringkat
- 02 - Introduction To Lean Principles - Supergraphic PDFDokumen2 halaman02 - Introduction To Lean Principles - Supergraphic PDFNoby BecheerBelum ada peringkat
- Lean Assessment ChecklistDokumen31 halamanLean Assessment ChecklistMuhammad Mubeen Iqbal PuriBelum ada peringkat
- Heijunka 29.3.19Dokumen27 halamanHeijunka 29.3.19rohitBelum ada peringkat
- The Power of Purpose, Process, PeopleDokumen22 halamanThe Power of Purpose, Process, Peopleblurami100% (1)
- Heijunka: Toyota's Production Leveling Principle. A Key TPS Tool To Increase ProductivityDokumen10 halamanHeijunka: Toyota's Production Leveling Principle. A Key TPS Tool To Increase ProductivityRajpandian SelvamBelum ada peringkat
- Improving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationDokumen10 halamanImproving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationBOHR International Journal of Operations Management Research and Practices (BIJOMRP)Belum ada peringkat
- Standardized WorkDokumen29 halamanStandardized WorkRiccs Caldera CruzBelum ada peringkat
- Lean Manufacturing 5SDokumen20 halamanLean Manufacturing 5SÖnder HançerBelum ada peringkat
- Lean Product DevelopmentDokumen40 halamanLean Product DevelopmentHugo WizenbergBelum ada peringkat
- A Set-Up Reduction Tool For Continuous ImprovementDokumen31 halamanA Set-Up Reduction Tool For Continuous ImprovementPriyang ShahBelum ada peringkat
- Value Stream MappingDokumen101 halamanValue Stream MappingTanbir KuhelBelum ada peringkat
- Heijunka v1Dokumen34 halamanHeijunka v1Akash Ghule100% (2)
- Kanban Pull SystemDokumen12 halamanKanban Pull Systemchedelarosa100% (1)
- MAKIGAMIDokumen13 halamanMAKIGAMISakti NandaBelum ada peringkat
- Lean ThinkingDokumen14 halamanLean ThinkingPrashanth Abhi100% (1)
- Toyota Milk Run SystemDokumen62 halamanToyota Milk Run SystemVinodramkumar Kanagachalam100% (1)
- Principles 3 Visual ManagementDokumen19 halamanPrinciples 3 Visual Managementshivendrakumar100% (1)
- The Plan For Every PartDokumen7 halamanThe Plan For Every PartThandraelBelum ada peringkat
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDokumen19 halamanAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosBelum ada peringkat
- Shop Floor Management - Group6 - V4Dokumen28 halamanShop Floor Management - Group6 - V4Soe Lwin100% (2)
- Bottleneck AnalysisDokumen19 halamanBottleneck AnalysisDivya S Nair100% (1)
- Principles of Lean ManufacturingDokumen23 halamanPrinciples of Lean Manufacturingkiran2381100% (1)
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Dokumen35 halamanGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesBelum ada peringkat
- Pull and JIT PDFDokumen66 halamanPull and JIT PDFpranayrulzBelum ada peringkat
- Source Book: Factory Physics (Hopp & Spearman, Source Book: Factory Physics (Hopp & Spearman, 2000)Dokumen32 halamanSource Book: Factory Physics (Hopp & Spearman, Source Book: Factory Physics (Hopp & Spearman, 2000)HilalAldemirBelum ada peringkat
- Kaizen StructureDokumen75 halamanKaizen StructureNaga ChaitanyaBelum ada peringkat
- Principles of World Class ManufacturingDokumen171 halamanPrinciples of World Class Manufacturinglakshmigsr6610100% (1)
- Line BalancingDokumen6 halamanLine Balancingmenka0497100% (1)
- AME Lean Manufacturing AssessmentDokumen35 halamanAME Lean Manufacturing AssessmentacauaBelum ada peringkat
- Medland Rother Toyota Kata PDFDokumen64 halamanMedland Rother Toyota Kata PDFcheri kokBelum ada peringkat
- ProductivityDokumen14 halamanProductivityPeter CalvoBelum ada peringkat
- Theory of ConstraintsDokumen9 halamanTheory of Constraintsaksh2206Belum ada peringkat
- Theory of ConstraintsDokumen5 halamanTheory of ConstraintsAyush BholeBelum ada peringkat
- Theory of ConstraintsDokumen18 halamanTheory of ConstraintsseanjustineBelum ada peringkat
- Am It ADokumen6 halamanAm It AamitavarshneyBelum ada peringkat
- Theory of ConstraintsDokumen9 halamanTheory of ConstraintsDanBelum ada peringkat
- Consequences ModelDokumen16 halamanConsequences ModelMuhammad HamayunBelum ada peringkat
- Brain Treat: Limitless OpportunitiesDokumen25 halamanBrain Treat: Limitless OpportunitiesMuhammad HamayunBelum ada peringkat
- E Book, Start It!Dokumen26 halamanE Book, Start It!Muhammad HamayunBelum ada peringkat
- A To Z of CommunicationDokumen27 halamanA To Z of CommunicationMuhammad HamayunBelum ada peringkat
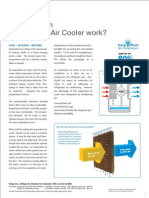
- Evaporative Air CoolerDokumen1 halamanEvaporative Air CoolerMuhammad HamayunBelum ada peringkat
- M 231 ContentDokumen56 halamanM 231 ContentMuhammad HamayunBelum ada peringkat
- Overall Effective EfficiencyDokumen20 halamanOverall Effective EfficiencyMuhammad HamayunBelum ada peringkat
- Product Life CycleDokumen22 halamanProduct Life CycleMuhammad HamayunBelum ada peringkat
- Basic Air Conditioning Vol01-V1Dokumen22 halamanBasic Air Conditioning Vol01-V1Muhammad HamayunBelum ada peringkat
- A 20whole 20new 20mindDokumen1 halamanA 20whole 20new 20mindMuhammad HamayunBelum ada peringkat
- 5 Minute RuleDokumen4 halaman5 Minute RuleMuhammad HamayunBelum ada peringkat
- Smes' Survey of Gujranwala District: State Bank of PakistanDokumen44 halamanSmes' Survey of Gujranwala District: State Bank of PakistanMuhammad HamayunBelum ada peringkat
- Planning For Innovative Products: Planning For Innovative ProductsDokumen48 halamanPlanning For Innovative Products: Planning For Innovative ProductsMuhammad HamayunBelum ada peringkat
- Reference Materials TQM Handbook 1 CEODokumen71 halamanReference Materials TQM Handbook 1 CEOMuhammad HamayunBelum ada peringkat
- MII-U2-Actividad 4. Práctica de La GramáticaDokumen1 halamanMII-U2-Actividad 4. Práctica de La GramáticaCESARBelum ada peringkat
- Chap 0023Dokumen26 halamanChap 0023yousef olabiBelum ada peringkat
- Amelia David Chelsea Cruz Ellaine Garcia Rica Mae Magdato Shephiela Mae Enriquez Jamaica Bartolay Jerie Mae de Castro Meryl Manabat Riejel Duran Alexis ConcensinoDokumen9 halamanAmelia David Chelsea Cruz Ellaine Garcia Rica Mae Magdato Shephiela Mae Enriquez Jamaica Bartolay Jerie Mae de Castro Meryl Manabat Riejel Duran Alexis ConcensinoRadleigh MercadejasBelum ada peringkat
- Earning and Stock Split - Asquith Et Al 1989Dokumen18 halamanEarning and Stock Split - Asquith Et Al 1989Fransiskus ShaulimBelum ada peringkat
- How To Survive Economic CollapseDokumen4 halamanHow To Survive Economic CollapseZub AleandruBelum ada peringkat
- Sherwood (1985) - Engels, Marx, Malthus, and The MachineDokumen30 halamanSherwood (1985) - Engels, Marx, Malthus, and The Machineverdi rossiBelum ada peringkat
- MultiCultural Counseling Competencies and StandardsDokumen10 halamanMultiCultural Counseling Competencies and StandardsIrwan J S100% (1)
- Great Mysteries of Übel StaalDokumen72 halamanGreat Mysteries of Übel StaalJosé Thomaz Nonô BisnetoBelum ada peringkat
- Milton Friedman - The Demand For MoneyDokumen7 halamanMilton Friedman - The Demand For MoneyanujasindhujaBelum ada peringkat
- Case Study Little Enough or Too MuchDokumen2 halamanCase Study Little Enough or Too MuchMalik GhunaibBelum ada peringkat
- 雅思口语常用高效表达句型 PDFDokumen3 halaman雅思口语常用高效表达句型 PDFJing AnneBelum ada peringkat
- 02-7 QCS 2014Dokumen5 halaman02-7 QCS 2014Raja Ahmed Hassan0% (1)
- Women and Globalization PDFDokumen12 halamanWomen and Globalization PDFrithikkumuthaBelum ada peringkat
- Labor Code Art.-89Dokumen16 halamanLabor Code Art.-89Joanne LeenBelum ada peringkat
- Athet Pyan Shinthaw PauluDokumen6 halamanAthet Pyan Shinthaw PaulupurifysoulBelum ada peringkat
- Research ProposalDokumen8 halamanResearch ProposalZahida AfzalBelum ada peringkat
- Frivaldo Vs Comelec 1996Dokumen51 halamanFrivaldo Vs Comelec 1996Eunice AmbrocioBelum ada peringkat
- Dharma DuraiDokumen3 halamanDharma Duraivsection managerBelum ada peringkat
- BARD 2014 Product List S120082 Rev2Dokumen118 halamanBARD 2014 Product List S120082 Rev2kamal AdhikariBelum ada peringkat
- Community-Based Health Planning Services: Topic OneDokumen28 halamanCommunity-Based Health Planning Services: Topic OneHigh TechBelum ada peringkat
- PolinationDokumen22 halamanPolinationBala SivaBelum ada peringkat
- Revelry in TorthDokumen43 halamanRevelry in TorthArets Paeglis100% (2)
- Salesforce - Service Cloud Consultant.v2021!11!08.q122Dokumen35 halamanSalesforce - Service Cloud Consultant.v2021!11!08.q122Parveen KaurBelum ada peringkat
- 08 - Case Law-Unknown Case Law ListDokumen28 halaman08 - Case Law-Unknown Case Law ListNausheen100% (1)
- Division of Pagadian City Zamboanga Del Sur National High SchooolDokumen3 halamanDivision of Pagadian City Zamboanga Del Sur National High SchooolMyra KadatuanBelum ada peringkat
- 22ba093 - Souvick SahaDokumen12 halaman22ba093 - Souvick SahaSouvickBelum ada peringkat
- Intertek India Private LimitedDokumen8 halamanIntertek India Private LimitedAjay RottiBelum ada peringkat
- Moodys SC - Russian Banks M&ADokumen12 halamanMoodys SC - Russian Banks M&AKsenia TerebkovaBelum ada peringkat
- Sayyid Mumtaz Ali and 'Huquq Un-Niswan': An Advocate of Women's Rights in Islam in The Late Nineteenth CenturyDokumen27 halamanSayyid Mumtaz Ali and 'Huquq Un-Niswan': An Advocate of Women's Rights in Islam in The Late Nineteenth CenturyMuhammad Naeem VirkBelum ada peringkat
- Indian Contract Act 1972Dokumen37 halamanIndian Contract Act 1972Ashutosh Saraiya100% (2)