Anda mungkin juga menyukai
- Wel 13 HDokumen8 halamanWel 13 HWilly Uio100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Dari EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonBelum ada peringkat
- Vibratory Stress Relief Methods for Metal ComponentsDokumen11 halamanVibratory Stress Relief Methods for Metal ComponentsVivek KumarBelum ada peringkat
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDari EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysBelum ada peringkat
- Design, Fabrication and Inspection of Welded JointsDokumen58 halamanDesign, Fabrication and Inspection of Welded Jointsbaca88Belum ada peringkat
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDari EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinBelum ada peringkat
- ISO 13920 (Norme de Tolérence) PDFDokumen11 halamanISO 13920 (Norme de Tolérence) PDFRami ELLOUMI100% (1)
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Olympus Wedge Specifications and DimensionsDokumen4 halamanOlympus Wedge Specifications and DimensionsBrandon EricksonBelum ada peringkat
- Detection and Evaluation of Rail Defects With Nondestructive Testing MethodsDokumen9 halamanDetection and Evaluation of Rail Defects With Nondestructive Testing MethodsPunkajGuptaBelum ada peringkat
- Overview of NDT Methods & ApplicationsDokumen7 halamanOverview of NDT Methods & Applicationsgeorgescribd1103Belum ada peringkat
- Bend TestDokumen2 halamanBend TestFsBelum ada peringkat
- Welding InspectionDokumen15 halamanWelding InspectionSreedhar Patnaik.MBelum ada peringkat
- Manual Et 22 GpsDokumen32 halamanManual Et 22 GpsAlex JuarezBelum ada peringkat
- Welding - Joint - Symbols ISO 2553Dokumen32 halamanWelding - Joint - Symbols ISO 2553Silvio ZappinoBelum ada peringkat
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDokumen12 halamanDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaBelum ada peringkat
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDokumen7 halamanElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITBelum ada peringkat
- Crane Rail Erection Presentation for SMS2 PlantDokumen21 halamanCrane Rail Erection Presentation for SMS2 PlantsourajpatelBelum ada peringkat
- ASME B31.3-2016 Leak Test RequirementsDokumen5 halamanASME B31.3-2016 Leak Test RequirementsGulzar AliBelum ada peringkat
- 2c1 Seam WeldingDokumen57 halaman2c1 Seam WeldingSathish KumarBelum ada peringkat
- Welding TypesDokumen6 halamanWelding TypestBelum ada peringkat
- Corrosion and Corrosion Test Methods of ZincDokumen9 halamanCorrosion and Corrosion Test Methods of ZincMrPalm LimBelum ada peringkat
- Hydro Aluminium - AlSi7Mg0.6Dokumen2 halamanHydro Aluminium - AlSi7Mg0.6Raj PrasanthBelum ada peringkat
- Is 866 1957Dokumen7 halamanIs 866 1957sarath6725Belum ada peringkat
- Welding Power Source CharacteristicsDokumen5 halamanWelding Power Source CharacteristicsEmad A.AhmadBelum ada peringkat
- Iiw Doc Viii 1576 10Dokumen12 halamanIiw Doc Viii 1576 10Marjan SubanBelum ada peringkat
- Dynamic and Static Balancing of Rolls - How, Why and WhenDokumen2 halamanDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiBelum ada peringkat
- As 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksDokumen4 halamanAs 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksSAI Global - APACBelum ada peringkat
- GMAW of Creep Resistant SteelsDokumen5 halamanGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Welder Certificate Akilesh YadavDokumen1 halamanWelder Certificate Akilesh Yadavtripatipankaj023Belum ada peringkat
- WIS5 Symbols 05Dokumen52 halamanWIS5 Symbols 05anon_90890103Belum ada peringkat
- SST (GMAW) Welding Process PDFDokumen4 halamanSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Acs 03 UsfdDokumen7 halamanAcs 03 UsfdPRAVIN DASSBelum ada peringkat
- Metallography in Life AssessmentDokumen14 halamanMetallography in Life AssessmentluisBelum ada peringkat
- RSW WOPQ REV. 2010a Interactive FormDokumen1 halamanRSW WOPQ REV. 2010a Interactive FormcosmicbunnyBelum ada peringkat
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDokumen5 halamanDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Selection of An NDT Method and The Extent of Testing PDFDokumen5 halamanSelection of An NDT Method and The Extent of Testing PDFWalter TrajadaBelum ada peringkat
- Ferrit Tartalom A Hegesztesi VarratbanDokumen1 halamanFerrit Tartalom A Hegesztesi Varratbanmkh1985Belum ada peringkat
- Helling Katalog NDTDokumen43 halamanHelling Katalog NDTjeyaselvanmBelum ada peringkat
- Catalog Fabricante TechnipDokumen9 halamanCatalog Fabricante Technipjimy GutiérrezBelum ada peringkat
- En 875-Impact TestDokumen14 halamanEn 875-Impact TestMadley RockBelum ada peringkat
- Measuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInDokumen5 halamanMeasuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInnkvonBelum ada peringkat
- Basic Principles of Ultrasonic TestingDokumen101 halamanBasic Principles of Ultrasonic TestingJohn Eric OliverBelum ada peringkat
- Reinforcing Bar Couplers LRDokumen16 halamanReinforcing Bar Couplers LRNessa NesschtBelum ada peringkat
- Welding Math (And Some Physics)Dokumen4 halamanWelding Math (And Some Physics)wasim_akp9885100% (1)
- Ultrasonic Phased Array ApplicationsDokumen26 halamanUltrasonic Phased Array ApplicationsLương Hồ VũBelum ada peringkat
- Cordon Off - 4 (00000003)Dokumen1 halamanCordon Off - 4 (00000003)Anonymous PlyxbQ3tBelum ada peringkat
- GM Aw and GT Aw ConsumablesDokumen118 halamanGM Aw and GT Aw Consumablessepe00Belum ada peringkat
- Spec Sheet - Handler 187Dokumen4 halamanSpec Sheet - Handler 187Hobart Welding ProductsBelum ada peringkat
- Inspections and Audits For Boilers and Pressure VesselsDokumen2 halamanInspections and Audits For Boilers and Pressure VesselsNDTInstructorBelum ada peringkat
- WQT Form (ASME) 04-23Dokumen1 halamanWQT Form (ASME) 04-23hanz bermejoBelum ada peringkat
- JIS G 4303 - 1998 (In English) Stainless Stell BarsDokumen45 halamanJIS G 4303 - 1998 (In English) Stainless Stell BarsHo Le QuangBelum ada peringkat
- Minimizing Weld Defects in SAWDokumen3 halamanMinimizing Weld Defects in SAWNalla Gane100% (1)
- JFE SteelDokumen62 halamanJFE Steelxmas12345Belum ada peringkat
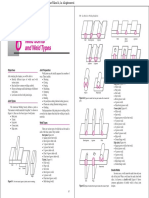
- Gas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Dokumen8 halamanGas Tungsten Arc Welding Practice:: Jobs 19-J1-J19 (Plate)Willy UioBelum ada peringkat
- Dimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardDokumen77 halamanDimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardPankaj PatilBelum ada peringkat
- WeldingDokumen21 halamanWeldingprabhatkumar_6657012Belum ada peringkat
- A. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionDokumen3 halamanA. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionBHARANIBelum ada peringkat
- Cranes Today March 2004 What To Look ForDokumen3 halamanCranes Today March 2004 What To Look FordomsonengBelum ada peringkat
- B Resources - Conducting A Life Cycle Assessment (LCA)Dokumen7 halamanB Resources - Conducting A Life Cycle Assessment (LCA)Rohit ReddyBelum ada peringkat
- Industry VisitDokumen4 halamanIndustry VisitPenny YapBelum ada peringkat
- NanoidentationDokumen7 halamanNanoidentationPenny YapBelum ada peringkat
- Universiti Malaysia Pahang Faculty of Industrial Sciences & TechnologyDokumen6 halamanUniversiti Malaysia Pahang Faculty of Industrial Sciences & TechnologyPenny YapBelum ada peringkat
- Manganese Oxide Based Materials For Supercapacitors: ReviewDokumen15 halamanManganese Oxide Based Materials For Supercapacitors: ReviewPenny YapBelum ada peringkat
- CNP LCDokumen4 halamanCNP LCPenny YapBelum ada peringkat
- TEM Thinning ProcessDokumen13 halamanTEM Thinning ProcessPenny YapBelum ada peringkat
- PCE Summaryslides MANDokumen213 halamanPCE Summaryslides MANPenny Yap100% (1)
- Semiconductor Devices: Assoc. Prof. Dr. Ir. Agus Geter Edy SutjiptoDokumen17 halamanSemiconductor Devices: Assoc. Prof. Dr. Ir. Agus Geter Edy SutjiptoPenny YapBelum ada peringkat
- Electrospun Metal Oxides Nanostructures For Energy Related DeviceDokumen6 halamanElectrospun Metal Oxides Nanostructures For Energy Related DevicePenny YapBelum ada peringkat
- Chapter 4 XRDDokumen25 halamanChapter 4 XRDPenny YapBelum ada peringkat
- Electrospun Metal Oxides Nanostructures For Energy Related DeviceDokumen6 halamanElectrospun Metal Oxides Nanostructures For Energy Related DevicePenny YapBelum ada peringkat
- Sample PreparationDokumen27 halamanSample PreparationPenny YapBelum ada peringkat
- HPC PDFDokumen1 halamanHPC PDFMohamed Ashraf HindyBelum ada peringkat
- Chapter Five Phonons II. Thermal PropertiesDokumen39 halamanChapter Five Phonons II. Thermal PropertiesPenny YapBelum ada peringkat
- Lecture 6 Zeta PotentialDokumen12 halamanLecture 6 Zeta PotentialPenny Yap100% (2)
- Colloid and Surface ScienceDokumen10 halamanColloid and Surface SciencePenny YapBelum ada peringkat
- Different Approaches in Modeling of RC Shear Wall: A ReviewDokumen15 halamanDifferent Approaches in Modeling of RC Shear Wall: A Reviewrahimmulla100% (2)
- Course Structure for BTech Mechanical EngineeringDokumen25 halamanCourse Structure for BTech Mechanical EngineeringakshayBelum ada peringkat
- Understanding Chiller EfficiencyDokumen14 halamanUnderstanding Chiller EfficiencyOmair Farooq100% (1)
- Tutorial 7 - Kinetics - SOLUTIONSDokumen5 halamanTutorial 7 - Kinetics - SOLUTIONSJustin Chuong NguyenBelum ada peringkat
- En 1 4547 - 1510 Valbruna Nordic EnglishDokumen2 halamanEn 1 4547 - 1510 Valbruna Nordic Englishpinky_y2kBelum ada peringkat
- A Comparative Investigation On The Effects of Nanocellulose From BacteriaDokumen13 halamanA Comparative Investigation On The Effects of Nanocellulose From BacteriaPaloma GuardeziBelum ada peringkat
- T 80001 enDokumen24 halamanT 80001 enGumersindo MelambesBelum ada peringkat
- Week 2 Module - CHEMDokumen13 halamanWeek 2 Module - CHEMMichael AustriaBelum ada peringkat
- 50 TMSS 03 R0Dokumen0 halaman50 TMSS 03 R0renjithas2005Belum ada peringkat
- I. Statement of The ProblemDokumen5 halamanI. Statement of The ProblemFloredelBelum ada peringkat
- HTR India - Products - Current Sense Resistors - Ceramic Encased Resistor - RL (English)Dokumen3 halamanHTR India - Products - Current Sense Resistors - Ceramic Encased Resistor - RL (English)crplzBelum ada peringkat
- Toshiba 15sldt3r SMDokumen87 halamanToshiba 15sldt3r SMIulian_DBelum ada peringkat
- Module 3: Cutting Tool Materials and FluidsDokumen88 halamanModule 3: Cutting Tool Materials and FluidssushilBelum ada peringkat
- Astm D 6184Dokumen3 halamanAstm D 6184김인식Belum ada peringkat
- EdDokumen1 halamanEdpandirajaBelum ada peringkat
- Cat 03a en Compact Conductor System VKS10Dokumen25 halamanCat 03a en Compact Conductor System VKS10quang.an185Belum ada peringkat
- First Part Lab ManualDokumen6 halamanFirst Part Lab ManualInfo EsocketBelum ada peringkat
- Balancing Equations WorksheetDokumen4 halamanBalancing Equations WorksheetjoeBelum ada peringkat
- Specification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Dokumen8 halamanSpecification For Carbon-Manganese Steel Sheet and Strip (Softened) (For Use in The Softened Condition: 460/600 Mpa) (Suitable For Welding)Stanislav PerevezentsevBelum ada peringkat
- Full Scale Test FacilitiesDokumen2 halamanFull Scale Test FacilitiesChangjiang DuBelum ada peringkat
- Cable Impedance Calculations - Open ElectricalDokumen4 halamanCable Impedance Calculations - Open Electricaludayakumart100% (1)
- Cold Storage 2Dokumen61 halamanCold Storage 2Dhruba Jyoti MalakarBelum ada peringkat
- Carbide ToolingDokumen90 halamanCarbide ToolingHuron Industrial SupplyBelum ada peringkat
- Integrated LabDokumen36 halamanIntegrated LabBeki WalkerBelum ada peringkat
- Estacion Manual Direccionable 52013 PDFDokumen2 halamanEstacion Manual Direccionable 52013 PDFLuis Ivan Moreno ParraBelum ada peringkat
- API RP505 Classfication SelectedDokumen2 halamanAPI RP505 Classfication SelectedSing Yew LamBelum ada peringkat
- Adokapı Technical PresentationDokumen32 halamanAdokapı Technical PresentationHussain BagasrawalaBelum ada peringkat
- Plastic ShredderDokumen23 halamanPlastic ShredderJojimar JulianBelum ada peringkat
- JKR Mech DRWG PDFDokumen117 halamanJKR Mech DRWG PDFFelix Semion100% (1)