Anda mungkin juga menyukai
- Welding ProcessesDokumen7 halamanWelding ProcessesTridib DeyBelum ada peringkat
- WPS & PQR Training PDFDokumen316 halamanWPS & PQR Training PDFamini_mohiBelum ada peringkat
- Various Welding ProcessDokumen50 halamanVarious Welding Processsachin G.Belum ada peringkat
- 01 - WELDING DEFECTS (Surface) - May 2021Dokumen28 halaman01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoBelum ada peringkat
- GMAW Practical Slide Show - FINALDokumen36 halamanGMAW Practical Slide Show - FINALDanem HalasBelum ada peringkat
- TIG Welding: Job KnowledgeDokumen3 halamanTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Weld Joint Detail PDFDokumen9 halamanWeld Joint Detail PDFKosit WongpinkaewBelum ada peringkat
- 1 - MMAW Process - PPT (Compatibility Mode)Dokumen44 halaman1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDokumen220 halamanExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeBelum ada peringkat
- WIS5 - Appendix 2Dokumen86 halamanWIS5 - Appendix 2Reza Fakhrizal100% (1)
- Acceptance CriteriaDokumen19 halamanAcceptance CriteriaAnonymous 5iv0i3cZBelum ada peringkat
- Unitor Maintenance and Repair Welding: The Solutions GuideDokumen1 halamanUnitor Maintenance and Repair Welding: The Solutions GuideNuzhat Ali100% (1)
- Defects AND DiscontinuitiesDokumen39 halamanDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- Differences Between AC Welding and DC WeldingDokumen2 halamanDifferences Between AC Welding and DC WeldingDevarakonda KondayyaBelum ada peringkat
- Cswip - Section 09-Welding SymbolsDokumen14 halamanCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- Welding Defects Poster 600x900 Lores enDokumen1 halamanWelding Defects Poster 600x900 Lores enMostafa ZedBelum ada peringkat
- WP310LDokumen109 halamanWP310Ljohn smithBelum ada peringkat
- QC Notes For Intruments AramcoDokumen4 halamanQC Notes For Intruments AramcoManda Khel Apna DesBelum ada peringkat
- Preheat GuideDokumen10 halamanPreheat GuideDarioBelum ada peringkat
- Soldering & Brazing: Unit-IvDokumen15 halamanSoldering & Brazing: Unit-IvRamu AmaraBelum ada peringkat
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDokumen8 halamanMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohBelum ada peringkat
- MEI - Aluminium MIG WeldDokumen56 halamanMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Dokumen2 halaman1143 EWF IIW Diploma Overview - August 2013Sean ฌอนBelum ada peringkat
- MIG Welding ProcessDokumen12 halamanMIG Welding ProcessHimanshu RaoBelum ada peringkat
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDokumen36 halamanArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahBelum ada peringkat
- Submerged Arc WeldingDokumen5 halamanSubmerged Arc Weldingmanikandan.vBelum ada peringkat
- Defects Lamellar TearingDokumen6 halamanDefects Lamellar Tearingguru_terexBelum ada peringkat
- Welding Questions For ExamDokumen6 halamanWelding Questions For ExamshivBelum ada peringkat
- Barracuda Gold Weld TestsDokumen24 halamanBarracuda Gold Weld TestsHeinz Zavala GaleanoBelum ada peringkat
- TWI CSWIP 3 1 WIS 5 Welding InspectionDokumen11 halamanTWI CSWIP 3 1 WIS 5 Welding Inspectionsenthilkumar100% (1)
- Welding StandardsDokumen14 halamanWelding Standardsnikidragon4u100% (1)
- Welding & Cutting ProcessDokumen16 halamanWelding & Cutting ProcesscvBelum ada peringkat
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDokumen60 halamanInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanBelum ada peringkat
- Weld Imperfection Examination StandardDokumen4 halamanWeld Imperfection Examination StandardMohd Akmal ShafieBelum ada peringkat
- IIW World OverrviewDokumen4 halamanIIW World OverrviewAnonymous hBBam1nBelum ada peringkat
- Non-Arc Welding ProcessesDokumen30 halamanNon-Arc Welding ProcessesKhalid El MasryBelum ada peringkat
- Gemeinsam Etwas Planen b1 MT 1 5 - CompressDokumen5 halamanGemeinsam Etwas Planen b1 MT 1 5 - CompressDịu Trần ThịBelum ada peringkat
- 6 GtawDokumen30 halaman6 Gtawmasmarkun4444Belum ada peringkat
- HERAcell 150i 240i With Decontamination Routine PDFDokumen156 halamanHERAcell 150i 240i With Decontamination Routine PDFdeepthiBelum ada peringkat
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDokumen102 halamanWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuBelum ada peringkat
- Gmaw & Fcaw-MsmeDokumen73 halamanGmaw & Fcaw-MsmemilindBelum ada peringkat
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Dokumen8 halamanCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluBelum ada peringkat
- Welding TWIDokumen16 halamanWelding TWIEngr Arfan Ali DhamrahoBelum ada peringkat
- Why Is Preheating NecessaryDokumen3 halamanWhy Is Preheating NecessaryahmedBelum ada peringkat
- Weld DefectsDokumen23 halamanWeld DefectsSridhar CnBelum ada peringkat
- Esab DublexDokumen8 halamanEsab DublexSuphi YükselBelum ada peringkat
- Course Note CSWIP 3.0Dokumen168 halamanCourse Note CSWIP 3.0JohanSitorusBelum ada peringkat
- Welding DefectsDokumen36 halamanWelding DefectsSunilBelum ada peringkat
- Rail WeldingDokumen4 halamanRail WeldingOlga Sandoval RomeroBelum ada peringkat
- WeldingDokumen23 halamanWeldingBilal TayyabBelum ada peringkat
- Gtaw WeldingDokumen37 halamanGtaw WeldingSadhasivam VeluBelum ada peringkat
- Welding ParametersDokumen34 halamanWelding ParametersmilindBelum ada peringkat
- Fundamentals of Welding InspectionDokumen53 halamanFundamentals of Welding InspectionIlyes kBelum ada peringkat
- Iwe Iwt IwsDokumen2 halamanIwe Iwt IwsINSTECH ConsultingBelum ada peringkat
- Shielded Metal Arc Welding: Mild Steel III (E6011)Dokumen33 halamanShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelBelum ada peringkat
- Projection WeldDokumen20 halamanProjection WeldCebrac ItatibaBelum ada peringkat
- Basic Weld MetallurgyDokumen34 halamanBasic Weld Metallurgydaha333Belum ada peringkat
- Gen - Importance of Welding in L & T PDFDokumen30 halamanGen - Importance of Welding in L & T PDFSivaBelum ada peringkat
- Job Knowledge 68Dokumen8 halamanJob Knowledge 68Mehmet Soysal100% (1)
- GMAWDokumen53 halamanGMAWJithuJohn100% (1)
- WC514Dokumen1 halamanWC51455312714Belum ada peringkat
- Nota EapDokumen4 halamanNota EapIela TeoBelum ada peringkat
- Attandance Latihan PeralatanDokumen1 halamanAttandance Latihan PeralatanIela TeoBelum ada peringkat
- Hybrid Electric Vehicles: Electrical and ElectronicsDokumen10 halamanHybrid Electric Vehicles: Electrical and ElectronicsIela TeoBelum ada peringkat
- KK (3) M02 L4 130607 PDFDokumen4 halamanKK (3) M02 L4 130607 PDFIela TeoBelum ada peringkat
- Kertas Tugasan: Pusat Latihan Teknologi Tinggi (Adtec) KemamanDokumen5 halamanKertas Tugasan: Pusat Latihan Teknologi Tinggi (Adtec) KemamanIela TeoBelum ada peringkat
- Example: Find The Inverse of ADokumen3 halamanExample: Find The Inverse of AIela TeoBelum ada peringkat
- Install Electronic Throttle BodyDokumen4 halamanInstall Electronic Throttle BodyIela TeoBelum ada peringkat
- IC EnginesDokumen17 halamanIC EnginesJames ContiBelum ada peringkat
- DR - Swapna BhowmikDokumen21 halamanDR - Swapna BhowmikAnil Anil ChoudharyBelum ada peringkat
- Karlsson Capacity Control Residential HP Heating Systems TESIDokumen115 halamanKarlsson Capacity Control Residential HP Heating Systems TESIGiovanniCuocoBelum ada peringkat
- L1 ML Waves IDokumen67 halamanL1 ML Waves ISadiq QocayevBelum ada peringkat
- Fluid Mechanics Formulas ShortcutsDokumen15 halamanFluid Mechanics Formulas Shortcuts9444583008Belum ada peringkat
- Operation & Maintenance Manual Sebu9100-01-00-AllDokumen120 halamanOperation & Maintenance Manual Sebu9100-01-00-AllecrBelum ada peringkat
- 59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsDokumen8 halaman59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsvttrlcBelum ada peringkat
- Cutera GIS-HP Cooling FFA Data Capture - Rev ADokumen3 halamanCutera GIS-HP Cooling FFA Data Capture - Rev AMickey A CouvertierBelum ada peringkat
- M M M M: Vinod Kumar.P.P Vinod Kumar.P.PDokumen39 halamanM M M M: Vinod Kumar.P.P Vinod Kumar.P.PHemanth ValsarajBelum ada peringkat
- Rad Lec 1 Machine OverviewDokumen4 halamanRad Lec 1 Machine OverviewTiti DarabanBelum ada peringkat
- Topic - 8.2Dokumen4 halamanTopic - 8.2Niharika ChomalBelum ada peringkat
- Licensing Process (PPT97)Dokumen22 halamanLicensing Process (PPT97)patrick husseinBelum ada peringkat
- Singel OutdoorDokumen4 halamanSingel OutdoorMuhammad WazirBelum ada peringkat
- Schneider CatalogueDokumen7 halamanSchneider Cataloguesheikh nasseruddienBelum ada peringkat
- PowerTHRU BrochureDokumen4 halamanPowerTHRU BrochureNesa VijinBelum ada peringkat
- 2010 Physiscs SolutionsDokumen21 halaman2010 Physiscs Solutionsjoebloggs_com100% (1)
- LTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerDokumen42 halamanLTC4020 - 55V Buck-Boost Multi-Chemistry Battery ChargerdevchandarBelum ada peringkat
- Aalborg OL: The Large Capacity Modular Boiler PlantDokumen2 halamanAalborg OL: The Large Capacity Modular Boiler Plantthlim19078656Belum ada peringkat
- Current Issues: Report OutlineDokumen6 halamanCurrent Issues: Report OutlinePangihutan HutaurukBelum ada peringkat
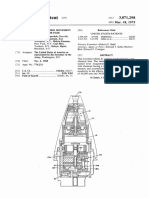
- Us 3871298Dokumen13 halamanUs 3871298Phúc DuyBelum ada peringkat
- Laboratory Standard and Design GuidelineDokumen75 halamanLaboratory Standard and Design GuidelineSin Quee CheBelum ada peringkat
- REL650Dokumen79 halamanREL650denisseBelum ada peringkat
- In Touch With The Medium: Level Monitoring SensorsDokumen24 halamanIn Touch With The Medium: Level Monitoring Sensorsm_najmanBelum ada peringkat
- World Energy: Transitions OutlookDokumen54 halamanWorld Energy: Transitions OutlookjaviercjzBelum ada peringkat
- Solution # 2: Department of Physics IIT Kanpur, Semester II, 2022-23Dokumen4 halamanSolution # 2: Department of Physics IIT Kanpur, Semester II, 2022-23darshan sethiaBelum ada peringkat