Anda mungkin juga menyukai
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringDari EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringBelum ada peringkat
- Mastering Mixing FundamentalsDokumen82 halamanMastering Mixing FundamentalsArturo K. Cabras Jr.Belum ada peringkat
- Design of Stirred Batch ReactorDokumen39 halamanDesign of Stirred Batch ReactorSyahir Safarudin100% (3)
- Plug Flow ReactorDokumen6 halamanPlug Flow Reactormattgrisewood100% (11)
- Agitation and Mixing of Fluids: Dr. Vimal Gandhi Department of Chemical Engineering, D.D.University, NadiadDokumen112 halamanAgitation and Mixing of Fluids: Dr. Vimal Gandhi Department of Chemical Engineering, D.D.University, NadiadmanankBelum ada peringkat
- Sizing of Plate and Packed ColumnDokumen47 halamanSizing of Plate and Packed Columnbakhtyar21Belum ada peringkat
- FF0 Agitation Mixing (Compatibility Mode)Dokumen62 halamanFF0 Agitation Mixing (Compatibility Mode)abhi4923Belum ada peringkat
- Design and Simulation of A Multiple Effect Evaporator SystemDokumen68 halamanDesign and Simulation of A Multiple Effect Evaporator SystemAhmed AliBelum ada peringkat
- Cab2054 L1 Absorption and StrippingDokumen61 halamanCab2054 L1 Absorption and StrippingAzmi Musa100% (1)
- Assig 2 Che422 Spring 2012Dokumen3 halamanAssig 2 Che422 Spring 2012ⵃⴰⵎⵣⴰ ⵖⵉⵢⵜBelum ada peringkat
- Agitated VesselsDokumen12 halamanAgitated VesselsFren2008100% (11)
- Chemical Reactor Design and SelectionDokumen36 halamanChemical Reactor Design and SelectionShaaban Ali100% (1)
- Batch Reactive DistillationDokumen7 halamanBatch Reactive DistillationChalmer BelaroBelum ada peringkat
- Effect of Mixing in Stirred Tank ReactorDokumen33 halamanEffect of Mixing in Stirred Tank ReactorRavi TejaBelum ada peringkat
- Agitated Vessel Heat TransferDokumen6 halamanAgitated Vessel Heat TransferkitofanecoBelum ada peringkat
- Reactor DesignDokumen26 halamanReactor DesignGhazanfer Ali50% (2)
- Distillation Column Design MulticomponentDokumen23 halamanDistillation Column Design Multicomponentsuleman205100% (1)
- Chapter 6 Design of EquipmentsDokumen18 halamanChapter 6 Design of Equipmentsgshdavid100% (1)
- 03 Lecture Note - Multicomponent Flash DistillationDokumen7 halaman03 Lecture Note - Multicomponent Flash DistillationMonkeyDLuffyBelum ada peringkat
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDokumen18 halamanWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsManojBelum ada peringkat
- Evaporator DesignDokumen5 halamanEvaporator DesignSaurab DevanandanBelum ada peringkat
- Drying - 5 - 29 Oct 2020 PDFDokumen25 halamanDrying - 5 - 29 Oct 2020 PDFshubhamBelum ada peringkat
- Example 10.3-3. Simulation of An Ammonium Nitrate Plant-Sequential Modular SimulationDokumen6 halamanExample 10.3-3. Simulation of An Ammonium Nitrate Plant-Sequential Modular SimulationJuan Manuel Uceda PérezBelum ada peringkat
- Design of Absorption Column 160127152306Dokumen33 halamanDesign of Absorption Column 160127152306Dũng LêBelum ada peringkat
- Mass Transfer Robert Treybal Solution Manual 170711045335Dokumen4 halamanMass Transfer Robert Treybal Solution Manual 170711045335omkar khalade25% (4)
- Agitation and MixingDokumen26 halamanAgitation and MixingMehran Rasheed Goraya100% (2)
- Reactor Design Scale UpDokumen9 halamanReactor Design Scale UpMarcel ChevalierBelum ada peringkat
- Decanter DesignDokumen27 halamanDecanter Designnorzaifee nizamudin100% (6)
- AbsorptionDokumen16 halamanAbsorptionGloria BailonBelum ada peringkat
- Ion ExchangeDokumen33 halamanIon ExchangeDivaan Raj Karunakaran100% (1)
- Management of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasDokumen45 halamanManagement of Scale Up of Adsorption in Fixed-Bed Column Systems - Odysseas KopsidasΟδυσσεας ΚοψιδαςBelum ada peringkat
- Trickle Bed Reactor, Process and Mechanical DesignDokumen14 halamanTrickle Bed Reactor, Process and Mechanical DesignkhawarBelum ada peringkat
- Ion Exchange Column DesignDokumen20 halamanIon Exchange Column Designsemihoksay100% (1)
- Chapter 1 - Part IDokumen46 halamanChapter 1 - Part IMaisarah RazaliBelum ada peringkat
- Chapter 3-Absorption ProcessDokumen75 halamanChapter 3-Absorption Processsharmila75% (4)
- Design of Packed Towers For AbsorptionDokumen21 halamanDesign of Packed Towers For Absorptionmehul10941Belum ada peringkat
- Process Vessel SizingDokumen34 halamanProcess Vessel SizingPradeep JoshuaBelum ada peringkat
- Reactive Distillation: Selected PapersDokumen10 halamanReactive Distillation: Selected PapersAli Naveed FarookiBelum ada peringkat
- Equilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolDokumen6 halamanEquilibrium Data - Water and Acetic Acid, Water and Methanol, and Water and EthanolBarbara RicciBelum ada peringkat
- CEB2063 - Evaporation - Lecture 1 (Group 1)Dokumen28 halamanCEB2063 - Evaporation - Lecture 1 (Group 1)Scorpion RoyalBelum ada peringkat
- GAVHANECheml Engg Cat 2010Dokumen9 halamanGAVHANECheml Engg Cat 2010harsa791240% (5)
- 6.1 Agitation Power Number and Scale Up 2020Dokumen26 halaman6.1 Agitation Power Number and Scale Up 2020Neybil100% (1)
- Agitator Power Requirement and Mixing Intensity CalculationDokumen26 halamanAgitator Power Requirement and Mixing Intensity CalculationChemical Engineering100% (2)
- Agitation and Mixing NotesDokumen54 halamanAgitation and Mixing NotesKonesi RonaldBelum ada peringkat
- Gas Absorption and Gas StrippingDokumen14 halamanGas Absorption and Gas StrippingDozdi86% (7)
- Student Manual: APTI 413: Control of Particulate Matter EmissionsDokumen60 halamanStudent Manual: APTI 413: Control of Particulate Matter EmissionsImen KerrouBelum ada peringkat
- Sparger Design GuideDokumen5 halamanSparger Design GuideShooeibBelum ada peringkat
- Calculation of Friction Losses, Power, Developed Head and Available Net Positive Suction Head of A Pump For A Non-Newtonian LiquidDokumen5 halamanCalculation of Friction Losses, Power, Developed Head and Available Net Positive Suction Head of A Pump For A Non-Newtonian Liquidt_i_f_anoBelum ada peringkat
- Triple Effect EvaporatorDokumen9 halamanTriple Effect Evaporatorjnmanivannan100% (1)
- Fundamental Principles of DryingDokumen32 halamanFundamental Principles of DryingSaber Chemkhi100% (1)
- Reactor Design Scale UpDokumen9 halamanReactor Design Scale UpEntropay UserBelum ada peringkat
- Gas AbsorptionDokumen17 halamanGas AbsorptionRhea MambaBelum ada peringkat
- Agitating VesselDokumen37 halamanAgitating VesseldigecaBelum ada peringkat
- Ex 05Dokumen11 halamanEx 05prajesh_bilvaBelum ada peringkat
- Ion Exchange ResinDokumen7 halamanIon Exchange ResinAnup Bajracharya75% (4)
- Week 4 - Vapor-Liquid Separation (Multicomponent Distillation)Dokumen19 halamanWeek 4 - Vapor-Liquid Separation (Multicomponent Distillation)psychopassBelum ada peringkat
- Optimisation and Kinetics Studies On The Extraction of Essential Oil From Zingiber CassumunarDokumen18 halamanOptimisation and Kinetics Studies On The Extraction of Essential Oil From Zingiber Cassumunarruth indahBelum ada peringkat
- Ring KasanDokumen9 halamanRing Kasanruth indahBelum ada peringkat
- Disain Jaringan Penukar Panas (Heat Exchanger Network Design)Dokumen47 halamanDisain Jaringan Penukar Panas (Heat Exchanger Network Design)ruth indahBelum ada peringkat
- Process Safety Engineering: Industrial Hygiene: Univ. of Riau/ Chem. Eng. DeptDokumen34 halamanProcess Safety Engineering: Industrial Hygiene: Univ. of Riau/ Chem. Eng. Deptruth indahBelum ada peringkat
- Msds HexaneDokumen7 halamanMsds Hexaneruth indahBelum ada peringkat
- Statistics - The Big PictureDokumen4 halamanStatistics - The Big PicturenaokiBelum ada peringkat
- Buah Sawit: Devi Lasmaria TobingDokumen1 halamanBuah Sawit: Devi Lasmaria Tobingruth indahBelum ada peringkat
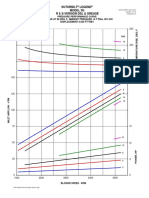
- Sutorbilt Legend Model 3H R & S-Version DSL & GreaseDokumen1 halamanSutorbilt Legend Model 3H R & S-Version DSL & GreaseJosue UrgilésBelum ada peringkat
- Transcat GE Druck - Multi Function Hand Pump - P606-4110 - ManualDokumen4 halamanTranscat GE Druck - Multi Function Hand Pump - P606-4110 - ManualcandratrikusumaBelum ada peringkat
- Viktor Schauberger Vortex EngineDokumen4 halamanViktor Schauberger Vortex EngineRed Phoenix100% (1)
- Design of Fluid Thermal Systems 4th Edition by Janna ISBN Solution ManualDokumen36 halamanDesign of Fluid Thermal Systems 4th Edition by Janna ISBN Solution Manualsteven100% (21)
- S13 Compressed Air CircuitDokumen38 halamanS13 Compressed Air CircuitLuis Alberto Pozo OrellanaBelum ada peringkat
- Service PartsDokumen4 halamanService PartsCleveston MoraisBelum ada peringkat
- SuperCritical TechnologyDokumen67 halamanSuperCritical TechnologyAnil SinghBelum ada peringkat
- Eze V 002Dokumen37 halamanEze V 002iksan_adityoBelum ada peringkat
- Atmosphere Quiz QuestionsDokumen6 halamanAtmosphere Quiz QuestionsSimon SBelum ada peringkat
- Name:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDokumen2 halamanName:Murat First Name (S) : WPQ N°: TUR-18-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiBelum ada peringkat
- CL405 2021 End Term ExaminationDokumen4 halamanCL405 2021 End Term ExaminationArpit GuptaBelum ada peringkat
- CH 60 CH 100 Service and Parts ManualDokumen36 halamanCH 60 CH 100 Service and Parts ManualAnonymous zIC52xKlBelum ada peringkat
- LS200, LS200N and LS200NDVOR Series Liquid Level Switches: Installation and Operations ManualDokumen20 halamanLS200, LS200N and LS200NDVOR Series Liquid Level Switches: Installation and Operations ManualAdolfo EyzaguirreBelum ada peringkat
- Aquamax KF Pro LPG Gas Oct 2019 Low Res PDFDokumen2 halamanAquamax KF Pro LPG Gas Oct 2019 Low Res PDFrschirtBelum ada peringkat
- DLAB Low Temp Circulator&vacuum Controller CatalogDokumen3 halamanDLAB Low Temp Circulator&vacuum Controller CatalogasfsdfBelum ada peringkat
- PT. Valindo Teknik Pratama Wuxi Huaguang, Qindao Jianeng, Jinan Power.Dokumen38 halamanPT. Valindo Teknik Pratama Wuxi Huaguang, Qindao Jianeng, Jinan Power.sas13100% (1)
- IndiceDokumen6 halamanIndiceEmad EmadBelum ada peringkat
- Biennal Report On Hydrogen Safety - International Associaton For Hydrogen Safety - 2007Dokumen118 halamanBiennal Report On Hydrogen Safety - International Associaton For Hydrogen Safety - 2007slumpBelum ada peringkat
- Fire Hydrants - Loop TestingDokumen9 halamanFire Hydrants - Loop TestingNikita KadamBelum ada peringkat
- Chapter 09 Flow Measurement Applications Aps Compatibility ModeDokumen12 halamanChapter 09 Flow Measurement Applications Aps Compatibility ModeBig BangBelum ada peringkat
- Presentasi PipingDokumen45 halamanPresentasi PipingYan LaksanaBelum ada peringkat
- PIP PCCCV002-2018 Pressure Regulators Selection CriteriaDokumen7 halamanPIP PCCCV002-2018 Pressure Regulators Selection Criteria刘旭Belum ada peringkat
- MAST2776B Process Instrumentation TS Lesson 4 Rev.00Dokumen60 halamanMAST2776B Process Instrumentation TS Lesson 4 Rev.00Hassan Al-HasanBelum ada peringkat
- 09 - UltraGas 2 (125-1550) - 21Dokumen20 halaman09 - UltraGas 2 (125-1550) - 21laura elenaBelum ada peringkat
- Gen Chem 2 - Lesson 4. Phase Changes and Phase DiagramDokumen39 halamanGen Chem 2 - Lesson 4. Phase Changes and Phase Diagram.....Belum ada peringkat
- Proven Upgrade SGT5-4000FDokumen9 halamanProven Upgrade SGT5-4000FThanapaet Rittirut100% (1)
- ABB Turbocharging VTC PDFDokumen8 halamanABB Turbocharging VTC PDFhanifBelum ada peringkat
- Inlet and Outlet of Tank S24Dokumen1 halamanInlet and Outlet of Tank S24Ernest S FelixBelum ada peringkat
- Alkhorayef ESP Catalog 2019Dokumen96 halamanAlkhorayef ESP Catalog 2019rasnowmah2012Belum ada peringkat
- Hydrodynamic Calculation Gate Valve (Through Conduit)Dokumen14 halamanHydrodynamic Calculation Gate Valve (Through Conduit)met-calcBelum ada peringkat