Anda mungkin juga menyukai
- Ventilacic3b3n de Incendios Principios Bc3a1sicos y Mc3a9todos de Ventilacic3b3n Equipos deDokumen10 halamanVentilacic3b3n de Incendios Principios Bc3a1sicos y Mc3a9todos de Ventilacic3b3n Equipos deRoberto Zabala100% (1)
- Restaurantes Inscritos A 2019 Vers. OficialDokumen54 halamanRestaurantes Inscritos A 2019 Vers. OficialIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- A: A Donde Vas A Hacer Tu Tesis Q: Con Que O Con Que Vas A Trabajar P: El ProblemaDokumen1 halamanA: A Donde Vas A Hacer Tu Tesis Q: Con Que O Con Que Vas A Trabajar P: El ProblemaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Año de La Universalizacion de La Salud2Dokumen2 halamanAño de La Universalizacion de La Salud2IsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Materiales de Cimentacion y LadrilloDokumen4 halamanMateriales de Cimentacion y LadrilloIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Decenio de La Igualdad de Oportunidades para Mujeres y HombresDokumen1 halamanDecenio de La Igualdad de Oportunidades para Mujeres y HombresIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
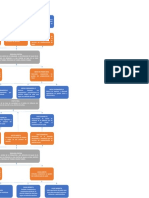
- Arbol Del PorblemaDokumen2 halamanArbol Del PorblemaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Corriente PeruanaDokumen1 halamanCorriente PeruanaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Romanticismotrabajohis 101207131514 Phpapp02Dokumen22 halamanRomanticismotrabajohis 101207131514 Phpapp02nitasc9927Belum ada peringkat
- FainalDokumen140 halamanFainalIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Metodos de Oferta InmobiliariaDokumen15 halamanMetodos de Oferta InmobiliariaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Mecanismos de FondeoDokumen4 halamanMecanismos de FondeoDennis Andre Huaman ArrunateguiBelum ada peringkat
- Estado y Nacion 2018Dokumen27 halamanEstado y Nacion 2018IsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Integración de La CulturaDokumen8 halamanIntegración de La CulturaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Programa de Casa PlayaDokumen9 halamanPrograma de Casa PlayaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Fainal1 0 PDFDokumen152 halamanFainal1 0 PDFIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Actividad 14 Investigacion Formativa Revision Informe de TesisDokumen13 halamanActividad 14 Investigacion Formativa Revision Informe de TesisIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Mono CotoTigrilloDokumen3 halamanMono CotoTigrilloIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Matriz de ConsistenciaDokumen2 halamanMatriz de ConsistenciaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Año de La Diversificación Productiva y Del Fortalecimiento de La EducaciónDokumen1 halamanAño de La Diversificación Productiva y Del Fortalecimiento de La EducaciónIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Comercializadora de Ropa y Accesorios para DamasDokumen8 halamanComercializadora de Ropa y Accesorios para DamasIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- 22271-Texto Del Artículo-52736-1-10-20151204Dokumen16 halaman22271-Texto Del Artículo-52736-1-10-20151204IsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Alberguemetodologa 120208145654 Phpapp01Dokumen12 halamanAlberguemetodologa 120208145654 Phpapp01IsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- IntroducciónDokumen27 halamanIntroducciónIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Seminario UrbanoDokumen25 halamanSeminario UrbanoIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Fainal1 0Dokumen5 halamanFainal1 0IsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Juana de Arco-HistoriaDokumen1 halamanJuana de Arco-HistoriaIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- AnoDokumen2 halamanAnoIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Nuevo Documento de Microsoft WordDokumen1 halamanNuevo Documento de Microsoft WordIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Complejo DeportivoDokumen15 halamanComplejo DeportivoIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Informe POLIDEPORTIVO PDFDokumen31 halamanInforme POLIDEPORTIVO PDFIsraellStiwarsZeladaDeLaGalaBelum ada peringkat
- Aprender A Leer Un CableDokumen7 halamanAprender A Leer Un Cableangelbesana9343100% (1)
- Memoria Descriptiva MercadoDokumen14 halamanMemoria Descriptiva MercadoChristian Berrios MuñozBelum ada peringkat
- Maquinaría Utilizada en La Construcción de Vías MR-45Dokumen9 halamanMaquinaría Utilizada en La Construcción de Vías MR-45inkeyes09Belum ada peringkat
- Especif - TecnDokumen113 halamanEspecif - TecnEdgar Amador Zegarra YangaliBelum ada peringkat
- 2018 - Industrializacion de La TaraDokumen73 halaman2018 - Industrializacion de La TaraJosé Manuel García Pantigozo100% (2)
- Funcionamiento de Los AcumuladoresDokumen3 halamanFuncionamiento de Los AcumuladoresBryan LastraBelum ada peringkat
- Resolución de La Práctica CalificadaDokumen5 halamanResolución de La Práctica Calificadajhosdado100% (1)
- Tarea Semana 3Dokumen8 halamanTarea Semana 3gabriel100% (2)
- Robot FanucDokumen6 halamanRobot Fanucsinchy666Belum ada peringkat
- SSYMA-PR03.09 Plan de Respuesta A Emergencias Cerro Corona V19Dokumen49 halamanSSYMA-PR03.09 Plan de Respuesta A Emergencias Cerro Corona V19Cale MBelum ada peringkat
- 1 Nuevos y Eternos Modos de LeerDokumen5 halaman1 Nuevos y Eternos Modos de LeerJosé Francisco García LuisBelum ada peringkat
- Formato Informe de MotoresDokumen7 halamanFormato Informe de MotoresAlvaro P. CasasBelum ada peringkat
- 740 CPT - EsDokumen5 halaman740 CPT - EsForomaquinasBelum ada peringkat
- Anteproyecto TESISDokumen18 halamanAnteproyecto TESISLucy PerezBelum ada peringkat
- Especificaciones Particulares Domo 3zDokumen5 halamanEspecificaciones Particulares Domo 3zspidemBelum ada peringkat
- Brochure Biorock-S Esp 20-2-2012Dokumen6 halamanBrochure Biorock-S Esp 20-2-2012Jairo NarváezBelum ada peringkat
- Grúa Manejo de MaterialesDokumen13 halamanGrúa Manejo de MaterialesJoan ZuniagaBelum ada peringkat
- N CMT 5 01 001 13 PDFDokumen11 halamanN CMT 5 01 001 13 PDFYara CruzBelum ada peringkat
- Informe Técnico de ObraDokumen12 halamanInforme Técnico de ObraSofía ChinoBelum ada peringkat
- Tema 8 - Fiscalizacion Minera en La Mediana y Gran MineriaDokumen23 halamanTema 8 - Fiscalizacion Minera en La Mediana y Gran MineriaAlexander Gonzales OviedoBelum ada peringkat
- Colectorsolartridimensional AtesaDokumen14 halamanColectorsolartridimensional Atesaapi-19868320Belum ada peringkat
- ODLI20150902 001 UPD Es ES Balastos ElectrónicosDokumen16 halamanODLI20150902 001 UPD Es ES Balastos ElectrónicosJesus Wilder Ala QuirozBelum ada peringkat
- Modelos HyundaiDokumen8 halamanModelos HyundaiferpzsgrBelum ada peringkat
- Capitulo 2 Contextualizacion de Los Residuos Aprovechables en ColombiaDokumen26 halamanCapitulo 2 Contextualizacion de Los Residuos Aprovechables en Colombiaoscar1a_unadBelum ada peringkat
- Caja de TransferenciaDokumen26 halamanCaja de TransferenciaCeleste RodríguezBelum ada peringkat
- Ventajas y Desventajas de La Energía GeotérmicaDokumen3 halamanVentajas y Desventajas de La Energía GeotérmicaFeder LeonBelum ada peringkat
- 05 Guia Mecaninca HollywoodDokumen6 halaman05 Guia Mecaninca HollywoodYesica GarciaBelum ada peringkat
- Formato de Pre Uso de Equipos Electricos Estacionarios (Eee)Dokumen1 halamanFormato de Pre Uso de Equipos Electricos Estacionarios (Eee)LUIS ANTONIO GUADAÑA MALAVERBelum ada peringkat
- The Future State of The SEDokumen9 halamanThe Future State of The SEJesus Vizarreta SilvaBelum ada peringkat