Anda mungkin juga menyukai
- Russell3000 Membership List 2011Dokumen38 halamanRussell3000 Membership List 2011trgnicoleBelum ada peringkat
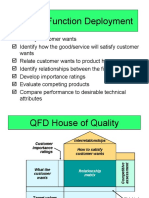
- House of QualityDokumen16 halamanHouse of QualityPriNcess Asma80% (5)
- Quality Function DeploymentDokumen12 halamanQuality Function DeploymentIan PalenBelum ada peringkat
- Free Quality Function Deployment QFD House of Quality Template Excel DownloadDokumen6 halamanFree Quality Function Deployment QFD House of Quality Template Excel DownloadKaren AriasBelum ada peringkat
- Netflix PresentationDokumen29 halamanNetflix Presentationshadynader57% (7)
- Quality Function DeploymentDokumen12 halamanQuality Function DeploymentIvan ViewerBelum ada peringkat
- Week 2 Product Design - PPTDokumen33 halamanWeek 2 Product Design - PPTYuri MeigeniBelum ada peringkat
- Tutorial Chapter 4 Product and Process DesignDokumen29 halamanTutorial Chapter 4 Product and Process DesignNaKib NahriBelum ada peringkat
- Design of Goods and Services (Week-8&9)Dokumen64 halamanDesign of Goods and Services (Week-8&9)G Murtaza DarsBelum ada peringkat
- Goods and Services SelectionDokumen82 halamanGoods and Services SelectionLoghman HashemiBelum ada peringkat
- Lecture 10 - Non-SQC ToolsDokumen40 halamanLecture 10 - Non-SQC ToolsNhật Hạ LêBelum ada peringkat
- Design of Products: Dr. R K SinghDokumen43 halamanDesign of Products: Dr. R K Singhabishek reddyBelum ada peringkat
- House of Quality - Upasana MSc-21-09-2010Dokumen8 halamanHouse of Quality - Upasana MSc-21-09-2010ktiwary_1Belum ada peringkat
- Quality Function DeploymentDokumen15 halamanQuality Function DeploymentKarandeep SinghBelum ada peringkat
- Quality Function DeploymentDokumen35 halamanQuality Function DeploymentSri Krishna JayaramBelum ada peringkat
- Quality Function DeploymentDokumen30 halamanQuality Function DeploymentOwaisBelum ada peringkat
- Review (QFD) PDFDokumen25 halamanReview (QFD) PDFAlfari AlfathBelum ada peringkat
- 4.6 - QFDDokumen8 halaman4.6 - QFDEzhil. MBelum ada peringkat
- Final2 QFDPPTDokumen28 halamanFinal2 QFDPPTraj_behraBelum ada peringkat
- HR - Om11 - ch05 Kano 1Dokumen40 halamanHR - Om11 - ch05 Kano 1Smart SaadBelum ada peringkat
- 10 Quality Function DeploymentDokumen33 halaman10 Quality Function DeploymentRian JanuarsyahBelum ada peringkat
- Unit IvDokumen20 halamanUnit IvsprabhakaraneceBelum ada peringkat
- QFD ChapterDokumen23 halamanQFD Chapterarun paulBelum ada peringkat
- M.C. Norma Hernández Digheros Unidad: Requisitos Del Cliente Y Solución de Problemas. Topicos Selectos de CalidadDokumen53 halamanM.C. Norma Hernández Digheros Unidad: Requisitos Del Cliente Y Solución de Problemas. Topicos Selectos de CalidadCarlos GarcíaBelum ada peringkat
- Quality Function Deployment (QFD) : By: Nurul Wahidah Mahmud ZuhudiDokumen23 halamanQuality Function Deployment (QFD) : By: Nurul Wahidah Mahmud Zuhudinick amirBelum ada peringkat
- Mechanical Engineering Design: IlyasDokumen16 halamanMechanical Engineering Design: IlyasEngr Jehangir KhanBelum ada peringkat
- Quality Engineering: DR Afshan NaseemDokumen34 halamanQuality Engineering: DR Afshan NaseemSania Safdar100% (1)
- Quality Function Deployment (QFD) : Besterfield, Mech. EngDokumen29 halamanQuality Function Deployment (QFD) : Besterfield, Mech. EngYash MittalBelum ada peringkat
- Quality Function DeploymentDokumen29 halamanQuality Function DeploymentIshaan RajBelum ada peringkat
- PosterjoinerDokumen1 halamanPosterjoinerMaria Fernanda Velasco Duffy100% (1)
- Quality Function DeploymentDokumen8 halamanQuality Function DeploymentNivedh VijayakrishnanBelum ada peringkat
- Quality Function Deployment (QFD) : Besterfield, Mech. EngDokumen32 halamanQuality Function Deployment (QFD) : Besterfield, Mech. EngMohammed ImranBelum ada peringkat
- LOB - Product DesignDokumen50 halamanLOB - Product DesignahyaniluthfianasariBelum ada peringkat
- Geng, Hwaiyu (2004), Manufacturing Engineering Handbook - QFDDokumen6 halamanGeng, Hwaiyu (2004), Manufacturing Engineering Handbook - QFDCristina ZavalaBelum ada peringkat
- Design and Evaluation Methods: ISYE6118 - Human Integrated SystemDokumen32 halamanDesign and Evaluation Methods: ISYE6118 - Human Integrated SystemNovita Sari GultomBelum ada peringkat
- Q Part II Sept2016Dokumen21 halamanQ Part II Sept2016wawaniesyaBelum ada peringkat
- 7 Magnificent Tools of QualityDokumen31 halaman7 Magnificent Tools of Qualityjunaid_256Belum ada peringkat
- The Delta Model: Discovering New Sources of Profitability in A Networked EconomyDokumen33 halamanThe Delta Model: Discovering New Sources of Profitability in A Networked Economypushpa i aBelum ada peringkat
- Vda QFDDokumen20 halamanVda QFDlewjoy100% (1)
- QFD Acc O8Dokumen48 halamanQFD Acc O8Vishal MeenaBelum ada peringkat
- Chap 5 - Product DesignDokumen63 halamanChap 5 - Product DesignÁnh LêBelum ada peringkat
- NPD L5 - Product Concept and Business Analysis - HandoutsDokumen74 halamanNPD L5 - Product Concept and Business Analysis - HandoutsMaria S HarizanovaBelum ada peringkat
- Problem Definition & Need Identification: N. Sinha Mechanical Engineering Department IIT KanpurDokumen49 halamanProblem Definition & Need Identification: N. Sinha Mechanical Engineering Department IIT KanpurMoloy SarkarBelum ada peringkat
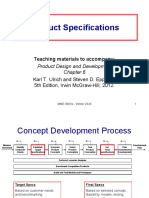
- Product Specifications: Teaching Materials To AccompanyDokumen48 halamanProduct Specifications: Teaching Materials To AccompanySudarshanBelum ada peringkat
- Kumar Gauraw 23NMP15 Rajan Pathak 23NMP25 Sunil K Barnwal 23 NMP32Dokumen23 halamanKumar Gauraw 23NMP15 Rajan Pathak 23NMP25 Sunil K Barnwal 23 NMP32naveen_halkBelum ada peringkat
- QFD Deploement - Perancangan Dan Pengembangan ProductDokumen16 halamanQFD Deploement - Perancangan Dan Pengembangan ProductAhmad IskandarBelum ada peringkat
- 008 Automated CAE Analysis To Evaluate The Structural Rigidity and Motion Performances of Mechanical SystemsDokumen1 halaman008 Automated CAE Analysis To Evaluate The Structural Rigidity and Motion Performances of Mechanical SystemsThaiHuynhNgocBelum ada peringkat
- Case Studies: Lecture Delivered By: Hari Krishna S MDokumen26 halamanCase Studies: Lecture Delivered By: Hari Krishna S Msuman sauravBelum ada peringkat
- Ja Riri 2006Dokumen12 halamanJa Riri 2006Ajaykumar SaridiBelum ada peringkat
- Assignment 2 - Dinong, Shanine Jane D.Dokumen4 halamanAssignment 2 - Dinong, Shanine Jane D.Jane SHANINEBelum ada peringkat
- Concurrent EngineeringDokumen42 halamanConcurrent EngineeringKarthic MannarBelum ada peringkat
- House of Quality MatrixDokumen3 halamanHouse of Quality MatrixUnnat ChuriBelum ada peringkat
- Quality Function DeploymentDokumen12 halamanQuality Function DeploymentMario Gómez SanabriaBelum ada peringkat
- Core Competencies - Quality and Reliability Methodology - Quality-OneDokumen3 halamanCore Competencies - Quality and Reliability Methodology - Quality-OneTOSIF MUJAWARBelum ada peringkat
- 4) QFDDokumen31 halaman4) QFDYash KamalBelum ada peringkat
- Six Sigma Session13 04042021 Six Sigma Examples 1617381322196Dokumen112 halamanSix Sigma Session13 04042021 Six Sigma Examples 1617381322196FUNTV5Belum ada peringkat
- Metricas de CalidadDokumen6 halamanMetricas de CalidadBederBelum ada peringkat
- The House of QualityDokumen3 halamanThe House of QualityAditya DesaiBelum ada peringkat
- Lecture 3 Product Design and Services 1Dokumen43 halamanLecture 3 Product Design and Services 1Rameen AlviBelum ada peringkat
- Concurrent Engineering 1Dokumen42 halamanConcurrent Engineering 1Mayank kumawatBelum ada peringkat
- PDD Midterm ReviewDokumen19 halamanPDD Midterm ReviewThanh VyBelum ada peringkat
- Service-Oriented Modeling: Service Analysis, Design, and ArchitectureDari EverandService-Oriented Modeling: Service Analysis, Design, and ArchitectureBelum ada peringkat
- Implementing - Sem 1 16.17Dokumen27 halamanImplementing - Sem 1 16.17Maradona Hong WangBelum ada peringkat
- Intro To Quality Sem 1 16 - 17Dokumen45 halamanIntro To Quality Sem 1 16 - 17Maradona Hong WangBelum ada peringkat
- Six Sigma and Process ImprovementDokumen44 halamanSix Sigma and Process ImprovementMaradona Hong WangBelum ada peringkat
- TQM AssignmentDokumen1 halamanTQM AssignmentMaradona Hong WangBelum ada peringkat
- TQM Assignment Group 6Dokumen19 halamanTQM Assignment Group 6Maradona Hong WangBelum ada peringkat
- Total Quality - Sem 1 16 - 17Dokumen52 halamanTotal Quality - Sem 1 16 - 17Maradona Hong WangBelum ada peringkat
- Performance MeasurementDokumen45 halamanPerformance MeasurementvinmalaarBelum ada peringkat
- Customer Focused Sem1 16 17Dokumen38 halamanCustomer Focused Sem1 16 17Maradona Hong WangBelum ada peringkat
- Tactics: ImplementationDokumen91 halamanTactics: ImplementationMaradona Hong WangBelum ada peringkat
- Question 1 (CREW SIZE) :-: Schedled Labor Hours Per Week (Backlog) × (Hours Per Week)Dokumen1 halamanQuestion 1 (CREW SIZE) :-: Schedled Labor Hours Per Week (Backlog) × (Hours Per Week)Maradona Hong WangBelum ada peringkat
- The Total Quality THE - TOTAL - QUALITY - MANAGEMENT - PRACTICESDokumen31 halamanThe Total Quality THE - TOTAL - QUALITY - MANAGEMENT - PRACTICESAtinzz ChrizBelum ada peringkat
- Question 2 Crew SizeDokumen1 halamanQuestion 2 Crew SizeMaradona Hong WangBelum ada peringkat
- Maintenance - (Craw Size)Dokumen1 halamanMaintenance - (Craw Size)Maradona Hong WangBelum ada peringkat
- Maintenance - (Craw Size)Dokumen1 halamanMaintenance - (Craw Size)Maradona Hong WangBelum ada peringkat
- Maintenance - (Craw Size)Dokumen1 halamanMaintenance - (Craw Size)Maradona Hong WangBelum ada peringkat
- Reliability Example 1 and 2Dokumen1 halamanReliability Example 1 and 2Maradona Hong WangBelum ada peringkat
- Question 2 Crew SizeDokumen1 halamanQuestion 2 Crew SizeMaradona Hong WangBelum ada peringkat
- Question 1 (CREW SIZE) :-: Schedled Labor Hours Per Week (Backlog) × (Hours Per Week)Dokumen1 halamanQuestion 1 (CREW SIZE) :-: Schedled Labor Hours Per Week (Backlog) × (Hours Per Week)Maradona Hong WangBelum ada peringkat
- Maintenance - (Craw Size)Dokumen1 halamanMaintenance - (Craw Size)Maradona Hong WangBelum ada peringkat
- RELIABILITY Example 1 and 2Dokumen1 halamanRELIABILITY Example 1 and 2Maradona Hong WangBelum ada peringkat
- What Is Economics?Dokumen2 halamanWhat Is Economics?Lupan DumitruBelum ada peringkat
- TQM by Dale H. Besterfield Et Al (066-095)Dokumen30 halamanTQM by Dale H. Besterfield Et Al (066-095)Zamien edanBelum ada peringkat
- CV Global Standard Samples PDFDokumen23 halamanCV Global Standard Samples PDFkabbirhossainBelum ada peringkat
- Stock Market Course ContentDokumen12 halamanStock Market Course ContentSrikanth SanipiniBelum ada peringkat
- Acconts Preliminary Paper 2Dokumen13 halamanAcconts Preliminary Paper 2AMIN BUHARI ABDUL KHADERBelum ada peringkat
- Najeeb Other Business ModelDokumen13 halamanNajeeb Other Business ModelMuhammad NajeebBelum ada peringkat
- Coca Cola Presentation.Dokumen25 halamanCoca Cola Presentation.adaaBelum ada peringkat
- Development of The Clarence T.C. Ching Athletic ComplexDokumen18 halamanDevelopment of The Clarence T.C. Ching Athletic ComplexHonolulu Star-AdvertiserBelum ada peringkat
- Sarah Chey's ResumeDokumen1 halamanSarah Chey's Resumeca8sarah15Belum ada peringkat
- Business Topics 1Dokumen40 halamanBusiness Topics 1MCL EnglishBelum ada peringkat
- SI0020 SAP Fundamental: Logistics - ProcurementDokumen20 halamanSI0020 SAP Fundamental: Logistics - ProcurementBinsar WilliamBelum ada peringkat
- Cash FlowDokumen23 halamanCash FlowSundara BalamuruganBelum ada peringkat
- 10b Contract Mt103 One Way PJ 1224 Inc 26-05-2021Dokumen16 halaman10b Contract Mt103 One Way PJ 1224 Inc 26-05-2021jorge alberto garcia campos100% (1)
- Activity Based Costing (Abc) - Concept in Foundry IndustryDokumen6 halamanActivity Based Costing (Abc) - Concept in Foundry Industrytushak mBelum ada peringkat
- ECS Mandate FormDokumen2 halamanECS Mandate FormManoj PatiyalBelum ada peringkat
- Company Profile - (Eng) 日通インドネシア物流 会社案内 Pt Nx Lemo Indonesia LogistikDokumen10 halamanCompany Profile - (Eng) 日通インドネシア物流 会社案内 Pt Nx Lemo Indonesia LogistikJka SugiartoBelum ada peringkat
- CTM Macau v6 - May 17Dokumen4 halamanCTM Macau v6 - May 17gopiv2020Belum ada peringkat
- Principle of AccountingDokumen106 halamanPrinciple of AccountingThắng Uông100% (1)
- Solutions GuideDokumen10 halamanSolutions Guidepalak32Belum ada peringkat
- SM Assignment PDFDokumen21 halamanSM Assignment PDFSiddhant SethiaBelum ada peringkat
- Bingo MKTG StrategyDokumen35 halamanBingo MKTG StrategyShelly SinghalBelum ada peringkat
- Session 4 ..Fire Insurance.. Floater and Declaration PolicyDokumen14 halamanSession 4 ..Fire Insurance.. Floater and Declaration PolicyGaurav Garg0% (1)
- Souq Analysis DocumentDokumen20 halamanSouq Analysis DocumentNoha NazifBelum ada peringkat
- The Appraisal of Real Estate Mortgages in Joint Stock Commercial Bank For Investment and Development of Vietnam (BIDV)Dokumen50 halamanThe Appraisal of Real Estate Mortgages in Joint Stock Commercial Bank For Investment and Development of Vietnam (BIDV)Tieu Ngoc LyBelum ada peringkat
- Chapter 2 ANNUITIESDokumen21 halamanChapter 2 ANNUITIESCarl Omar GobangcoBelum ada peringkat
- HENAI5000 Assessment Task 2 - CRM Bsuiness CaseDokumen8 halamanHENAI5000 Assessment Task 2 - CRM Bsuiness CaseMaggie ChuBelum ada peringkat
- Job Opportunities in The Film IndustryDokumen7 halamanJob Opportunities in The Film Industryapi-496240163Belum ada peringkat
- Marketing Plan THYDokumen17 halamanMarketing Plan THYnik_singerstr83% (6)