
Anda mungkin juga menyukai
- Ch-3 Master SchedulingDokumen38 halamanCh-3 Master SchedulingRidwanBelum ada peringkat
- Production Planning and Inventory ControlDokumen34 halamanProduction Planning and Inventory Controlmarah nimerBelum ada peringkat
- Production Planning and Inventory Control: Dr. Mohammed OthmanDokumen34 halamanProduction Planning and Inventory Control: Dr. Mohammed OthmanYasser IsteitiehBelum ada peringkat
- Material Requirements PlanningDokumen36 halamanMaterial Requirements PlanningKave MathiBelum ada peringkat
- Master Production Schedule TechniqueDokumen16 halamanMaster Production Schedule TechniqueSathiya Moorthy100% (1)
- Master Production ScheduleDokumen9 halamanMaster Production ScheduleOmkar SohoniBelum ada peringkat
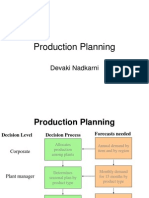
- Production Planning: Devaki NadkarniDokumen29 halamanProduction Planning: Devaki Nadkarnidsathiya100% (1)
- Master Production ScheduleDokumen11 halamanMaster Production ScheduleVãńšh WädhwåBelum ada peringkat
- HK222. CH - 03 - Master SchedulingDokumen28 halamanHK222. CH - 03 - Master SchedulingHOÀNG PHẠM HUYBelum ada peringkat
- Perencanaan Dan Pengendalian Produksi: Master Production SchedulingDokumen13 halamanPerencanaan Dan Pengendalian Produksi: Master Production SchedulinguddindjmBelum ada peringkat
- Chapter 06Dokumen42 halamanChapter 06razi haiderBelum ada peringkat
- SCM-Module-5-Resource Planning - MRP 1 & IIDokumen24 halamanSCM-Module-5-Resource Planning - MRP 1 & IIMuhammed Husain MusaniBelum ada peringkat
- Week 11 & 12 (MRP - Information Technology & SCM, ERP)Dokumen27 halamanWeek 11 & 12 (MRP - Information Technology & SCM, ERP)HAMNA SYEDBelum ada peringkat
- Week 11 & 12 (MRP - Information Technology & SCM, ERP)Dokumen27 halamanWeek 11 & 12 (MRP - Information Technology & SCM, ERP)HAMNA SYEDBelum ada peringkat
- Aggregates Sales and Operations PlanningDokumen31 halamanAggregates Sales and Operations PlanningIan Kenneth MarianoBelum ada peringkat
- Aggregate PlanningDokumen55 halamanAggregate PlanningJuvin IcBelum ada peringkat
- OM Chapter FourDokumen58 halamanOM Chapter FourLakachew GetasewBelum ada peringkat
- Chapter 3 Master SchedulingDokumen5 halamanChapter 3 Master SchedulingKamble AbhijitBelum ada peringkat
- Introduction To PP Sys, Lecture-6Dokumen15 halamanIntroduction To PP Sys, Lecture-6Ahmed ButtBelum ada peringkat
- Material Management 2 (B)Dokumen30 halamanMaterial Management 2 (B)Asad AliBelum ada peringkat
- Operations Management SchedulingDokumen39 halamanOperations Management SchedulingManonmani Mani100% (1)
- Unit IIIDokumen22 halamanUnit IIIdangerous saifBelum ada peringkat
- Chapter Four OmDokumen20 halamanChapter Four Omkassahungedefaye312Belum ada peringkat
- Chapter 4 - Controlling Material FlowDokumen46 halamanChapter 4 - Controlling Material FlowHuỳnh TrọngBelum ada peringkat
- OM Chapter Four-1Dokumen39 halamanOM Chapter Four-1Getahun MulatBelum ada peringkat
- Que: State The Basis & Meaning of MPS. Explain in Brief Role of MPS in MRP. AnsDokumen6 halamanQue: State The Basis & Meaning of MPS. Explain in Brief Role of MPS in MRP. Ansswaonildypims_861697Belum ada peringkat
- Production Planning & Controlling: Sybba Sem 4 Chapter1Dokumen18 halamanProduction Planning & Controlling: Sybba Sem 4 Chapter1Rahul DodiyaBelum ada peringkat
- Manufacturing Planning and Control FrameworkDokumen13 halamanManufacturing Planning and Control Framework24 Bhoir Omkar CIVILBelum ada peringkat
- CPIM Master Planning of Resources Prep UpdatedDokumen10 halamanCPIM Master Planning of Resources Prep Updatedcarolina_ikeBelum ada peringkat
- Master Production Scheduling (MPS) & Jadwal Produksi IndukDokumen36 halamanMaster Production Scheduling (MPS) & Jadwal Produksi IndukheridocBelum ada peringkat
- Lect 3Dokumen38 halamanLect 3shashikantppediaBelum ada peringkat
- Material Requirements Planning (MRP) I: Presented by Muhammad Imran Basseri & Muhammad Syafiq MazlanDokumen17 halamanMaterial Requirements Planning (MRP) I: Presented by Muhammad Imran Basseri & Muhammad Syafiq MazlanSyafiq MazlanBelum ada peringkat
- Operations Management: Sales and Aggregate PlanningDokumen46 halamanOperations Management: Sales and Aggregate PlanningKrishna MurariBelum ada peringkat
- Chapter 4 - Controlling Material Flow FULLDokumen50 halamanChapter 4 - Controlling Material Flow FULLmaingcduBelum ada peringkat
- Ch.6 Capacity PlanningDokumen53 halamanCh.6 Capacity PlanningAbdul Khader100% (1)
- Capacity Requirement PlanningDokumen17 halamanCapacity Requirement PlanningvamsibuBelum ada peringkat
- Assignment Course: Operation Management Session: Dec 2019: Question No.-1 AnswerDokumen7 halamanAssignment Course: Operation Management Session: Dec 2019: Question No.-1 AnswerRakesh PandeyBelum ada peringkat
- Om Group Assignment 1Dokumen11 halamanOm Group Assignment 1motibtBelum ada peringkat
- Day 2 - S&OP LectureDokumen70 halamanDay 2 - S&OP LectureFelik MakuprathowoBelum ada peringkat
- SCA Lecture 16Dokumen36 halamanSCA Lecture 16Abhilash Kumar SinghBelum ada peringkat
- CH 5 Operations Planning & ControlDokumen64 halamanCH 5 Operations Planning & ControlYaredBelum ada peringkat
- Job and Task Scheduling: Preparation of TimelinesDokumen2 halamanJob and Task Scheduling: Preparation of TimelinesFitRi EzeryBelum ada peringkat
- Aggregate PlanningDokumen10 halamanAggregate PlanningWindBelum ada peringkat
- 6 - Master Production ScheduleDokumen30 halaman6 - Master Production ScheduleVishvajit KumbharBelum ada peringkat
- Introduction To PP Sys, Lecture-7Dokumen10 halamanIntroduction To PP Sys, Lecture-7Ahmed ButtBelum ada peringkat
- Production PlanningDokumen5 halamanProduction PlanningRam KumarBelum ada peringkat
- Capacity Planning Module - 5Dokumen54 halamanCapacity Planning Module - 5sreeragsivanBelum ada peringkat
- Pom - Materials Requirement Planning, SQC TQMDokumen15 halamanPom - Materials Requirement Planning, SQC TQMMURALI KRISHNA VELAVETI Dr.Belum ada peringkat
- Production Planning & ControlDokumen44 halamanProduction Planning & ControlavgadekarBelum ada peringkat
- PPCDokumen94 halamanPPCManoz RijalBelum ada peringkat
- Manufacturing Planning & SchedulingDokumen44 halamanManufacturing Planning & Schedulingbuntymth05Belum ada peringkat
- Aggregate PlanningDokumen47 halamanAggregate Planningmarah nimerBelum ada peringkat
- Aggregate PlanningDokumen43 halamanAggregate PlanningRemiere Joie V. Aguilar100% (9)
- 3.chapter 2 Demand ManagementDokumen23 halaman3.chapter 2 Demand Managementopio jamesBelum ada peringkat
- Practical Guide To Production Planning & Control [Revised Edition]Dari EverandPractical Guide To Production Planning & Control [Revised Edition]Penilaian: 1 dari 5 bintang1/5 (1)
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsDari EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsPenilaian: 5 dari 5 bintang5/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationDari EverandTakt Time: A Guide to the Very Basic Lean CalculationPenilaian: 5 dari 5 bintang5/5 (2)
- Material Requirement PlanningDokumen42 halamanMaterial Requirement PlanningBinodini SenBelum ada peringkat
- MRP Material Requirements PlanningDokumen36 halamanMRP Material Requirements PlanningorbansaBelum ada peringkat
- Heizer Om12 Ch014 FinalDokumen81 halamanHeizer Om12 Ch014 FinalEvita Lim100% (1)
- Chapter 14: Multiple Choice QuestionsDokumen8 halamanChapter 14: Multiple Choice Questionsaditya_23oct100% (1)
- Flashcards APICSDokumen14 halamanFlashcards APICSSagar ShahBelum ada peringkat
- NIT Hamirpur: Inventory Management Inventory ManagementDokumen58 halamanNIT Hamirpur: Inventory Management Inventory Managementabhinav.v9Belum ada peringkat
- QTPM and Industrial Engineering As Per GATE IES-145-209 PDFDokumen65 halamanQTPM and Industrial Engineering As Per GATE IES-145-209 PDFShivanand ArwatBelum ada peringkat
- SchedulingDokumen45 halamanSchedulingaswin pBelum ada peringkat
- Chapter 1-3: Production, Marketing and Capacity Planning Self AssessmentDokumen31 halamanChapter 1-3: Production, Marketing and Capacity Planning Self AssessmentJasonSpringBelum ada peringkat
- S&op and Master SchedulingDokumen79 halamanS&op and Master Schedulingeternal_rhymes6972Belum ada peringkat
- The MRP II Hierarchy Planning FrameworkDokumen17 halamanThe MRP II Hierarchy Planning FrameworkPrasath KmkBelum ada peringkat
- Introduction To Materials ManagementDokumen24 halamanIntroduction To Materials ManagementJonathan GonzálezBelum ada peringkat
- BUS 822 - Assignment-20 Aggregate PlanningDokumen19 halamanBUS 822 - Assignment-20 Aggregate Planningcoolguys235Belum ada peringkat
- Master Production Schedule MPSDokumen15 halamanMaster Production Schedule MPSWubie BantieBelum ada peringkat
- CH 13-1Dokumen40 halamanCH 13-1Andrew G. HabashiBelum ada peringkat
- 5 Aggregate PlanningDokumen26 halaman5 Aggregate PlanningTejas Bhavsar100% (1)
- Purchasing and Supply Management 15th Edition Johnson Solutions ManualDokumen19 halamanPurchasing and Supply Management 15th Edition Johnson Solutions Manualdavidphillipsmcyaqbeogf100% (26)
- 11 ORACLE MANUFACTURING PLANNING 11iDokumen7 halaman11 ORACLE MANUFACTURING PLANNING 11iyunie1001Belum ada peringkat
- Powerful Odoo For ManufacturingDokumen18 halamanPowerful Odoo For ManufacturingCanh BescoBelum ada peringkat
- Aggregate Planning and SchedulingDokumen19 halamanAggregate Planning and Schedulingchrisrobin99Belum ada peringkat
- BSCM (핵심문제#1) 2013Dokumen30 halamanBSCM (핵심문제#1) 2013최만준Belum ada peringkat
- Manufacturing Planning and Control System GuideDokumen23 halamanManufacturing Planning and Control System GuideSayed EltaweelBelum ada peringkat
- WWW Handsongroup Com Lean Manufacturing Tool Kit Part 2Dokumen85 halamanWWW Handsongroup Com Lean Manufacturing Tool Kit Part 2gowthamBelum ada peringkat
- MCQ of Production & Operation Chapter 1 To 5Dokumen17 halamanMCQ of Production & Operation Chapter 1 To 5Kishan makvanaBelum ada peringkat
- Class A Check ListDokumen42 halamanClass A Check ListJose Daniel Garcia100% (1)
- MpsDokumen14 halamanMpsRajesh Meppayil0% (1)
- Incorrect Material MovementsDokumen55 halamanIncorrect Material MovementsdbedadaBelum ada peringkat
- Aggregate PlanningDokumen134 halamanAggregate PlanningPriya Singh100% (1)
- 6 - Master Production ScheduleDokumen30 halaman6 - Master Production ScheduleVishvajit KumbharBelum ada peringkat
- Purchasing and Supply Management 16th Edition Johnson Test BankDokumen11 halamanPurchasing and Supply Management 16th Edition Johnson Test Bankdilutedetymciq100% (30)



















































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)

































