Anda mungkin juga menyukai
- ASME VIII Div 1 ReportDokumen12 halamanASME VIII Div 1 ReportAmir Zamri100% (2)
- NTIW Tube Sheet PaperDokumen10 halamanNTIW Tube Sheet PaperPankaj SinglaBelum ada peringkat
- Pap 2Dokumen68 halamanPap 2Aziz SyahrizalBelum ada peringkat
- Sthe SSDokumen43 halamanSthe SSNathanianBelum ada peringkat
- Codes Pipe LeDokumen197 halamanCodes Pipe Levermaakash22Belum ada peringkat
- Static Equipment in Oil and Gas IndustryDokumen93 halamanStatic Equipment in Oil and Gas IndustrysajiBelum ada peringkat
- Pressure VesselDokumen114 halamanPressure Vesseldanemsal100% (3)
- ASME Training PRESSURE VESSELSDokumen45 halamanASME Training PRESSURE VESSELSMohamed Karim MohamedBelum ada peringkat
- Welding of Pressure VesselsDokumen2 halamanWelding of Pressure VesselsDvida PleasureBelum ada peringkat
- Heat Exchanger BasicsDokumen18 halamanHeat Exchanger BasicsJefferson WintersBelum ada peringkat
- ASME Pressure Vessel Design PDFDokumen62 halamanASME Pressure Vessel Design PDFhilwan sultonBelum ada peringkat
- Ranto Manullang KDTP - 2008Dokumen33 halamanRanto Manullang KDTP - 2008Rahadian Dwi PutraBelum ada peringkat
- Safety Valve LaserDokumen15 halamanSafety Valve Lasersajjad_naghdi241Belum ada peringkat
- Chapter 8 Steam PipingDokumen14 halamanChapter 8 Steam PipingDak Serik100% (2)
- ExchangerDokumen17 halamanExchangerJulio Adolfo López PortocarreroBelum ada peringkat
- Mechanical Design For Pressure VesselDokumen26 halamanMechanical Design For Pressure VesselibicengBelum ada peringkat
- Pvi Study Notes English TrialDokumen21 halamanPvi Study Notes English Trialendri2000100% (1)
- Static Equipment PDFDokumen37 halamanStatic Equipment PDFMedinaBelum ada peringkat
- Classification of Heat ExchangerDokumen19 halamanClassification of Heat ExchangerSarayu GowdaBelum ada peringkat
- Process Equipment DesignDokumen27 halamanProcess Equipment DesignVivek NairBelum ada peringkat
- Inspection of Heat ExchangerDokumen83 halamanInspection of Heat ExchangerRaghavanBelum ada peringkat
- Static Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDokumen397 halamanStatic Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDivyesh PatelBelum ada peringkat
- What Is Design Interpretation?Dokumen17 halamanWhat Is Design Interpretation?Qaisir MehmoodBelum ada peringkat
- PipeDokumen47 halamanPipemohanBelum ada peringkat
- Pressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesDokumen37 halamanPressure Relief Device Inspection: Review of NBIC Part 2, Par. 2.5/ Jurisdictional IssuesPham LanphuongBelum ada peringkat
- TEMA Type Heat Exchangers PDFDokumen4 halamanTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
- Floating Head Heat Exchanger MaintenanceDokumen15 halamanFloating Head Heat Exchanger MaintenanceASWIN.MTBelum ada peringkat
- Inspection and Testing of Mechanical EquipmentDokumen33 halamanInspection and Testing of Mechanical EquipmentGunturMudaAliAkbarBelum ada peringkat
- ASME Code Section 8Dokumen9 halamanASME Code Section 8snehal.deshmukhBelum ada peringkat
- HEAT EXCHANGERS MDokumen143 halamanHEAT EXCHANGERS Mmujeebmehar67% (3)
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDokumen33 halamanIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- B31.3 Process Piping Course - 05 Valve SelectionDokumen18 halamanB31.3 Process Piping Course - 05 Valve SelectionRyan Goh Chuang HongBelum ada peringkat
- API 660 Vs TEMADokumen2 halamanAPI 660 Vs TEMAloqBelum ada peringkat
- Overview of Process Piping - ASME313Dokumen110 halamanOverview of Process Piping - ASME313Ese Ichekor100% (4)
- Shell and Tube Heat ExchangerDokumen7 halamanShell and Tube Heat ExchangerGaurav SharmaBelum ada peringkat
- 1Dokumen156 halaman1Abhijeet DarvekarBelum ada peringkat
- Piping Interview Valve QuestionnaireDokumen6 halamanPiping Interview Valve QuestionnaireTrungSon NguyenBelum ada peringkat
- Pressure Vessel InterviewDokumen4 halamanPressure Vessel Interviewعصمت ضيف اللهBelum ada peringkat
- Fired Heater LectureDokumen28 halamanFired Heater LectureDylanAdams100% (1)
- Piping SystemsDokumen30 halamanPiping SystemsSulabhBelum ada peringkat
- ASME - VIII - Div 1and 2 Pressure - Vessel - SeriesDokumen6 halamanASME - VIII - Div 1and 2 Pressure - Vessel - SeriesKmt_AeBelum ada peringkat
- 60 +piping Engineering Interview QuestionsDokumen8 halaman60 +piping Engineering Interview QuestionsDENYSBelum ada peringkat
- Floating Head Heat Exchanger-MaintainanceDokumen15 halamanFloating Head Heat Exchanger-MaintainanceEDY PRASETYOBelum ada peringkat
- Static Equipment EngineerDokumen5 halamanStatic Equipment EngineerSakthikumar ChandrasekaranBelum ada peringkat
- PV Elite BrocDokumen6 halamanPV Elite BrocprasadgssBelum ada peringkat
- LESER - Pilot Operated Safety Valve From LESERDokumen2 halamanLESER - Pilot Operated Safety Valve From LESERAgis Rijal AtmawijayaBelum ada peringkat
- Asme Sect. Viii Div-I Codes, Standards & SpecificationsDokumen72 halamanAsme Sect. Viii Div-I Codes, Standards & SpecificationsrodrigoperezsimoneBelum ada peringkat
- Asme Section Viii Div 1 2 3Dokumen73 halamanAsme Section Viii Div 1 2 3Shafqat Afridi100% (5)
- Asme Section Viii Div-1,2,3Dokumen73 halamanAsme Section Viii Div-1,2,3me2437090% (39)
- Asme Section Viii Div 1 2 3Dokumen73 halamanAsme Section Viii Div 1 2 3Sakthi Pk100% (3)
- ASME Section VIII Div-1Dokumen24 halamanASME Section VIII Div-1The Normal Heart100% (1)
- Asme Introduction & Inspection of Pressure Vessel: (ASME Section VIII Div. 1, Ed. 2015)Dokumen47 halamanAsme Introduction & Inspection of Pressure Vessel: (ASME Section VIII Div. 1, Ed. 2015)TayfunwBelum ada peringkat
- Chapter 5 Code Design - Pressure VesselDokumen11 halamanChapter 5 Code Design - Pressure VesselEDWARD T CHENJERAIBelum ada peringkat
- Chapter No 3Dokumen5 halamanChapter No 3MuhammadAwaisBelum ada peringkat
- Pressure Vessel Inspector Certification - by PuspatriDokumen162 halamanPressure Vessel Inspector Certification - by Puspatrijsaul100% (2)
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesDokumen120 halamanWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaBelum ada peringkat
- Induction Training-Mechanical STATICDokumen33 halamanInduction Training-Mechanical STATICnagtummala100% (4)
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen11 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen14 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen19 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- PDS + PV Elite Cal PDFDokumen289 halamanPDS + PV Elite Cal PDFDHAVAL PANCHALBelum ada peringkat
- Distillation Column DesignDokumen1 halamanDistillation Column DesignDHAVAL PANCHALBelum ada peringkat
- PED 2014-68-EU Guidelines en v5.1Dokumen241 halamanPED 2014-68-EU Guidelines en v5.1Uğur özdemirBelum ada peringkat
- Clad-Plates EN 140520 Einzel PDFDokumen40 halamanClad-Plates EN 140520 Einzel PDFDHAVAL PANCHALBelum ada peringkat
- Clad-Plates EN 140520 Einzel PDFDokumen40 halamanClad-Plates EN 140520 Einzel PDFDHAVAL PANCHALBelum ada peringkat
- Seal Rods Will Not Extend Upto Full Support Plate, Please Check Sliding Strips Shall Extend Upto Full Support Plate, Please Show ProperlyDokumen1 halamanSeal Rods Will Not Extend Upto Full Support Plate, Please Check Sliding Strips Shall Extend Upto Full Support Plate, Please Show Properlythod3rBelum ada peringkat
- RDI Original SGS 30138 71Dokumen3 halamanRDI Original SGS 30138 71DHAVAL PANCHALBelum ada peringkat
- TankDokumen233 halamanTankDHAVAL PANCHAL100% (3)
- Typical P&ID Arrangement For Pig Launchers - Pig ReceiversDokumen7 halamanTypical P&ID Arrangement For Pig Launchers - Pig ReceiversDHAVAL PANCHAL100% (1)
- Data Sheet of Agitator For Vacuum Vessel: Hindustan Zinc LimitedDokumen8 halamanData Sheet of Agitator For Vacuum Vessel: Hindustan Zinc LimitedDHAVAL PANCHALBelum ada peringkat
- TankDokumen233 halamanTankDHAVAL PANCHAL100% (3)
- Data Sheet of Agitator For Vacuum Vessel: Hindustan Zinc LimitedDokumen8 halamanData Sheet of Agitator For Vacuum Vessel: Hindustan Zinc LimitedDHAVAL PANCHALBelum ada peringkat
- Weight CalculationsDokumen2 halamanWeight CalculationsDHAVAL PANCHALBelum ada peringkat
- Gas Pressure and Conditioning Skids PDFDokumen155 halamanGas Pressure and Conditioning Skids PDFDHAVAL PANCHAL100% (1)
- Air Fin Cooler Optimisation For Offshore & Onshore Application PDFDokumen3 halamanAir Fin Cooler Optimisation For Offshore & Onshore Application PDFDHAVAL PANCHALBelum ada peringkat
- Application - 26 - 1092009133957 Fans General Presentation PDFDokumen23 halamanApplication - 26 - 1092009133957 Fans General Presentation PDFSanjay JhaBelum ada peringkat
- Design Procedure For Aes He PDFDokumen30 halamanDesign Procedure For Aes He PDFRyan Goh Chuang HongBelum ada peringkat
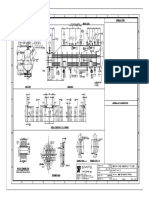
- Heat Exchanger Drawing FormatDokumen1 halamanHeat Exchanger Drawing FormatDHAVAL PANCHALBelum ada peringkat
- FEA Validation Release 2010Dokumen7 halamanFEA Validation Release 2010DHAVAL PANCHALBelum ada peringkat
- Design Procedure For Aes He PDFDokumen30 halamanDesign Procedure For Aes He PDFRyan Goh Chuang HongBelum ada peringkat
- Company LISTDokumen2 halamanCompany LISTDHAVAL PANCHALBelum ada peringkat
- Quiz For Heat Exchanger Selection and Design: T E C H N O L O G YDokumen10 halamanQuiz For Heat Exchanger Selection and Design: T E C H N O L O G Yrvkumar61Belum ada peringkat
- Uhde Steel Grating StandardDokumen1 halamanUhde Steel Grating StandardDHAVAL PANCHALBelum ada peringkat
- Sample Calcs For Design ChartsDokumen7 halamanSample Calcs For Design ChartsDHAVAL PANCHALBelum ada peringkat
- Foam Chamber: Model - Fca & Fca-SDokumen6 halamanFoam Chamber: Model - Fca & Fca-SDHAVAL PANCHALBelum ada peringkat
- HD 208 Foam PourerDokumen1 halamanHD 208 Foam Pourerktc8120Belum ada peringkat
- Foam ChamberFCADokumen4 halamanFoam ChamberFCADHAVAL PANCHALBelum ada peringkat
- PSG CatalogueDokumen16 halamanPSG CatalogueDHAVAL PANCHALBelum ada peringkat
- HD Ar-Afff Foam Concentrate: Alcohol Resistant Aqueous Film Forming Foam Concentrate (Arafff) CompatibilityDokumen3 halamanHD Ar-Afff Foam Concentrate: Alcohol Resistant Aqueous Film Forming Foam Concentrate (Arafff) CompatibilityDHAVAL PANCHALBelum ada peringkat
- Monitor - M 211: (Carbon Steel, Hot Dip Galvanized) Technical DataDokumen4 halamanMonitor - M 211: (Carbon Steel, Hot Dip Galvanized) Technical DataDHAVAL PANCHALBelum ada peringkat
- TMG PC Strands, Wire & BarDokumen10 halamanTMG PC Strands, Wire & BarHenrique Braglia PachecoBelum ada peringkat
- F1472Dokumen5 halamanF1472Antonio JBelum ada peringkat
- Weld DefectsDokumen45 halamanWeld Defectsanon_256154377Belum ada peringkat
- 3 Structures Beam CalculationsDokumen130 halaman3 Structures Beam Calculationsdouglasjames196850% (2)
- Comprehensive Study of Chip Morphology in Turning of Ti-6Al-4VDokumen6 halamanComprehensive Study of Chip Morphology in Turning of Ti-6Al-4V18P202 - AJAY SIVARAMAN ABelum ada peringkat
- Automatic Tyre Inflation SystemDokumen53 halamanAutomatic Tyre Inflation SystemMayur Salunke100% (1)
- ITHERATE 5fPhD 5fapplicationDokumen3 halamanITHERATE 5fPhD 5fapplicationHa Le ThiBelum ada peringkat
- FFT 1Dokumen4 halamanFFT 1Avinash Kumar Jha 4-Year B.Tech. Mechanical EngineeringBelum ada peringkat
- Anisotropic Fracture Behaviour of Cold Drawn Steel - A Materials Science ApproachDokumen8 halamanAnisotropic Fracture Behaviour of Cold Drawn Steel - A Materials Science ApproachEngels OchoaBelum ada peringkat
- TMT Steel in IndiaDokumen9 halamanTMT Steel in IndiaMandar NadgaundiBelum ada peringkat
- Hollow Clay Tiles For Floors and Roofs - Specification: Indian StandardDokumen12 halamanHollow Clay Tiles For Floors and Roofs - Specification: Indian StandardDevesh Kumar PandeyBelum ada peringkat
- Assignment 8 2023Dokumen4 halamanAssignment 8 2023Linhan ChuBelum ada peringkat
- Table of Material Properties For Structural Steel S235, S275, S355, S420Dokumen4 halamanTable of Material Properties For Structural Steel S235, S275, S355, S420Arjun Soman100% (1)
- Bridge Pier Seismic Strengthening Using Uhpfrc CoverDokumen13 halamanBridge Pier Seismic Strengthening Using Uhpfrc CoverSebastian Contreras ContrerasBelum ada peringkat
- Asme2b sb-187Dokumen8 halamanAsme2b sb-187kkskasdkk12Belum ada peringkat
- EUPAVE Guide For The Design of Jointed Plain Concrete Pavements April 2020Dokumen40 halamanEUPAVE Guide For The Design of Jointed Plain Concrete Pavements April 2020Anonymous Wj1DqbEBelum ada peringkat
- Storage of Liquefied Anhydrous AmmoniaDokumen9 halamanStorage of Liquefied Anhydrous AmmoniaAlok PandeyBelum ada peringkat
- Applied Failure Analysis 1 NSWDokumen2 halamanApplied Failure Analysis 1 NSWTaufik RizalBelum ada peringkat
- High Ductility Aluminum Alloy Made From Powder by Friction ExtrusionDokumen6 halamanHigh Ductility Aluminum Alloy Made From Powder by Friction ExtrusionRaistlin1Belum ada peringkat
- Adina ManualDokumen779 halamanAdina Manualbigsteve908850% (2)
- Mcelroy 2015Dokumen11 halamanMcelroy 2015fakher alaviBelum ada peringkat
- German Atv StandardsDokumen16 halamanGerman Atv StandardsMehmet Emre Bastopcu0% (1)
- Work - Method - Statement - PPMC Reconstruction of Eroded Perimeter Fence Embarkment at ExcravosDokumen14 halamanWork - Method - Statement - PPMC Reconstruction of Eroded Perimeter Fence Embarkment at ExcravosImonieroGodspowerEfeBelum ada peringkat
- Implanttestingof Mediumtohigh Strength Steel-A M O D E L For Predicting Delayed Cracking SusceptibilityDokumen7 halamanImplanttestingof Mediumtohigh Strength Steel-A M O D E L For Predicting Delayed Cracking Susceptibility18Y117 - MUKESHKUMAR M KBelum ada peringkat
- 11 Fracture MechanicsDokumen31 halaman11 Fracture MechanicsBanambar Singh100% (1)
- Fatigue Analysis of Steel Jacket Platform in Shallow Water Depth in The Gulf of GuineaDokumen12 halamanFatigue Analysis of Steel Jacket Platform in Shallow Water Depth in The Gulf of GuineaAlireza Asgari MotlaghBelum ada peringkat
- Chapter 2 - Seismic Design of RC Buildings To Ec8 Notes MNFardisDokumen15 halamanChapter 2 - Seismic Design of RC Buildings To Ec8 Notes MNFardisdibyacittawirasukmaBelum ada peringkat
- Cement Kiln RefractoryDokumen166 halamanCement Kiln RefractorySyed Kazam RazaBelum ada peringkat
- QU MSR AWI 1 Rev7Dokumen8 halamanQU MSR AWI 1 Rev7Benny Bustomi100% (1)
- Experiment No. 1 Impact Strength of A MaterialDokumen7 halamanExperiment No. 1 Impact Strength of A MaterialMansoob Bukhari100% (1)