Anda mungkin juga menyukai
- Maestria UtaDokumen3 halamanMaestria UtaSusana Gonzales CarbajalBelum ada peringkat
- Andamios Soportados Osha 1926Dokumen27 halamanAndamios Soportados Osha 1926Susana Gonzales CarbajalBelum ada peringkat
- Decreto Supremo 024-2016Dokumen5 halamanDecreto Supremo 024-2016Susana Gonzales CarbajalBelum ada peringkat
- 052-18 - Tecnologi y Empresas E.I.R.L.Dokumen1 halaman052-18 - Tecnologi y Empresas E.I.R.L.Nik Kevin Quito EspinozaBelum ada peringkat
- Charlas de 5 MinutosDokumen294 halamanCharlas de 5 MinutosJuanPabloZuñiga100% (14)
- Grena 2016 PDFDokumen400 halamanGrena 2016 PDFFrancisco Javier Godinez CastellanosBelum ada peringkat
- PPRL-100 Proced. Manipulación Manual CargasDokumen13 halamanPPRL-100 Proced. Manipulación Manual CargasfrespinosagBelum ada peringkat
- Rueda de La VidaDokumen1 halamanRueda de La VidaSusana Gonzales CarbajalBelum ada peringkat
- Bioseguridad HospitalariaDokumen3 halamanBioseguridad HospitalariaSusana Gonzales CarbajalBelum ada peringkat
- Mapa Comunitario de RIESGO PDFDokumen12 halamanMapa Comunitario de RIESGO PDFSusana Gonzales CarbajalBelum ada peringkat
- Check List Escalera TijeraDokumen2 halamanCheck List Escalera TijeraSusana Gonzales Carbajal100% (2)
- Caso #02 PDFDokumen5 halamanCaso #02 PDFSusana Gonzales CarbajalBelum ada peringkat
- Presentacion Metodo CSSDokumen20 halamanPresentacion Metodo CSSDean AndersonBelum ada peringkat
- CENTRUM Seguridad OficinasDokumen25 halamanCENTRUM Seguridad OficinasJavier Mora NBelum ada peringkat
- Guia Tecnica MMCDokumen30 halamanGuia Tecnica MMCMarceloBelum ada peringkat
- Habilidadesblandas 1 PDFDokumen133 halamanHabilidadesblandas 1 PDFAgripina Blanca Silva SalasBelum ada peringkat
- Costa Sierra SelvadelPeruDokumen17 halamanCosta Sierra SelvadelPeruCarlos Lopez CutipaBelum ada peringkat
- Protocolos de Respuesta A DesastresDokumen0 halamanProtocolos de Respuesta A DesastresFrancisco Javier JavierBelum ada peringkat
- Dinamicas JovenesDokumen60 halamanDinamicas JovenesAlejandro Palacios86% (7)
- Estrategias MetodológicasDokumen6 halamanEstrategias MetodológicasSusana Gonzales CarbajalBelum ada peringkat
- 4.0 Yacimientos Minerales-Unidad IIDokumen19 halaman4.0 Yacimientos Minerales-Unidad IISusana Gonzales CarbajalBelum ada peringkat
- ModulodecapacitacionDokumen68 halamanModulodecapacitacionlefigariBelum ada peringkat
- Problem A 51Dokumen2 halamanProblem A 51Susana Gonzales CarbajalBelum ada peringkat
- 82 - 1325 - 141013 - ATP - Esguince de Muñeca Izquierda - Antamina - MinaDokumen1 halaman82 - 1325 - 141013 - ATP - Esguince de Muñeca Izquierda - Antamina - MinaSusana Gonzales CarbajalBelum ada peringkat
- Vectores en física mecánica UNC sede MedellínDokumen4 halamanVectores en física mecánica UNC sede MedellínamarururuBelum ada peringkat
- MicrovinificaciónDokumen6 halamanMicrovinificaciónDiana Zulima Paez RojasBelum ada peringkat
- El Milagro de La CancionDokumen2 halamanEl Milagro de La CancionSusana Gonzales CarbajalBelum ada peringkat
- V 18 N 1 A 03Dokumen9 halamanV 18 N 1 A 03Susana Gonzales CarbajalBelum ada peringkat
- AUTOESTIMADokumen34 halamanAUTOESTIMANano LakesBelum ada peringkat
- CollectionDokumen86 halamanCollectionboituzatBelum ada peringkat
- Taller Comandos Linux v2Dokumen4 halamanTaller Comandos Linux v2jorgecar0Belum ada peringkat
- Critica Del Arte ContemporaneoDokumen117 halamanCritica Del Arte ContemporaneoCristofer TriviñoBelum ada peringkat
- 1551140732-331591 Plan de Internacionalizacion EMBA31 130109 919336517Dokumen29 halaman1551140732-331591 Plan de Internacionalizacion EMBA31 130109 919336517Fran MorenoBelum ada peringkat
- Tarea Iv Derecho Internacional Publico y Privado WascarDokumen8 halamanTarea Iv Derecho Internacional Publico y Privado Wascarfrancisco delgadoBelum ada peringkat
- Testamento Militar en Chile Análisis de Sus Normas y Actualización - Notaria MilitarDokumen80 halamanTestamento Militar en Chile Análisis de Sus Normas y Actualización - Notaria MilitarmrdanielpientemanBelum ada peringkat
- Diagramas de procesos para la optimización de flujosDokumen16 halamanDiagramas de procesos para la optimización de flujosMery RamirezBelum ada peringkat
- (DTNB) 5,5-Ditiobis-2 Nitro BenzoicoDokumen6 halaman(DTNB) 5,5-Ditiobis-2 Nitro BenzoicoLucila Figueroa GalloBelum ada peringkat
- Matadero y Carnicería. Charcutería. Material de Orientación Profesional. José Antonio Peñafiel Vásquez. Licenciado en Educación en Industrias AlimentaríasDokumen23 halamanMatadero y Carnicería. Charcutería. Material de Orientación Profesional. José Antonio Peñafiel Vásquez. Licenciado en Educación en Industrias AlimentaríasJosé Antonio Peñafiel VásquezBelum ada peringkat
- Dev ExpressDokumen11 halamanDev ExpressFederico Martinez CarrizalesBelum ada peringkat
- Teoria de La Culpa DiapositivasDokumen55 halamanTeoria de La Culpa DiapositivasZhenHuoChile100% (1)
- GeografiaDokumen191 halamanGeografiaarleth ponceBelum ada peringkat
- Folclore LatinoamericanoDokumen40 halamanFolclore Latinoamericanoillapugallo83% (6)
- Formulación del problema en la investigación dialécticaDokumen23 halamanFormulación del problema en la investigación dialécticaMildred TO50% (2)
- HEBREOSDokumen9 halamanHEBREOSGiovanni VilledaBelum ada peringkat
- Ventajas y Desventajas de Los Modelos de InventariosDokumen4 halamanVentajas y Desventajas de Los Modelos de InventariosROsii ROdriguezBelum ada peringkat
- Thomas ReidDokumen60 halamanThomas ReidEduardo Fabián Bermeo MuñozBelum ada peringkat
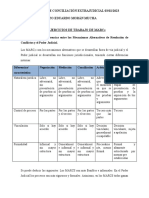
- Ejercicio de Trabajo de MARCsDokumen3 halamanEjercicio de Trabajo de MARCsEduardo MoranBelum ada peringkat
- Modelo Descargo Infracciones TránsitoDokumen4 halamanModelo Descargo Infracciones TránsitoEstela SánchezBelum ada peringkat
- Capitulo 1. Planteamiento de Problema y JustificacionDokumen16 halamanCapitulo 1. Planteamiento de Problema y JustificacionFredy GallegosBelum ada peringkat
- MC-BOD-P005 Proc - Recepcion Conforme MaqsaDokumen7 halamanMC-BOD-P005 Proc - Recepcion Conforme MaqsaYerko Bastian Fuentes SantanderBelum ada peringkat
- Las 5 Fuerzas de Porter de KFCDokumen3 halamanLas 5 Fuerzas de Porter de KFCMontes De Oca JessicaBelum ada peringkat
- TEKNO 4º EsoDokumen336 halamanTEKNO 4º EsoVCM100% (1)
- En CuestaDokumen17 halamanEn CuestaIre NeBelum ada peringkat
- Unidad 04 LM5Dokumen16 halamanUnidad 04 LM5Ruby Quintana EstrellaBelum ada peringkat
- Trabajo Equipo 4 SeptiembreDokumen6 halamanTrabajo Equipo 4 SeptiembreSilvia Andrea TorresBelum ada peringkat
- Salud de La Educacion Fisica y DeporteDokumen1 halamanSalud de La Educacion Fisica y DeportepgabrielaucBelum ada peringkat
- Informe HumedalDokumen5 halamanInforme HumedalGuzman JesiBelum ada peringkat
- Geografia de ChotaDokumen17 halamanGeografia de ChotaLuis De La Cruz PrietoBelum ada peringkat
- Examen biología 4to secundaria tópicos claveDokumen3 halamanExamen biología 4to secundaria tópicos claveĎēřëķ ŠhåmïřBelum ada peringkat