Anda mungkin juga menyukai
- Professor Joe Greene Csu, ChicoDokumen15 halamanProfessor Joe Greene Csu, ChicoTushar Prakash ChaudhariBelum ada peringkat
- Injection Mould DesignDokumen12 halamanInjection Mould DesignandreafarronatoBelum ada peringkat
- Mold and Die - PPTDokumen110 halamanMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- 12 Casing Exit OptionsDokumen37 halaman12 Casing Exit Optionsام فاطمة البطاط100% (1)
- 02 MachiningDokumen34 halaman02 MachiningJignesh ChoudhuryBelum ada peringkat
- ControlDokumen49 halamanControlkhalil alhatabBelum ada peringkat
- DFM Mold Design GuidelinesDokumen37 halamanDFM Mold Design GuidelinesGiap NguyenBelum ada peringkat
- 2.17. Design Procedure For Progressive DiesDokumen2 halaman2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDokumen62 halamanRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezBelum ada peringkat
- Fixture 1234Dokumen104 halamanFixture 1234Muthu AravindBelum ada peringkat
- Mould Maintenance.Dokumen13 halamanMould Maintenance.vinod sharmaBelum ada peringkat
- FixtureDokumen104 halamanFixtureArumugam R100% (1)
- Injection Moulding Process ExplainedDokumen63 halamanInjection Moulding Process ExplainedRaihan FirdausBelum ada peringkat
- Injection molding machine schematics and process guideDokumen29 halamanInjection molding machine schematics and process guideTamirat NemomsaBelum ada peringkat
- Plate Jig Design for Drilling Cast Aluminum HousingDokumen27 halamanPlate Jig Design for Drilling Cast Aluminum HousingVINCENT MUNGUTIBelum ada peringkat
- Permanent Packer Removal TechniquesDokumen35 halamanPermanent Packer Removal Techniquesmahimoh18Belum ada peringkat
- Mould Maintenance GuideDokumen13 halamanMould Maintenance Guidebest4rever100% (2)
- MoldDokumen44 halamanMoldrohitBelum ada peringkat
- Injection Moulding: From: Prof Sandeep Patil Mechanical Dept-SRGS IOTDokumen27 halamanInjection Moulding: From: Prof Sandeep Patil Mechanical Dept-SRGS IOTprofsandeepBelum ada peringkat
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDokumen56 halaman19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MBelum ada peringkat
- CastingDokumen74 halamanCastingParth Maldhure100% (1)
- Chapter 2 Injection MoldsDokumen83 halamanChapter 2 Injection MoldsRadia ElkhaniBelum ada peringkat
- Injection Mould Unit-IIDokumen103 halamanInjection Mould Unit-II20PP001 balaji suresh bhaleBelum ada peringkat
- Mold DesignDokumen15 halamanMold Designsh.machining industriesBelum ada peringkat
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDokumen54 halaman19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MBelum ada peringkat
- Steam Injection Well Best Practices - Venturi Choke WorkoverDokumen14 halamanSteam Injection Well Best Practices - Venturi Choke WorkoverHeris Sitompul100% (1)
- Drilling OperationsDokumen18 halamanDrilling OperationsGustavo TeixeiraBelum ada peringkat
- Fabrication of ToolBoxDokumen9 halamanFabrication of ToolBoxRogen Darell AbanBelum ada peringkat
- Turret LatheDokumen12 halamanTurret LatheK Nallathambi K NallathambiBelum ada peringkat
- Two Plate Three PlateDokumen15 halamanTwo Plate Three PlateHarshvardhan KharatBelum ada peringkat
- Mould Manufacturing Technology: Checklist For Mould AssemblyDokumen8 halamanMould Manufacturing Technology: Checklist For Mould AssemblyThe Pure ConsciousnessBelum ada peringkat
- Runners and GatesDokumen35 halamanRunners and Gatesbjdavies2010100% (2)
- TR-SW Bleriot XI Build DocumentDokumen23 halamanTR-SW Bleriot XI Build DocumentperaneraBelum ada peringkat
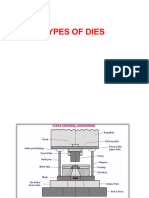
- Types of DiesDokumen99 halamanTypes of DiesMadhav ChaudharyBelum ada peringkat
- Fabrication of Gates & Hoists PDFDokumen242 halamanFabrication of Gates & Hoists PDFshy_foeBelum ada peringkat
- Design For Manufacturing: Professor Joseph GreeneDokumen21 halamanDesign For Manufacturing: Professor Joseph GreeneBa BuBelum ada peringkat
- Flange Fitters Hand BookDokumen52 halamanFlange Fitters Hand BookMohammed Abdul Sayeed100% (3)
- Mold Design Important Features Part 3Dokumen21 halamanMold Design Important Features Part 3Jesus hernandez floresBelum ada peringkat
- 9.extrusion Blow MouldingDokumen35 halaman9.extrusion Blow MouldingMohamed RinasBelum ada peringkat
- Schematic Diagram of Casting MouldDokumen25 halamanSchematic Diagram of Casting MouldvigneshBelum ada peringkat
- Mold DesignDokumen68 halamanMold DesignBagus Bramantya bagusbramantya.2019Belum ada peringkat
- Casing Running ProcedureDokumen22 halamanCasing Running ProcedureYosef ShaabanBelum ada peringkat
- Feed SystemDokumen77 halamanFeed SystemvinayakBelum ada peringkat
- Innovative Casting Technologies & Dualtech Casting ProcessesDokumen88 halamanInnovative Casting Technologies & Dualtech Casting ProcessesDilip RamachandranBelum ada peringkat
- Runner & Gate CalculationDokumen23 halamanRunner & Gate CalculationArunava Bala100% (4)
- Troubleshooting Defects Hot Runner SystemDokumen4 halamanTroubleshooting Defects Hot Runner SystemJorge MartinezBelum ada peringkat
- Site Sampling Testing ConcreteDokumen12 halamanSite Sampling Testing Concretewernhow100% (1)
- Amm 1Dokumen22 halamanAmm 1Durgesh MohantyBelum ada peringkat
- IntroductionDokumen106 halamanIntroductionMahalingam SundaradasBelum ada peringkat
- A practical guide for concrete testingDokumen1 halamanA practical guide for concrete testingEmir MuslićBelum ada peringkat
- Mould and DieDokumen57 halamanMould and DieAkashBelum ada peringkat
- Production Engineering: Jig and Tool DesignDari EverandProduction Engineering: Jig and Tool DesignPenilaian: 4 dari 5 bintang4/5 (9)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingDari EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingPenilaian: 5 dari 5 bintang5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Dari EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Belum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Dari EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Penilaian: 5 dari 5 bintang5/5 (2)
- Ultimate Guide to Basements, Attics & Garages, 3rd Revised Edition: Step-by-Step Projects for Adding Space without Adding onDari EverandUltimate Guide to Basements, Attics & Garages, 3rd Revised Edition: Step-by-Step Projects for Adding Space without Adding onBelum ada peringkat
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Dari EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Belum ada peringkat
- This Old Boat, Second Edition: Completely Revised and ExpandedDari EverandThis Old Boat, Second Edition: Completely Revised and ExpandedBelum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Dari EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Belum ada peringkat
- Frequently Used Drawing Symbols: 856 Salt Lake Court San Jose, Ca 95133 (408) 251-5329Dokumen2 halamanFrequently Used Drawing Symbols: 856 Salt Lake Court San Jose, Ca 95133 (408) 251-5329Ba BuBelum ada peringkat
- Fixed FastenersDokumen5 halamanFixed FastenersPritam PolekarBelum ada peringkat
- Understanding GD&T Positional TolerancesDokumen4 halamanUnderstanding GD&T Positional TolerancesBa BuBelum ada peringkat
- Composite MaterialsDokumen2 halamanComposite MaterialsBa BuBelum ada peringkat
- Basic Mold FunctionsDokumen18 halamanBasic Mold FunctionsVignesh WaranBelum ada peringkat
- Metro20152 CH4Dokumen36 halamanMetro20152 CH4Ba BuBelum ada peringkat
- Chapter 9: Measurement of TemperatureDokumen28 halamanChapter 9: Measurement of TemperatureBa BuBelum ada peringkat
- Composite Positional TolerancingDokumen5 halamanComposite Positional TolerancingCarlos García Hernández100% (1)
- Rules: Three Dimensioning and Tolerancing Rules Defined by The 2009 StandardDokumen3 halamanRules: Three Dimensioning and Tolerancing Rules Defined by The 2009 StandardRamesh PeddagoudBelum ada peringkat
- Measuring Devices ChapterDokumen30 halamanMeasuring Devices ChapterBa BuBelum ada peringkat
- Mold Layout: Professor Joseph GreeneDokumen34 halamanMold Layout: Professor Joseph GreeneBa BuBelum ada peringkat
- Design For Manufacturing: Professor Joseph GreeneDokumen21 halamanDesign For Manufacturing: Professor Joseph GreeneBa BuBelum ada peringkat
- Metro20152 CH3Dokumen42 halamanMetro20152 CH3Ba BuBelum ada peringkat
- Metro20152 CH3Dokumen42 halamanMetro20152 CH3Ba BuBelum ada peringkat
- Chapter 10: NanometrologyDokumen25 halamanChapter 10: NanometrologyBa BuBelum ada peringkat
- What Is An STL File PPTMDokumen5 halamanWhat Is An STL File PPTMBa BuBelum ada peringkat
- Surface Finish Technology Polishing: SPI Finish Guide Typical ApplicationsDokumen1 halamanSurface Finish Technology Polishing: SPI Finish Guide Typical ApplicationsBa BuBelum ada peringkat
- Trouble Shooting For Injection Moulding 2014 PDFDokumen24 halamanTrouble Shooting For Injection Moulding 2014 PDFchemikas8389Belum ada peringkat
- Design Tips Guide 2015Dokumen12 halamanDesign Tips Guide 2015Ba BuBelum ada peringkat
- 8 PDFDokumen10 halaman8 PDFjazBelum ada peringkat
- 11Dokumen10 halaman11Janaka MangalaBelum ada peringkat
- Scheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDokumen4 halamanScheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDaniAmdaniBelum ada peringkat
- 4 Mold IntroDokumen6 halaman4 Mold IntroDaniAmdaniBelum ada peringkat
- 11Dokumen10 halaman11Janaka MangalaBelum ada peringkat
- Plastic Injection Mould Design and Manufacturing GuideDokumen5 halamanPlastic Injection Mould Design and Manufacturing GuideDaniAmdaniBelum ada peringkat
- Design and manufacturing of plastic injection mould materialsDokumen8 halamanDesign and manufacturing of plastic injection mould materialsBa BuBelum ada peringkat
- 9 Ejection System PDFDokumen10 halaman9 Ejection System PDFBa BuBelum ada peringkat
- Classification of Polymers: 02 - Plastic Materials Mould Design ProjectDokumen8 halamanClassification of Polymers: 02 - Plastic Materials Mould Design ProjectDaniAmdaniBelum ada peringkat
- Scheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDokumen4 halamanScheduling and Requirements: 01 - Introduction, Injection Moulding and MachinesDaniAmdaniBelum ada peringkat
- I-Plan Marketing List On Installments 11-Aug-23Dokumen10 halamanI-Plan Marketing List On Installments 11-Aug-23HuxaifaBelum ada peringkat
- Samsung Investor Presentation CE 2022 v1Dokumen22 halamanSamsung Investor Presentation CE 2022 v1Sagar chBelum ada peringkat
- LAB-Histopath Midterms 01Dokumen5 halamanLAB-Histopath Midterms 01Jashmine May TadinaBelum ada peringkat
- Quick Healthcare Stencil: SketchDokumen2 halamanQuick Healthcare Stencil: SketchNafiz Hannan NabilBelum ada peringkat
- Organic FertilizerDokumen2 halamanOrganic FertilizerBien Morfe67% (3)
- Css Recommended BooksDokumen6 halamanCss Recommended Booksaman khanBelum ada peringkat
- Volume Meters Models 962 and 963 Series CDokumen8 halamanVolume Meters Models 962 and 963 Series CVictor Edy Facundo DelzoBelum ada peringkat
- Physics Chapter on Motion and Force EquationsDokumen2 halamanPhysics Chapter on Motion and Force EquationsMalikXufyanBelum ada peringkat
- Hocketts Features of Human Language Zed and JasDokumen41 halamanHocketts Features of Human Language Zed and JasRechelle Marmol100% (1)
- 1703 - Facility Perspectives v502 LOWRESDokumen84 halaman1703 - Facility Perspectives v502 LOWRESdavid_haratsisBelum ada peringkat
- History of Architecture in Relation To Interior Period Styles and Furniture DesignDokumen138 halamanHistory of Architecture in Relation To Interior Period Styles and Furniture DesignHan WuBelum ada peringkat
- Teamcenter 10.1 Business Modeler IDE Guide PLM00071 J PDFDokumen1.062 halamanTeamcenter 10.1 Business Modeler IDE Guide PLM00071 J PDFcad cad100% (1)
- 28 GHZ Millimeter Wave Cellular Communication Measurements For Reflection and Penetration Loss in and Around Buildings in New York CityDokumen5 halaman28 GHZ Millimeter Wave Cellular Communication Measurements For Reflection and Penetration Loss in and Around Buildings in New York CityJunyi LiBelum ada peringkat
- Danfoss DatasheetDokumen74 halamanDanfoss DatasheetzansBelum ada peringkat
- Myo Cny 2023 MenuDokumen12 halamanMyo Cny 2023 Menulihanyong17Belum ada peringkat
- Lista 30 JulioDokumen2 halamanLista 30 JulioMax Bike MartinezBelum ada peringkat
- Web Servers ExplainedDokumen15 halamanWeb Servers ExplainedIman AJBelum ada peringkat
- Drift Punch: Product Features ProfilesDokumen3 halamanDrift Punch: Product Features ProfilesPutra KurniaBelum ada peringkat
- Fundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Dokumen18 halamanFundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Ella QuiBelum ada peringkat
- Plastic BanDokumen3 halamanPlastic BanSangeetha IlangoBelum ada peringkat
- Regenerative Braking System: An Efficient Way to Conserve EnergyDokumen31 halamanRegenerative Braking System: An Efficient Way to Conserve EnergyPRAVIN KUMAR NBelum ada peringkat
- VRLA Instruction ManualDokumen11 halamanVRLA Instruction Manualashja batteryBelum ada peringkat
- Console Output CLI ConsoleDokumen4 halamanConsole Output CLI Consolejaved.rafik.1Belum ada peringkat
- Toyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Dokumen4 halamanToyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Oscarito VázquezBelum ada peringkat
- VPN Risk Report Cybersecurity InsidersDokumen20 halamanVPN Risk Report Cybersecurity InsidersMaria PerezBelum ada peringkat
- Data Structure & Algorithms (TIU-UCS-T201) : Presented by Suvendu Chattaraj (Department of CSE, TIU, WB)Dokumen23 halamanData Structure & Algorithms (TIU-UCS-T201) : Presented by Suvendu Chattaraj (Department of CSE, TIU, WB)Adhara MukherjeeBelum ada peringkat
- Computer Assisted Language LearningDokumen9 halamanComputer Assisted Language Learningapi-342801766Belum ada peringkat
- Watson Studio - IBM CloudDokumen2 halamanWatson Studio - IBM CloudPurvaBelum ada peringkat
- Char Chapori Sahitya ParishadDokumen2 halamanChar Chapori Sahitya ParishaddescataBelum ada peringkat
- WBLFFDokumen10 halamanWBLFFMohd IzatBelum ada peringkat