Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 21 Finishing, Adhesion, AssemblyDokumen22 halaman21 Finishing, Adhesion, Assemblysuhas deshpande100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- 16 CastingDokumen21 halaman16 Castingsuhas deshpande100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- 17 FoamingDokumen32 halaman17 Foamingsuhas deshpande100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Radiation Processing: MFG 355 PlasticsDokumen23 halamanRadiation Processing: MFG 355 Plasticssuhas deshpandeBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 18 Compression and Transfer MoldingDokumen20 halaman18 Compression and Transfer Moldingsuhas deshpande100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- 15 Rotational MoldingDokumen74 halaman15 Rotational Moldingsuhas deshpande100% (5)
- 14 ThermoformingDokumen27 halaman14 Thermoformingsuhas deshpande100% (3)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 09 ThermosetsDokumen44 halaman09 Thermosetssuhas deshpande0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
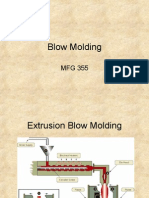
- 13 Blow MoldingDokumen21 halaman13 Blow Moldingsuhas deshpande100% (6)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- 12 Injection MoldingDokumen56 halaman12 Injection Moldingsuhas deshpande100% (11)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 22 OperationsDokumen7 halaman22 Operationssuhas deshpandeBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- 08 Thermoplastic EngineeringDokumen62 halaman08 Thermoplastic Engineeringsuhas deshpande100% (1)
- 11 ExtrusionDokumen60 halaman11 Extrusionsuhas deshpande100% (15)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- 07 Commodity ResinsDokumen27 halaman07 Commodity Resinssuhas deshpandeBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- 06 Designing With PlasticsDokumen37 halaman06 Designing With Plasticssuhas deshpande100% (2)
- 01 IntroductionDokumen15 halaman01 Introductionsuhas deshpandeBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- 04 Mechanical PropertiesDokumen20 halaman04 Mechanical Propertiessuhas deshpande100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 01 IntroductionDokumen15 halaman01 Introductionsuhas deshpandeBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 05 Chemical and PhysicalDokumen35 halaman05 Chemical and Physicalsuhas deshpande100% (1)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Polymeric Materials Molecular ViewDokumen22 halamanPolymeric Materials Molecular Viewsuhas deshpandeBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- 03 MicrostructuresDokumen16 halaman03 Microstructuressuhas deshpandeBelum ada peringkat
- 23 Environmental Aspects of PlasticsDokumen19 halaman23 Environmental Aspects of Plasticssuhas deshpandeBelum ada peringkat
- Cmmlevel2 090608011714 Phpapp01Dokumen28 halamanCmmlevel2 090608011714 Phpapp01Naila KhanBelum ada peringkat
- Capability Maturity Model For Software (CMM) : Maturity Level - 5 (Optimized Level)Dokumen20 halamanCapability Maturity Model For Software (CMM) : Maturity Level - 5 (Optimized Level)suhas deshpande100% (1)
- Capability Maturity Model For Software (CMM) : Maturity Level - 4 (Managed Level)Dokumen14 halamanCapability Maturity Model For Software (CMM) : Maturity Level - 4 (Managed Level)suhas deshpande100% (1)
- Capability Maturity Model For Software (CMM) : Maturity Level - 3 (Defined Level)Dokumen32 halamanCapability Maturity Model For Software (CMM) : Maturity Level - 3 (Defined Level)suhas deshpande100% (1)
- Capability Maturity Model For Software (CMM)Dokumen33 halamanCapability Maturity Model For Software (CMM)suhas deshpandeBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Capability Maturity Model For Software (CMM)Dokumen33 halamanCapability Maturity Model For Software (CMM)suhas deshpandeBelum ada peringkat
- Individual Reflection ScribdDokumen4 halamanIndividual Reflection ScribdJamie Chan JieminBelum ada peringkat
- Teccrs 3800Dokumen431 halamanTeccrs 3800Genus SumBelum ada peringkat
- English Assignment - October 6, 2020 - Group AssignmentDokumen3 halamanEnglish Assignment - October 6, 2020 - Group AssignmentDaffa RaihanBelum ada peringkat
- Geography Paper 1Dokumen7 halamanGeography Paper 1Sudhir TewatiaBelum ada peringkat
- DocumentationDokumen44 halamanDocumentation19-512 Ratnala AshwiniBelum ada peringkat
- General Information Exhibition Guide Lines - 3P 2022Dokumen6 halamanGeneral Information Exhibition Guide Lines - 3P 2022muhammad khanBelum ada peringkat
- Chapter 3 Mine Ventialtion ProblemDokumen3 halamanChapter 3 Mine Ventialtion ProblemfahimBelum ada peringkat
- UNIT 4 Digital Integrated CircuitsDokumen161 halamanUNIT 4 Digital Integrated CircuitssimhadriBelum ada peringkat
- EPA NCP Technical Notebook PDFDokumen191 halamanEPA NCP Technical Notebook PDFlavrikBelum ada peringkat
- BF254 BF255Dokumen3 halamanBF254 BF255rrr2013Belum ada peringkat
- The King's Avatar - Chapter 696 - Guild Feature - Gravity TalesDokumen5 halamanThe King's Avatar - Chapter 696 - Guild Feature - Gravity TalesMayhaaaBelum ada peringkat
- FO - Course Transition Info - Acknowledgement - SIT50422 - Dip Hospitality Management - V1Dokumen2 halamanFO - Course Transition Info - Acknowledgement - SIT50422 - Dip Hospitality Management - V1nitesh.kc06Belum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Bill of Quantity: Supply of Pipes and FittingsDokumen3 halamanBill of Quantity: Supply of Pipes and FittingssubxaanalahBelum ada peringkat
- 10 Problem For The Topic 9 & 10 Hicao GroupDokumen4 halaman10 Problem For The Topic 9 & 10 Hicao GroupArvin ArmojallasBelum ada peringkat
- Exam C - HANATEC142: SAP Certified Technology Associate - SAP HANA (Edition 2014)Dokumen10 halamanExam C - HANATEC142: SAP Certified Technology Associate - SAP HANA (Edition 2014)SadishBelum ada peringkat
- MELASMA (Ardy, Kintan, Fransisca)Dokumen20 halamanMELASMA (Ardy, Kintan, Fransisca)Andi Firman MubarakBelum ada peringkat
- Intermediate Programming (Java) 1: Course Title: Getting Started With Java LanguageDokumen11 halamanIntermediate Programming (Java) 1: Course Title: Getting Started With Java LanguageRickCy Perucho PccbsitBelum ada peringkat
- Panel Hospital List IGIDokumen6 halamanPanel Hospital List IGIAbdul RahmanBelum ada peringkat
- Buy Wholesale China Popular Outdoor Football Boot For Teenagers Casual High Quality Soccer Shoes FG Ag Graffiti Style & FootballDokumen1 halamanBuy Wholesale China Popular Outdoor Football Boot For Teenagers Casual High Quality Soccer Shoes FG Ag Graffiti Style & Footballjcdc9chh8dBelum ada peringkat
- Lecture 5: Triangulation Adjustment Triangulation: in This Lecture We Focus On The Second MethodDokumen5 halamanLecture 5: Triangulation Adjustment Triangulation: in This Lecture We Focus On The Second MethodXogr BargarayBelum ada peringkat
- Writing Short StoriesDokumen10 halamanWriting Short StoriesRodiatun YooBelum ada peringkat
- Articles About Social Issues - Whiter SkinDokumen9 halamanArticles About Social Issues - Whiter Skinf aBelum ada peringkat
- International Rice Research Newsletter Vol12 No.4Dokumen67 halamanInternational Rice Research Newsletter Vol12 No.4ccquintosBelum ada peringkat
- Movie Review of THORDokumen8 halamanMovie Review of THORSiva LetchumiBelum ada peringkat
- Check List For Design Program of A Parish ChurchDokumen11 halamanCheck List For Design Program of A Parish ChurchQuinn HarloweBelum ada peringkat
- Preliminary Voters ListDokumen86 halamanPreliminary Voters Listمحمد منيب عبادBelum ada peringkat
- Market Challengers StrategiesDokumen19 halamanMarket Challengers Strategiestobbob007100% (20)
- Final Lab Manual Main Ars 200280705008Dokumen6 halamanFinal Lab Manual Main Ars 200280705008shalini pathakBelum ada peringkat
- 2019q123.ev3-Descon Engro Level Gauges-QDokumen7 halaman2019q123.ev3-Descon Engro Level Gauges-Qengr_umer_01Belum ada peringkat
- 3S Why SandhyavandanDokumen49 halaman3S Why SandhyavandanvivektonapiBelum ada peringkat