Anda mungkin juga menyukai
- Ejemplo Winters 3Dokumen12 halamanEjemplo Winters 3juanesrmBelum ada peringkat
- 2 Intento Examen Parcial - Semana 4 - INV - PRIMER BLOQUE-PRODUCCION - (GRUPO5)Dokumen16 halaman2 Intento Examen Parcial - Semana 4 - INV - PRIMER BLOQUE-PRODUCCION - (GRUPO5)juanesrm100% (1)
- Analisis de Produccion La Granja de JuanDokumen4 halamanAnalisis de Produccion La Granja de JuanjuanesrmBelum ada peringkat
- Respuesta Del Foro Costos y PresupuestosDokumen4 halamanRespuesta Del Foro Costos y PresupuestosjuanesrmBelum ada peringkat
- Consolidado Trabajo Colaborativo Fisica II SiiDokumen18 halamanConsolidado Trabajo Colaborativo Fisica II SiijuanesrmBelum ada peringkat
- Forestación - El OlivoDokumen12 halamanForestación - El OlivoNellie KazamiBelum ada peringkat
- El Amor Tiene Sus Propias RazonesDokumen12 halamanEl Amor Tiene Sus Propias Razonestheotokos00726Belum ada peringkat
- Materia SecaDokumen12 halamanMateria SecaIsmael Alessandro Peña CoronadoBelum ada peringkat
- Derechos de La Mujer PoliciaDokumen171 halamanDerechos de La Mujer PoliciaWILLIAM LOPEZ RAMIREZBelum ada peringkat
- Beatríz Galán González. Conservación y Restauración de La Talla de San RoqueDokumen3 halamanBeatríz Galán González. Conservación y Restauración de La Talla de San RoquePedro JiménezBelum ada peringkat
- Lab. 1 - Inttroduccion Al LaboratorioDokumen13 halamanLab. 1 - Inttroduccion Al Laboratoriojhon limachiBelum ada peringkat
- Ubi Est Dolor Sicut Dolor Meus PDFDokumen105 halamanUbi Est Dolor Sicut Dolor Meus PDFBárbara ZagoraBelum ada peringkat
- Mapa Mental GravimetriaDokumen1 halamanMapa Mental GravimetriaRony Coleman100% (1)
- Metodos de Explotacion Shrinkage StopingDokumen2 halamanMetodos de Explotacion Shrinkage StopingMathias SebastianBelum ada peringkat
- CARTA y Certificacion ComunalDokumen6 halamanCARTA y Certificacion ComunalRonald CorderoBelum ada peringkat
- 01 Reglamento para Transporte Con LocomotorasDokumen5 halaman01 Reglamento para Transporte Con Locomotorasrosel prudencio huamanBelum ada peringkat
- Circulación Del Agua en Las PlantasDokumen9 halamanCirculación Del Agua en Las PlantasYessica AltuveBelum ada peringkat
- Módulos Monocristalinos - Si-Esf-M-M125-36: Energía Solar FotovoltaicaDokumen6 halamanMódulos Monocristalinos - Si-Esf-M-M125-36: Energía Solar Fotovoltaicamanugp70Belum ada peringkat
- Popper-El Conocimiento de La Ignorancia PDFDokumen6 halamanPopper-El Conocimiento de La Ignorancia PDFmcamila26653Belum ada peringkat
- Manual de Servicio Del K19 TURBO CARGADORDokumen22 halamanManual de Servicio Del K19 TURBO CARGADORgersonBelum ada peringkat
- CATETERISMO CARDIACO, Cuidados Post CateterismoDokumen11 halamanCATETERISMO CARDIACO, Cuidados Post CateterismoDalila OrtegaBelum ada peringkat
- Control S7 Gestión Logistica GCDokumen3 halamanControl S7 Gestión Logistica GCChris Bravo HuertaBelum ada peringkat
- Trabajo 2 - TD3Dokumen23 halamanTrabajo 2 - TD3TatianaBelum ada peringkat
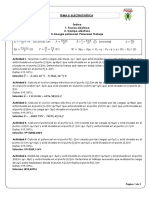
- Tema 5: Electrostática Índice 1. Fuerza Eléctrica 2. Campo Eléctrico 3. Energía Potencial. Potencial. TrabajoDokumen3 halamanTema 5: Electrostática Índice 1. Fuerza Eléctrica 2. Campo Eléctrico 3. Energía Potencial. Potencial. TrabajoAlma MarcelaBelum ada peringkat
- 12.-Acero 2022.02Dokumen51 halaman12.-Acero 2022.02Juan DelgadoBelum ada peringkat
- MARIPOSADokumen74 halamanMARIPOSAANGELICA REYESBelum ada peringkat
- Exposición Secado Indirecto Con AnaquelesDokumen9 halamanExposición Secado Indirecto Con AnaquelesLAURA FERNANDA APONZA LARRAHONDOBelum ada peringkat
- El Sector Lácteo en Panamá ResumenDokumen7 halamanEl Sector Lácteo en Panamá ResumenIris ArjonaBelum ada peringkat
- Resumen de Investigación de Operaciones en Líneas de Espera y Sistemas de ColasDokumen4 halamanResumen de Investigación de Operaciones en Líneas de Espera y Sistemas de ColasJesus Manuel Isidro ChableBelum ada peringkat
- TDR PuentesDokumen42 halamanTDR PuentesPedro IsiqueBelum ada peringkat
- Radiestesia, Compilacion de Horacio Doneitz Tagle MuñozDokumen75 halamanRadiestesia, Compilacion de Horacio Doneitz Tagle MuñozEmiliano Paredes100% (2)
- Guia Taller El Arbol de La VidaDokumen6 halamanGuia Taller El Arbol de La VidaPablo RiosBelum ada peringkat
- Partes de Un MicroscopioDokumen6 halamanPartes de Un MicroscopioSK Salud - AsistenteBelum ada peringkat
- Monografia de La PetroquimicaDokumen12 halamanMonografia de La PetroquimicaSolQABelum ada peringkat
- Idea Principal y Secundaria-EjerciciosDokumen5 halamanIdea Principal y Secundaria-EjerciciosAldo Vargas CharajaBelum ada peringkat