Anda mungkin juga menyukai
- Writing A Case Study ReportDokumen9 halamanWriting A Case Study ReportjimzjBelum ada peringkat
- GR&R Variable October 2019 Check - As FoundDokumen5 halamanGR&R Variable October 2019 Check - As FoundxharpreetxBelum ada peringkat
- The Great South African Land ScandalDokumen158 halamanThe Great South African Land ScandalTinyiko S. MalulekeBelum ada peringkat
- Everything To Know About Customer Lifetime Value - Ebook PDFDokumen28 halamanEverything To Know About Customer Lifetime Value - Ebook PDFNishi GoyalBelum ada peringkat
- Chapter 10 Computer Based Supply Chain Management and Information Systems Integration PDFDokumen26 halamanChapter 10 Computer Based Supply Chain Management and Information Systems Integration PDFDianna RabadonBelum ada peringkat
- Deviation Form TemplateDokumen1 halamanDeviation Form Templatexharpreetx100% (2)
- How NGOs Can Develop Budgets in Their ProposalsDokumen10 halamanHow NGOs Can Develop Budgets in Their ProposalsMurali PrasadBelum ada peringkat
- LAVA - Mobile - Case StudyDokumen3 halamanLAVA - Mobile - Case StudySatyesh.s100% (1)
- Subject: Logistic Management: Course: Attempt Any Five Questions (16 Marks Each)Dokumen11 halamanSubject: Logistic Management: Course: Attempt Any Five Questions (16 Marks Each)Sailpoint CourseBelum ada peringkat
- Principles of World Class ManufacturingDokumen171 halamanPrinciples of World Class Manufacturinglakshmigsr6610100% (1)
- Inventory Management in Supply ChainDokumen11 halamanInventory Management in Supply Chainparadise AngelBelum ada peringkat
- Principles of World Class Manufacturing PDFDokumen171 halamanPrinciples of World Class Manufacturing PDFkaniappan sakthivel100% (1)
- Production and Operations ManagementDokumen21 halamanProduction and Operations ManagementGaurav218100% (4)
- World Class Manufacturing MBA Sem IV-Spl. OM PDFDokumen157 halamanWorld Class Manufacturing MBA Sem IV-Spl. OM PDFsumit verma100% (2)
- 15.01.29. FVL Glossary-Final PDFDokumen19 halaman15.01.29. FVL Glossary-Final PDFCharlesGoBelum ada peringkat
- Microsoft's Diversification StrategyDokumen12 halamanMicrosoft's Diversification StrategypoijiBelum ada peringkat
- Bcom Notes MisDokumen101 halamanBcom Notes Missukrati.m25Belum ada peringkat
- POM - Service Facility Layout Organization of FacilitiesDokumen55 halamanPOM - Service Facility Layout Organization of FacilitiesMae Ann KongBelum ada peringkat
- 2010 Infineon Technologies AG SubmissionDokumen13 halaman2010 Infineon Technologies AG SubmissionnaichiangyuBelum ada peringkat
- HR Presentation .Ppt2003Dokumen17 halamanHR Presentation .Ppt2003Mega_ImranBelum ada peringkat
- Dashen Brewery S.C Final Internship ReportDokumen92 halamanDashen Brewery S.C Final Internship Reporttesfayregs gebretsadikBelum ada peringkat
- Anderson SlidesDokumen28 halamanAnderson Slides11zhengBelum ada peringkat
- Module 1 Business CommunicationDokumen3 halamanModule 1 Business CommunicationYogi KatsBelum ada peringkat
- Terms of Reference: Governance ReviewDokumen4 halamanTerms of Reference: Governance ReviewAlbertBelum ada peringkat
- VW ErpDokumen16 halamanVW ErpPelin BilginBelum ada peringkat
- 2008 Reverse Logistics Strategies For End-Of-life ProductsDokumen22 halaman2008 Reverse Logistics Strategies For End-Of-life ProductsValen Ramirez HBelum ada peringkat
- Progress and Development of Information and Communication Technologies in HospitalityDokumen19 halamanProgress and Development of Information and Communication Technologies in HospitalityDiana KudosBelum ada peringkat
- 2020 Asili Global Rewards Plan EnglishDokumen18 halaman2020 Asili Global Rewards Plan EnglishGary Hasson100% (2)
- Cross-Functional Information Systems: Presented By: Khurram Sheraz Gondal Roll # 508194692Dokumen26 halamanCross-Functional Information Systems: Presented By: Khurram Sheraz Gondal Roll # 508194692Khurram SherazBelum ada peringkat
- Introduction To Operations ManagementDokumen44 halamanIntroduction To Operations ManagementRoshanBelum ada peringkat
- Lecture 1 & 2 (Overview)Dokumen62 halamanLecture 1 & 2 (Overview)Salman MughalBelum ada peringkat
- Chapter 1Dokumen35 halamanChapter 1Sehabom GeberhiwotBelum ada peringkat
- Introduction To Operations System DesignDokumen16 halamanIntroduction To Operations System DesignAliffHaikalBelum ada peringkat
- Evolution of OMDokumen1 halamanEvolution of OMmaheshwari.vas.25Belum ada peringkat
- Introduction To Operations and Competitiveness: Operations As A Transformation ProcessDokumen3 halamanIntroduction To Operations and Competitiveness: Operations As A Transformation Processantonius wilsonBelum ada peringkat
- Session 2 History of OMDokumen10 halamanSession 2 History of OMRoshen Varghese DanielBelum ada peringkat
- 03 - F Actors of Production - Sept 21Dokumen26 halaman03 - F Actors of Production - Sept 21Minyan ZhuBelum ada peringkat
- CH 01Dokumen39 halamanCH 01salmanzaki12Belum ada peringkat
- History of Lean ManufacturingDokumen3 halamanHistory of Lean ManufacturingmartinusteddyBelum ada peringkat
- College of Business and Economics Department of Management Master of Business Administration Advanced Operations Management (MBA 6031)Dokumen39 halamanCollege of Business and Economics Department of Management Master of Business Administration Advanced Operations Management (MBA 6031)yared haftuBelum ada peringkat
- Application Development (An Introduction To Web Development) - ReviewerDokumen18 halamanApplication Development (An Introduction To Web Development) - ReviewerAJ Dela CruzBelum ada peringkat
- Production and Operations Management (POM) : Presented By: Mridul Aggarwal Amit JainDokumen23 halamanProduction and Operations Management (POM) : Presented By: Mridul Aggarwal Amit JainadihindBelum ada peringkat
- Introduction To Operations and Supply Chain ManagementDokumen43 halamanIntroduction To Operations and Supply Chain Managementrohit050Belum ada peringkat
- Chapter 1 IntroductionDokumen34 halamanChapter 1 IntroductionHasen umerBelum ada peringkat
- 06 IndustrializationDokumen30 halaman06 IndustrializationKianna Chelsey Dela CruzBelum ada peringkat
- Lean ManufacturingDokumen12 halamanLean ManufacturingFatahul ArifinBelum ada peringkat
- Introtoman TechapDokumen32 halamanIntrotoman Techapfirzana amiraBelum ada peringkat
- Ch1. POM An IntroductionDokumen33 halamanCh1. POM An IntroductionRajiv BiswasBelum ada peringkat
- Operations Management by Russell and Taylor - PRELIM-1Dokumen119 halamanOperations Management by Russell and Taylor - PRELIM-1Bryl EfenioBelum ada peringkat
- Industry Ivolution PDFDokumen8 halamanIndustry Ivolution PDFAimen GuettacheBelum ada peringkat
- Introduction To Operations ManagementDokumen32 halamanIntroduction To Operations ManagementGeorgy JohnBelum ada peringkat
- Reviewer in ItDokumen5 halamanReviewer in ItSherlyn LopezBelum ada peringkat
- CH 1Dokumen72 halamanCH 1fateh mehmoodBelum ada peringkat
- CH 1Dokumen25 halamanCH 1BERHAN HAILUBelum ada peringkat
- Introduction and Overview of ManufacturingDokumen64 halamanIntroduction and Overview of ManufacturingSafi Ullah WarraichBelum ada peringkat
- 01-Introduction To Ops MGTDokumen47 halaman01-Introduction To Ops MGTanilsswat71Belum ada peringkat
- Industrial-Revolution Supp NotesDokumen24 halamanIndustrial-Revolution Supp NotesproximusBelum ada peringkat
- Operations Management: MBA Ii SemDokumen64 halamanOperations Management: MBA Ii SemarBelum ada peringkat
- Industry 4.0Dokumen31 halamanIndustry 4.0Carlo EusebioBelum ada peringkat
- A Brief History of Operations ManagementDokumen4 halamanA Brief History of Operations ManagementAsjad Khan100% (2)
- Chapter OneDokumen35 halamanChapter Onehamza tureBelum ada peringkat
- History of Operation ManagtDokumen22 halamanHistory of Operation ManagtVaibhav Kannav50% (2)
- Element of Industry 4Dokumen26 halamanElement of Industry 4imran20041904Belum ada peringkat
- First Mover Advntage Is MythDokumen11 halamanFirst Mover Advntage Is MythReddyBelum ada peringkat
- Emerging Techno Chap.1Dokumen32 halamanEmerging Techno Chap.1KeneanBelum ada peringkat
- Manuf Intro Lec Final Oct 28 2023 1Dokumen68 halamanManuf Intro Lec Final Oct 28 2023 1tfkthe46Belum ada peringkat
- MK Introduction of Operation ManagementDokumen21 halamanMK Introduction of Operation ManagementProf. Manoj KumarBelum ada peringkat
- WHMIS Training - Making A DifferenceDokumen56 halamanWHMIS Training - Making A DifferencexharpreetxBelum ada peringkat
- Top 7 Significant Changes To Federal WHMIS Law - Workplace Safety NorthDokumen5 halamanTop 7 Significant Changes To Federal WHMIS Law - Workplace Safety NorthxharpreetxBelum ada peringkat
- Welding Positions - 4 Main Types - Weld GuruDokumen20 halamanWelding Positions - 4 Main Types - Weld GuruxharpreetxBelum ada peringkat
- Hazardous Products Act and The RegulationsDokumen180 halamanHazardous Products Act and The RegulationsxharpreetxBelum ada peringkat
- Biohazard Infectious Materials and PictogramsDokumen2 halamanBiohazard Infectious Materials and PictogramsxharpreetxBelum ada peringkat
- Whmis 1988 Whmis 2015Dokumen3 halamanWhmis 1988 Whmis 2015Muhammad Diky Adin SaputraBelum ada peringkat
- Chapter 5 Rev 2Dokumen32 halamanChapter 5 Rev 2xharpreetxBelum ada peringkat
- mc21 Paper PDFDokumen4 halamanmc21 Paper PDFxharpreetxBelum ada peringkat
- Chapter 4 Rev 2Dokumen37 halamanChapter 4 Rev 2xharpreetxBelum ada peringkat
- Quality Department ProcessesDokumen1 halamanQuality Department ProcessesxharpreetxBelum ada peringkat
- Terminology ISO9000 FamilyDokumen6 halamanTerminology ISO9000 FamilyAlejandro VillaBelum ada peringkat
- Chapter 4 Rev 2Dokumen37 halamanChapter 4 Rev 2xharpreetxBelum ada peringkat
- Differences Between The ASME and ISO Tolerancing StandardsDokumen5 halamanDifferences Between The ASME and ISO Tolerancing StandardsxharpreetxBelum ada peringkat
- HERMLEDokumen1 halamanHERMLExharpreetxBelum ada peringkat
- SHEETMATELDokumen59 halamanSHEETMATELChandra SekarBelum ada peringkat
- Iso GD&TDokumen39 halamanIso GD&TSanjay Kumar SinghBelum ada peringkat
- Lean Six SigmaDokumen2 halamanLean Six SigmaxharpreetxBelum ada peringkat
- dETERMINE K CONSTANTDokumen2 halamandETERMINE K CONSTANTxharpreetxBelum ada peringkat
- Cqe NotesDokumen3 halamanCqe NotesxharpreetxBelum ada peringkat
- Laser WeldiongnDokumen1 halamanLaser WeldiongnxharpreetxBelum ada peringkat
- Pre-Cleaning & Rinsing Ultrasonic Wash PartsDokumen1 halamanPre-Cleaning & Rinsing Ultrasonic Wash PartsxharpreetxBelum ada peringkat
- Welding Labels 1Dokumen1 halamanWelding Labels 1xharpreetxBelum ada peringkat
- La Ko Sure Unsa NiDokumen3 halamanLa Ko Sure Unsa NiJeromeBelum ada peringkat
- Visual Inspection PDFDokumen4 halamanVisual Inspection PDFlutfi_ismailBelum ada peringkat
- mc21 Paper PDFDokumen4 halamanmc21 Paper PDFxharpreetxBelum ada peringkat
- Welding Positions - 4 Main Types - Weld GuruDokumen20 halamanWelding Positions - 4 Main Types - Weld GuruxharpreetxBelum ada peringkat
- AWS D1 Visual InspectionDokumen2 halamanAWS D1 Visual InspectionBHUSHAN KALEBelum ada peringkat
- IVV 06-4 - Ver CDokumen12 halamanIVV 06-4 - Ver CxharpreetxBelum ada peringkat
- MGT AC - Prob-NewDokumen276 halamanMGT AC - Prob-Newrandom122Belum ada peringkat
- ABPS3103 Topic 7Dokumen20 halamanABPS3103 Topic 7Damon CopelandBelum ada peringkat
- Spot THE Error: Detai L Ed Expl Anati OnDokumen131 halamanSpot THE Error: Detai L Ed Expl Anati OnopprakasBelum ada peringkat
- Shantilal Shah Engineering College, Bhavnagar: Submission of Proposal For Project/ModelDokumen7 halamanShantilal Shah Engineering College, Bhavnagar: Submission of Proposal For Project/Modelparth patelBelum ada peringkat
- PMC RFP Document PDFDokumen112 halamanPMC RFP Document PDFHarleen SehgalBelum ada peringkat
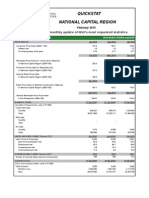
- Quickstat National Capital Region: A Monthly Update of NSO's Most Requested StatisticsDokumen3 halamanQuickstat National Capital Region: A Monthly Update of NSO's Most Requested StatisticsDaniel John Cañares LegaspiBelum ada peringkat
- Suarez, Francis - FORM 1 - 2009 PDFDokumen3 halamanSuarez, Francis - FORM 1 - 2009 PDFal_crespoBelum ada peringkat
- Accounting ProjectDokumen33 halamanAccounting Projectapi-353552300100% (1)
- Journal of Rock Mechanics and Geotechnical EngineeringDokumen13 halamanJournal of Rock Mechanics and Geotechnical EngineeringMichael TiconaBelum ada peringkat
- Guc 57 56 21578 2022-06-21T23 25 51Dokumen3 halamanGuc 57 56 21578 2022-06-21T23 25 51Mariam MhamoudBelum ada peringkat
- AIRTITEDokumen2 halamanAIRTITEMuhammad AtifBelum ada peringkat
- Sinar Mas: Introduction To and Overview ofDokumen26 halamanSinar Mas: Introduction To and Overview ofBayuBelum ada peringkat
- Melinda Coopers Family Values Between Neoliberalism and The New Social ConservatismDokumen4 halamanMelinda Coopers Family Values Between Neoliberalism and The New Social ConservatismmarianfelizBelum ada peringkat
- Seedling Trays Developed by Kal-KarDokumen2 halamanSeedling Trays Developed by Kal-KarIsrael ExporterBelum ada peringkat
- Value ChainDokumen31 halamanValue ChainNodiey YanaBelum ada peringkat
- OD126193179886369000Dokumen6 halamanOD126193179886369000Refill positivityBelum ada peringkat
- TB Chapter 05 Risk and Risk of ReturnsDokumen80 halamanTB Chapter 05 Risk and Risk of Returnsabed kayaliBelum ada peringkat
- Indian Economic Social History Review-1979-Henningham-53-75Dokumen24 halamanIndian Economic Social History Review-1979-Henningham-53-75Dipankar MishraBelum ada peringkat
- Chapter 2.0Dokumen22 halamanChapter 2.0MOHAMAD ASHRAF BIN MOHAMAD TAJARI MoeBelum ada peringkat
- Certificate - BG. MARINE POWER 3028 - TB. KIETRANS 23Dokumen3 halamanCertificate - BG. MARINE POWER 3028 - TB. KIETRANS 23Habibie MikhailBelum ada peringkat
- DTH IndustryDokumen37 halamanDTH IndustrySudip Vyas100% (1)
- Carbon Footprint CalculatorDokumen1 halamanCarbon Footprint CalculatorLadylee AcuñaBelum ada peringkat
- Ackman Herbalife Robin HoodDokumen62 halamanAckman Herbalife Robin HoodpaolomcpakiBelum ada peringkat
- Amma Mobile InsuranceDokumen1 halamanAmma Mobile InsuranceANANTH JBelum ada peringkat
- Wind & Storm Proof UmbrellaDokumen17 halamanWind & Storm Proof UmbrellaIbrahim KhanBelum ada peringkat