Anda mungkin juga menyukai
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDokumen8 halamanReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsBelum ada peringkat
- Research On Gas Tungsten Arc Welding of Stainless PDFDokumen7 halamanResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanBelum ada peringkat
- 198 Ijaema December 5024Dokumen13 halaman198 Ijaema December 5024dir.office.sgearBelum ada peringkat
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Dokumen7 halamanA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianBelum ada peringkat
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDokumen7 halamanOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Welding Research PaperDokumen7 halamanWelding Research Paperkifmgbikf100% (1)
- A Review of GTAW Gas Tungsten Arc Weldin PDFDokumen8 halamanA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayBelum ada peringkat
- Welding Research Paper TopicsDokumen8 halamanWelding Research Paper Topicscaqllprhf100% (1)
- Experimental Investigation of Weld Bead ParametersDokumen7 halamanExperimental Investigation of Weld Bead Parametersvishnu vardhanBelum ada peringkat
- MT PPT Govind-1Dokumen11 halamanMT PPT Govind-1NamanBelum ada peringkat
- Friction Stir Welding of Structural Steel S235 and S355Dokumen7 halamanFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboBelum ada peringkat
- NosaDokumen9 halamanNosaosaroboBelum ada peringkat
- Arc WeldingDokumen14 halamanArc WeldingAnkitPandeyBelum ada peringkat
- Review 1Dokumen12 halamanReview 1N Sudheer RêddyBelum ada peringkat
- Reference 3Dokumen4 halamanReference 3Adnan SaadiBelum ada peringkat
- Optimized Process Parameters GTAW - Literature Survey PDFDokumen4 halamanOptimized Process Parameters GTAW - Literature Survey PDFswapnil pandeBelum ada peringkat
- A Review On Various Welding TechniquesDokumen7 halamanA Review On Various Welding TechniquesIJMER100% (1)
- Effectof Welding Processeson Microstructure MechanicalDokumen12 halamanEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouBelum ada peringkat
- Effect of Welding Current on A36 Steel Joint PropertiesDokumen10 halamanEffect of Welding Current on A36 Steel Joint PropertiesBasim Al-bhadleBelum ada peringkat
- Effect of Welding Current on Mechanical Properties of Steel WeldsDokumen9 halamanEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabBelum ada peringkat
- Titipan ZahraDokumen7 halamanTitipan ZahraDikaAfriandiBelum ada peringkat
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDokumen12 halamanExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesBelum ada peringkat
- Research Paper Mig WeldingDokumen8 halamanResearch Paper Mig Weldingcan3z5gx100% (1)
- Weldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWDokumen6 halamanWeldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWmaro151Belum ada peringkat
- Teklas 0A - PROPERTIESDokumen7 halamanTeklas 0A - PROPERTIESMudzakkir DioktyantoBelum ada peringkat
- Mechanical and Metallurgy Properties of Dissimilar Welded Components (Aisi304-Aisi430 Stainless Steel) by Using Gas Tungsten Arc WeldingDokumen19 halamanMechanical and Metallurgy Properties of Dissimilar Welded Components (Aisi304-Aisi430 Stainless Steel) by Using Gas Tungsten Arc Weldinganon_782224603Belum ada peringkat
- AnggeDokumen28 halamanAnggeGizelle DueñasBelum ada peringkat
- The Effect of Welding Heat Input and Wel PDFDokumen8 halamanThe Effect of Welding Heat Input and Wel PDFaadmaadmBelum ada peringkat
- Abstracts About WeldingDokumen9 halamanAbstracts About WeldingVinayak BhustalimathBelum ada peringkat
- Analysis of Gas Metal Arc Welding Using Pulsed Current in Al5052Dokumen17 halamanAnalysis of Gas Metal Arc Welding Using Pulsed Current in Al5052NaveenprakashBelum ada peringkat
- Mse A 2010 ChowdhuryDokumen11 halamanMse A 2010 ChowdhuryIon GheorgheBelum ada peringkat
- J Matpr 2017 07 083Dokumen8 halamanJ Matpr 2017 07 083anandhunehBelum ada peringkat
- Spot Welding Research PaperDokumen4 halamanSpot Welding Research Paperuzypvhhkf100% (1)
- Investigating The Effect of TIG Welding On The SurDokumen7 halamanInvestigating The Effect of TIG Welding On The Surcristian BastiasBelum ada peringkat
- A Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFDokumen5 halamanA Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFMursidil KamilBelum ada peringkat
- A Review On Various Welding TechniquesDokumen7 halamanA Review On Various Welding Techniquesfazakas barnaBelum ada peringkat
- WeldingDokumen3 halamanWeldingRehan AmeenBelum ada peringkat
- Low Cost Friction Stir Welding A ReviewDokumen10 halamanLow Cost Friction Stir Welding A ReviewWeld TechBelum ada peringkat
- Study of Tig WeldingDokumen11 halamanStudy of Tig WeldingChandan Srivastava100% (1)
- PENGARUH ARUS LISTRIK DAN TEKANAN GAS LAS MIG TERHADAP PIPA MILD STEELDokumen5 halamanPENGARUH ARUS LISTRIK DAN TEKANAN GAS LAS MIG TERHADAP PIPA MILD STEELBahtiar Nur FaiziBelum ada peringkat
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Dokumen16 halamanA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebBelum ada peringkat
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDokumen5 halaman13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuBelum ada peringkat
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Dokumen5 halaman13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Friction Stir Welding Thesis 2011Dokumen4 halamanFriction Stir Welding Thesis 2011melissajacksonminneapolis100% (2)
- Jmet Vol4 No1 Fullpaper3Dokumen26 halamanJmet Vol4 No1 Fullpaper3Ariel FerrerBelum ada peringkat
- Fabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsDokumen7 halamanFabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsCecy GonzálezBelum ada peringkat
- Jurnal KEM.948.33 M. Ziyad, FMDokumen7 halamanJurnal KEM.948.33 M. Ziyad, FMZinsaisal BakriBelum ada peringkat
- Factors Governing the Weldability of Structural SteelsDokumen23 halamanFactors Governing the Weldability of Structural Steelso2megotBelum ada peringkat
- Gas Tungsten Arc WeldingDokumen11 halamanGas Tungsten Arc WeldingIrshadBelum ada peringkat
- DUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesDokumen6 halamanDUMKAL INSTITUTE OF ENGINEERING & TECHNOLOGY - Submerged ARC Welding Process and PrinciplesabcBelum ada peringkat
- 19 Ijmperdapr201719Dokumen10 halaman19 Ijmperdapr201719TJPRC PublicationsBelum ada peringkat
- Las 9Dokumen14 halamanLas 9HisokaBelum ada peringkat
- TensileDokumen16 halamanTensileJul CortesBelum ada peringkat
- A Comparison of Mechanical Properties Between Plasma Arc Welding Paw and Four Popular Type of Welding Process Smaw Gmaw - Ilovepdf-CompressedDokumen13 halamanA Comparison of Mechanical Properties Between Plasma Arc Welding Paw and Four Popular Type of Welding Process Smaw Gmaw - Ilovepdf-CompressedAlireza KhodabandehBelum ada peringkat
- Characterization of Duplex Stainless Steel TIG WeldsDokumen17 halamanCharacterization of Duplex Stainless Steel TIG WeldsPraveen Kumar RBelum ada peringkat
- Avances en Soldadura de Materiales DisimilesDokumen5 halamanAvances en Soldadura de Materiales DisimilesDebora ChavezBelum ada peringkat
- Friction Stir Welding Thesis PDFDokumen8 halamanFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDari EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesBelum ada peringkat
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDari EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonBelum ada peringkat
- Computer Assignment 5 Quiz - Chi SquareDokumen2 halamanComputer Assignment 5 Quiz - Chi SquareVikas Mani TripathiBelum ada peringkat
- Chi-Square Lecture QuizDokumen2 halamanChi-Square Lecture QuizVikas Mani Tripathi100% (1)
- Status As of - / - / - : Relocating Physical IT ServicesDokumen7 halamanStatus As of - / - / - : Relocating Physical IT ServicesVikas Mani TripathiBelum ada peringkat
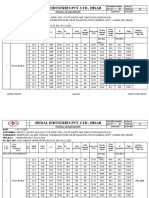
- Jindal Industries Pvt. Limited: Offer List/Sampling Plan (As Per ASTM A53/Approved QAP)Dokumen7 halamanJindal Industries Pvt. Limited: Offer List/Sampling Plan (As Per ASTM A53/Approved QAP)Vikas Mani TripathiBelum ada peringkat
- QF Qa 30 Visual Dimension Final Inspection ReportDokumen8 halamanQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiBelum ada peringkat
- QF Qa 42 Physical Test ReportDokumen73 halamanQF Qa 42 Physical Test ReportVikas Mani TripathiBelum ada peringkat
- QF Qa 42 Physical Test ReportDokumen134 halamanQF Qa 42 Physical Test ReportVikas Mani TripathiBelum ada peringkat
- QF Qa 68 Dim. Report Witness Filled 3589Dokumen2 halamanQF Qa 68 Dim. Report Witness Filled 3589Vikas Mani TripathiBelum ada peringkat
- IDS 532 - National Cranberry Case Study - AnswersDokumen4 halamanIDS 532 - National Cranberry Case Study - AnswersVikas Mani TripathiBelum ada peringkat
- Quiz 8Dokumen8 halamanQuiz 8Vikas Mani TripathiBelum ada peringkat
- Assignment 3Dokumen4 halamanAssignment 3Vikas Mani TripathiBelum ada peringkat
- Quiz 7Dokumen3 halamanQuiz 7Vikas Mani TripathiBelum ada peringkat
- Surveyor's Attendance Sheet/ Time Sheet: Surveyor's Name Date of Visit Inspection PlaceDokumen1 halamanSurveyor's Attendance Sheet/ Time Sheet: Surveyor's Name Date of Visit Inspection PlaceVikas Mani TripathiBelum ada peringkat
- Jindal Industries Pvt. Limited: Offer List/Sampling Plan (As Per ASTM A53/Approved QAP)Dokumen7 halamanJindal Industries Pvt. Limited: Offer List/Sampling Plan (As Per ASTM A53/Approved QAP)Vikas Mani TripathiBelum ada peringkat
- IDS 532 Midterm Fall 2015Dokumen7 halamanIDS 532 Midterm Fall 2015Vikas Mani TripathiBelum ada peringkat
- Procurement Services: Industry & Facilities DivisionDokumen6 halamanProcurement Services: Industry & Facilities DivisionVikas Mani TripathiBelum ada peringkat
- Downloaded From WWW - ETTV.tvDokumen1 halamanDownloaded From WWW - ETTV.tvVikas Mani TripathiBelum ada peringkat
- Compound Die - ALLDokumen14 halamanCompound Die - ALLVikas Mani TripathiBelum ada peringkat
- DNV Photos DocumentDokumen3 halamanDNV Photos DocumentVikas Mani TripathiBelum ada peringkat
- Microstructural evolution during friction surfacing of tool steelDokumen6 halamanMicrostructural evolution during friction surfacing of tool steelVikas Mani TripathiBelum ada peringkat
- Size 8 Veg Nutrition Plan by Guru MannDokumen17 halamanSize 8 Veg Nutrition Plan by Guru MannVikas Mani TripathiBelum ada peringkat
- Introduction UsmanDokumen20 halamanIntroduction UsmanVikas Mani TripathiBelum ada peringkat
- SIZE 8 VEG NUTRITION PLAN by Guru Mann PDFDokumen11 halamanSIZE 8 VEG NUTRITION PLAN by Guru Mann PDFPranav BhagatBelum ada peringkat
- Release Note - 001, DTD - 14.03.2020Dokumen1 halamanRelease Note - 001, DTD - 14.03.2020Vikas Mani TripathiBelum ada peringkat
- What Is NanometrologyDokumen3 halamanWhat Is NanometrologyVikas Mani TripathiBelum ada peringkat
- RARBGDokumen1 halamanRARBGVikas Mani TripathiBelum ada peringkat
- 7.design and Analysis of Disk Brake PDFDokumen9 halaman7.design and Analysis of Disk Brake PDFVikas Mani TripathiBelum ada peringkat
- ISOMETRIC VIEW OF INVERTED BLANKING TOOLDokumen11 halamanISOMETRIC VIEW OF INVERTED BLANKING TOOLVikas Mani TripathiBelum ada peringkat
- ACFrOgA4XYVdqLCjWxoKu3 ju1Rqu9FXEzxdUqZG2vrabCw1EkayfYE3miF5nnhlOiumfbjXIo2fR4JfSIgLaWbqa3iMW1jBcxCpy0IZMhDGFEOSSDANaRUJ cBEHwkDokumen75 halamanACFrOgA4XYVdqLCjWxoKu3 ju1Rqu9FXEzxdUqZG2vrabCw1EkayfYE3miF5nnhlOiumfbjXIo2fR4JfSIgLaWbqa3iMW1jBcxCpy0IZMhDGFEOSSDANaRUJ cBEHwkVikas Mani TripathiBelum ada peringkat
- Equipment Rental RatesDokumen17 halamanEquipment Rental RatesHeide Dacyon100% (2)
- The Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsDokumen7 halamanThe Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsGuilherme NagaeBelum ada peringkat
- Ruukki 41338 Instructiuni de Montaj Placarea Fatadei Peste PanouriDokumen12 halamanRuukki 41338 Instructiuni de Montaj Placarea Fatadei Peste PanouriGhenoiu PaulBelum ada peringkat
- Study Material Term 2 Xi Physics 2021-22Dokumen176 halamanStudy Material Term 2 Xi Physics 2021-22Rudresh Kalasannavar100% (1)
- SCIENCEDokumen4 halamanSCIENCEMaria Dhalia MarquezBelum ada peringkat
- Exterior Dimensions Uc1A - : JANUARY 2009Dokumen20 halamanExterior Dimensions Uc1A - : JANUARY 2009wayne mcmurrayBelum ada peringkat
- SD 14 eDokumen12 halamanSD 14 eseaqu3stBelum ada peringkat
- ds511 Specification Sheet EnglishDokumen4 halamands511 Specification Sheet EnglishAntonio BocanegraBelum ada peringkat
- Piping Work Method For Fuel Oil Pipe Fabrication Installation and TestingDokumen7 halamanPiping Work Method For Fuel Oil Pipe Fabrication Installation and Testingsamsul maarif100% (1)
- Specialized User Manual: Command Post WuDokumen8 halamanSpecialized User Manual: Command Post WuМарина Методиева-ЙордановаBelum ada peringkat
- Electric Traction Multiple Choice Questions and Answers Preparation For Competition Exams PDF - Preparation For Engineering PDFDokumen11 halamanElectric Traction Multiple Choice Questions and Answers Preparation For Competition Exams PDF - Preparation For Engineering PDFER Mukesh ThakurBelum ada peringkat
- AS4041 PresurecontainmentDokumen5 halamanAS4041 PresurecontainmentJOHNKBelum ada peringkat
- 980a1003 PDFDokumen48 halaman980a1003 PDFMichael DavenportBelum ada peringkat
- Climate Control PDFDokumen80 halamanClimate Control PDFArivup PavalanBelum ada peringkat
- Aisi 1010 Carbon Steel (Uns g10100)Dokumen5 halamanAisi 1010 Carbon Steel (Uns g10100)spiderblackBelum ada peringkat
- PrimeProbe3+ PPS-PP3-044-2.0Dokumen18 halamanPrimeProbe3+ PPS-PP3-044-2.0Kishan ChandrasekaraBelum ada peringkat
- 9991013Dokumen16 halaman9991013dsn_sarmaBelum ada peringkat
- TheArtofAviation 10016620 PDFDokumen270 halamanTheArtofAviation 10016620 PDFangelo dosramosBelum ada peringkat
- Deutz 226B Operation ManualDokumen58 halamanDeutz 226B Operation ManualThanh Secondheart84% (32)
- Powerplant Quizlet 492Dokumen63 halamanPowerplant Quizlet 492Jecah Angelu S. SaquianBelum ada peringkat
- Oil SeparatorDokumen2 halamanOil SeparatorOnofreBelum ada peringkat
- Oil Free Compressor Manual 132 KWDokumen33 halamanOil Free Compressor Manual 132 KWrubiodegoBelum ada peringkat
- Lecture VI - PID Controller in Pneumatic System (Use Case)Dokumen21 halamanLecture VI - PID Controller in Pneumatic System (Use Case)R.W. Saputra100% (1)
- Automation and Robotics LabDokumen38 halamanAutomation and Robotics LabRanjit KumarBelum ada peringkat
- Cup 04 HSP Uk Web PDFDokumen2 halamanCup 04 HSP Uk Web PDFcasda73Belum ada peringkat
- Instructions:: Gujarat Technological UniversityDokumen2 halamanInstructions:: Gujarat Technological UniversityKislay ChoudharyBelum ada peringkat
- Parts List for Vacuum Systems with Location, Brand and Model DetailsDokumen68 halamanParts List for Vacuum Systems with Location, Brand and Model DetailsJose Gregorio Lira SerranoBelum ada peringkat
- Structural Cracks in BeamDokumen2 halamanStructural Cracks in Beamswapnil gandhiBelum ada peringkat
- Fracturing Engineering Manual - 4243456 - 02Dokumen903 halamanFracturing Engineering Manual - 4243456 - 02Pablo Antezana100% (2)
- Co Po MappingDokumen71 halamanCo Po MappingPoun KumarBelum ada peringkat