Anda mungkin juga menyukai
- Conformado de Materiales CeramicosDokumen48 halamanConformado de Materiales Ceramicos'Lau WeistBelum ada peringkat
- Ceramics Processing PDFDokumen45 halamanCeramics Processing PDFLayla DexBelum ada peringkat
- AMP Unit 4Dokumen30 halamanAMP Unit 4Ajai BaskarBelum ada peringkat
- General Manufacturing StepsDokumen9 halamanGeneral Manufacturing StepsPatricia de LeonBelum ada peringkat
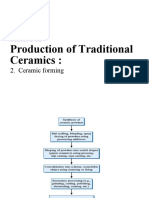
- Ceramic Forming MethodsDokumen38 halamanCeramic Forming MethodsUsamaBelum ada peringkat
- Chapter 2Dokumen38 halamanChapter 2Umesh ChandraBelum ada peringkat
- Ceramics Processing: Computer-Aided ManufacturingDokumen17 halamanCeramics Processing: Computer-Aided ManufacturingJonathan AbrahamBelum ada peringkat
- Publication 3 28287 5018Dokumen4 halamanPublication 3 28287 5018adhav1avi0804Belum ada peringkat
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDokumen76 halamanChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneBelum ada peringkat
- Development of Ceramic PalletDokumen10 halamanDevelopment of Ceramic PalletNawal HaiderBelum ada peringkat
- Ceramic Materials Unit 5,6Dokumen32 halamanCeramic Materials Unit 5,6Akhil BaaBelum ada peringkat
- Ceramic Materials InstrDokumen13 halamanCeramic Materials InstrAditya Ardana100% (1)
- Ceramics, Glasses, and Superconductors Processing TechniquesDokumen44 halamanCeramics, Glasses, and Superconductors Processing TechniquesSuleman Ayub100% (1)
- CERAMICSDokumen7 halamanCERAMICSfarhan.anjum20032004Belum ada peringkat
- Ceramic PresentationDokumen12 halamanCeramic PresentationMuhammad Shafiq Abdul KarimBelum ada peringkat
- Silicon Nitride CeramicDokumen43 halamanSilicon Nitride CeramicSukmaSuciBelum ada peringkat
- MME 295 Lec 5Dokumen20 halamanMME 295 Lec 5Fahim Faisal RaunaqBelum ada peringkat
- CERAMic and GlassDokumen53 halamanCERAMic and GlassAjyant SuryaBelum ada peringkat
- Advaned Ceramic Forming MethodsDokumen24 halamanAdvaned Ceramic Forming Methodsopj662Belum ada peringkat
- 2-Experiment 2-Handout PDFDokumen8 halaman2-Experiment 2-Handout PDFOğuz YavuzBelum ada peringkat
- Ceramic Tile Manufacturing ProcesssDokumen20 halamanCeramic Tile Manufacturing ProcesssMike Cajes AsiadoBelum ada peringkat
- Ceramics Fabrication, Synthesis, and Processing TechniquesDokumen18 halamanCeramics Fabrication, Synthesis, and Processing TechniquesMark William Almero Geron100% (1)
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDokumen72 halamanProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarBelum ada peringkat
- Ceramic ProcessingDokumen47 halamanCeramic ProcessingnvemanBelum ada peringkat
- Ceramic Forming TechniquesDokumen26 halamanCeramic Forming TechniquesBorith pangBelum ada peringkat
- WPT CastingDokumen70 halamanWPT CastingHuzaifaBelum ada peringkat
- Ceramic Tile Drying AnalysisDokumen10 halamanCeramic Tile Drying Analysismap vitcoBelum ada peringkat
- Assignment 2 - EPP201 (149616)Dokumen6 halamanAssignment 2 - EPP201 (149616)shahanmhd51Belum ada peringkat
- CH 17Dokumen48 halamanCH 17Afşin BakkalBelum ada peringkat
- 7 Dry Sand MoldingDokumen3 halaman7 Dry Sand MoldingFahri RamadhanBelum ada peringkat
- Ceramic Fab Part-I COV21Dokumen11 halamanCeramic Fab Part-I COV21SamBelum ada peringkat
- Ceramic Manufactur PDFDokumen13 halamanCeramic Manufactur PDFYogie S PrabowoBelum ada peringkat
- Cassting 1Dokumen10 halamanCassting 1steve ogagaBelum ada peringkat
- IntroductionDokumen6 halamanIntroductionAvani Modi PanditBelum ada peringkat
- Glass & Ceramics Forming TechniquesDokumen36 halamanGlass & Ceramics Forming TechniquesSief MohyBelum ada peringkat
- APT_AnkitDokumen86 halamanAPT_AnkitAnkit NatekarBelum ada peringkat
- Moulding ProcessesDokumen10 halamanMoulding ProcessesChinmay Das67% (3)
- Shrinkag eDokumen59 halamanShrinkag eÄâmïř ÌřşhądBelum ada peringkat
- Tiles ProcessDokumen7 halamanTiles Processinkera - HRBelum ada peringkat
- Cement and CeremicsDokumen57 halamanCement and CeremicslvvjkhpoggpskjzcpwBelum ada peringkat
- Dry Sand Molding & Shell Molding ProcessDokumen3 halamanDry Sand Molding & Shell Molding Processরিপন মন্ডলBelum ada peringkat
- An Introduction To Shaw Process by MustaDokumen14 halamanAn Introduction To Shaw Process by MustaMarthinBelum ada peringkat
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDokumen68 halamanDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeBelum ada peringkat
- Manufacturing ProcessDokumen7 halamanManufacturing ProcessJay BhavsarBelum ada peringkat
- 4castingprocesses 120526012606 Phpapp01Dokumen28 halaman4castingprocesses 120526012606 Phpapp01Chennai TuitionsBelum ada peringkat
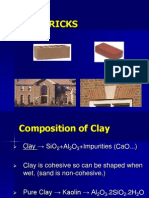
- Clay BricksDokumen21 halamanClay BricksArul Gnanapragasam100% (1)
- Manufacturing TechnologyDokumen21 halamanManufacturing TechnologyRoshanGeorgeBelum ada peringkat
- GLASS & CERAMIC SHAPING TECHNIQUESDokumen31 halamanGLASS & CERAMIC SHAPING TECHNIQUESafriyantiBelum ada peringkat
- How Product MadeDokumen13 halamanHow Product MadewwcallBelum ada peringkat
- Glassworking: An Overview of Raw Materials, Shaping Processes, Heat Treatment and Product DesignDokumen30 halamanGlassworking: An Overview of Raw Materials, Shaping Processes, Heat Treatment and Product DesignSam LoveBelum ada peringkat
- Ceramic TileDokumen9 halamanCeramic TileNazanin SabetBelum ada peringkat
- Ceramic Powders: Production and CharacterizationDokumen52 halamanCeramic Powders: Production and CharacterizationUsamaBelum ada peringkat
- Dryngwith Steamby MCConnellyDokumen9 halamanDryngwith Steamby MCConnellyAkoSirwanBelum ada peringkat
- Mme203: Introduction To Metallurgical and Materials EngineeringDokumen8 halamanMme203: Introduction To Metallurgical and Materials EngineeringKupoluyi VictorBelum ada peringkat
- When Glass meets Pharma: Insights about glass as primary packaging materialDari EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialBelum ada peringkat
- Laboratory Manual of Glass-BlowingDari EverandLaboratory Manual of Glass-BlowingPenilaian: 5 dari 5 bintang5/5 (1)
- The Fabrication of Materials: Materials TechnologyDari EverandThe Fabrication of Materials: Materials TechnologyPenilaian: 5 dari 5 bintang5/5 (1)
- Annealing processes for hypoeutectoid and hypereutectoid steelDokumen1 halamanAnnealing processes for hypoeutectoid and hypereutectoid steelAhmad Helmi AdnanBelum ada peringkat
- Viscosity Measurements Using Falling Balls and Capillary FlowDokumen12 halamanViscosity Measurements Using Falling Balls and Capillary FlowAhmad Helmi AdnanBelum ada peringkat
- Processing of CeramicsDokumen13 halamanProcessing of CeramicsAparna DuggiralaBelum ada peringkat
- 2019 Inha Summer School Poster DetailsDokumen7 halaman2019 Inha Summer School Poster DetailsAhmad Helmi AdnanBelum ada peringkat
- Moody ChartDokumen5 halamanMoody ChartMajid KhanBelum ada peringkat
- Basic Statics and Dynamics: Force VectorDokumen4 halamanBasic Statics and Dynamics: Force VectorAhmad Helmi AdnanBelum ada peringkat
- Lab Manual Ebt 251Dokumen29 halamanLab Manual Ebt 251Ahmad Helmi AdnanBelum ada peringkat
- DBT209 - Chapter 1 IntroductionDokumen21 halamanDBT209 - Chapter 1 IntroductionAhmad Helmi AdnanBelum ada peringkat
- Project Add Math 2010 Index Number (Complete)Dokumen25 halamanProject Add Math 2010 Index Number (Complete)Ashraf Shaharudin92% (13)
- Document KKDokumen2 halamanDocument KKAhmad Helmi AdnanBelum ada peringkat
- Silicon Carbide Porcelain Housed Arrester Identification GuideDokumen9 halamanSilicon Carbide Porcelain Housed Arrester Identification GuideHarold NaiborhuBelum ada peringkat
- 14.materials Science and Engineering PDFDokumen18 halaman14.materials Science and Engineering PDFs_manikandanBelum ada peringkat
- A History and Description of French PorcelainDokumen408 halamanA History and Description of French PorcelainPuiu Vasile Chiojdoiu100% (2)
- Analysis of Ceramics Market 2010-2011 enDokumen79 halamanAnalysis of Ceramics Market 2010-2011 enmilanBelum ada peringkat
- Propiedades Generales de Los Materiales Cerámicos: CaolínDokumen4 halamanPropiedades Generales de Los Materiales Cerámicos: CaolínAlfonsoBelum ada peringkat
- CataloguesDokumen3 halamanCataloguesAjit ChauhanBelum ada peringkat
- Council of Scientific and Industrial Research 196, Raja S.C. Mullick Road Kolkata - 700032 (West Bengal)Dokumen7 halamanCouncil of Scientific and Industrial Research 196, Raja S.C. Mullick Road Kolkata - 700032 (West Bengal)tamilarasansrtBelum ada peringkat
- M.Tech. in Ceramic Engineering ProspectusDokumen8 halamanM.Tech. in Ceramic Engineering ProspectusYogesh BadheBelum ada peringkat
- Date Matching Fields ConsigneeDokumen14 halamanDate Matching Fields ConsigneeVân Gỗ Anpro SànBelum ada peringkat
- Tugas Pak AliDokumen38 halamanTugas Pak Alianon_484647789Belum ada peringkat
- Spontaneous Polarization in BaTiO3Dokumen4 halamanSpontaneous Polarization in BaTiO3chvar80Belum ada peringkat
- 2 - Master Info-Sincere (Size, Surface, Random, Single Pattern, CF)Dokumen10 halaman2 - Master Info-Sincere (Size, Surface, Random, Single Pattern, CF)Yuki DesuBelum ada peringkat
- RussiaDokumen830 halamanRussiaThe Cultural CommitteeBelum ada peringkat
- Advantages and Limitations of Ceramic Packaging Technologies in Harsh Applications.Dokumen6 halamanAdvantages and Limitations of Ceramic Packaging Technologies in Harsh Applications.ALTHEA JANINE MACAPUNDAGBelum ada peringkat
- Khmer Chinese Ceramic 9-14 CenturyDokumen19 halamanKhmer Chinese Ceramic 9-14 CenturykilettersBelum ada peringkat
- Syllabus 4Dokumen33 halamanSyllabus 4microsoftkarthiBelum ada peringkat
- Voguebay Lifestyle Gallery BookDokumen83 halamanVoguebay Lifestyle Gallery BookKevinBelum ada peringkat
- Azs, ZR O2 - Al2O3 - Sio2 Refractory Bricks DatasheetDokumen1 halamanAzs, ZR O2 - Al2O3 - Sio2 Refractory Bricks DatasheetHaydee ContrerasBelum ada peringkat
- Laporan Kegiatan Kunjungan PameranDokumen41 halamanLaporan Kegiatan Kunjungan PameranMuhammad Luthfil AufaBelum ada peringkat
- COTTO Collection 2014Dokumen68 halamanCOTTO Collection 2014oonthaiBelum ada peringkat
- Pottery Porcelain Marks IIDokumen55 halamanPottery Porcelain Marks IIanmaremBelum ada peringkat
- Burtrand Lee, Sridhar Komarneni - 2005 - Chemical Processing of CeramicsDokumen737 halamanBurtrand Lee, Sridhar Komarneni - 2005 - Chemical Processing of Ceramicsvanessa santanaBelum ada peringkat
- CaP Phosphoric AcidDokumen4 halamanCaP Phosphoric AcidcrisBelum ada peringkat
- Diagrama PDFDokumen14 halamanDiagrama PDFfrvigozanBelum ada peringkat
- 23 - Toughened Ceramics 1Dokumen28 halaman23 - Toughened Ceramics 1Md. Rafiqul IslamBelum ada peringkat
- Tentative Refractory Repair PlanDokumen3 halamanTentative Refractory Repair PlanDilnesa EjiguBelum ada peringkat
- Lux 3 0 CatalogueDokumen13 halamanLux 3 0 CatalogueRully RyandhaniBelum ada peringkat
- Portfolio For HIAPDokumen241 halamanPortfolio For HIAPDiego CibelliBelum ada peringkat
- .bd-BCMEA Member InfoDokumen5 halaman.bd-BCMEA Member InfoManGoBelum ada peringkat
- Jurnal Markus Tanpa NamaDokumen8 halamanJurnal Markus Tanpa NamaMarkus Koko Nur BudiantoBelum ada peringkat