Anda mungkin juga menyukai
- Ashok LeylandDokumen6 halamanAshok Leylandug121Belum ada peringkat
- Tata TrucksDokumen84 halamanTata TrucksVishal Kaushal100% (1)
- Eicher Motors AT GlanceDokumen2 halamanEicher Motors AT GlanceankushjainjainBelum ada peringkat
- Final Presenation Ashok Leyland TrainingDokumen29 halamanFinal Presenation Ashok Leyland TrainingSrijan Mukherjee100% (1)
- Ashok LeylandDokumen4 halamanAshok Leylandsodhiseema100% (1)
- 2dx Backhoe LoaderDokumen8 halaman2dx Backhoe LoaderKarpun PeguBelum ada peringkat
- Owner'S Manual: Mahindra THARDokumen53 halamanOwner'S Manual: Mahindra THARtito del pinoBelum ada peringkat
- Attrage-Gs 2016 - (Em)Dokumen2 halamanAttrage-Gs 2016 - (Em)Rashidin BujangBelum ada peringkat
- Eicher 11.14Dokumen26 halamanEicher 11.14sanjuchn671100% (1)
- Fault Finding Manual: Telco (Indica) DPC SystemDokumen63 halamanFault Finding Manual: Telco (Indica) DPC SystemRıdvan KurtulduBelum ada peringkat
- Apollo Tyres: 1. Types of ProductsDokumen9 halamanApollo Tyres: 1. Types of ProductsHimanshuBelum ada peringkat
- MiTR Bus Training Content v1Dokumen56 halamanMiTR Bus Training Content v1dhilonjimyBelum ada peringkat
- MahindraDokumen12 halamanMahindraRavi Parekh100% (3)
- History of ASHOK LEYLANDDokumen12 halamanHistory of ASHOK LEYLANDRajanikantJadhav100% (1)
- Learner M1 English Product Familiarization Training TextDokumen110 halamanLearner M1 English Product Familiarization Training TextHernanBelum ada peringkat
- Mahindra EnginesDokumen8 halamanMahindra EnginesAlam MD Sazid50% (2)
- Jeep Belgaum-2Dokumen58 halamanJeep Belgaum-2Jainish PorwalBelum ada peringkat
- Dignostic Tools User Manual For YCM (BCR)Dokumen17 halamanDignostic Tools User Manual For YCM (BCR)papagunzBelum ada peringkat
- H 100 ManualDokumen262 halamanH 100 ManualMurat CanBelum ada peringkat
- Tata WingerDokumen442 halamanTata WingerMohan Kumar Mathrubai100% (5)
- AVTR - Avtrashok Leyland - LH - Range - Brochure - A4 - March 2020 PDFDokumen39 halamanAVTR - Avtrashok Leyland - LH - Range - Brochure - A4 - March 2020 PDFAmit GajjarBelum ada peringkat
- Customer Satisfaction Hyundai MotorsDokumen76 halamanCustomer Satisfaction Hyundai Motorssohel ranasariyaBelum ada peringkat
- Tata Indigo Diesel ManualDokumen151 halamanTata Indigo Diesel ManualErgün YiğitBelum ada peringkat
- Maruti Suzuki AutomobileDokumen80 halamanMaruti Suzuki AutomobileRahul BhansaliBelum ada peringkat
- Vehicle Dismantling Manual TharDokumen33 halamanVehicle Dismantling Manual TharvamshigoudBelum ada peringkat
- Shareholding Pattern of Force MotorsDokumen5 halamanShareholding Pattern of Force MotorsImran KhanBelum ada peringkat
- Xenon RXDokumen130 halamanXenon RXbhushan kalwaBelum ada peringkat
- Tiago XZ Owners ManualDokumen200 halamanTiago XZ Owners ManualVen ABelum ada peringkat
- BM090 BS090 BH090 BS106 Bh115e Bh120e PDFDokumen261 halamanBM090 BS090 BH090 BS106 Bh115e Bh120e PDFDoDuyBacBelum ada peringkat
- Indigo Tcic cr4 Mpfi PDFDokumen166 halamanIndigo Tcic cr4 Mpfi PDFb4ukiran2000Belum ada peringkat
- Tata Spacio ManualDokumen84 halamanTata Spacio Manualxtemp50% (4)
- Honda UnicornDokumen77 halamanHonda UnicornushadgsBelum ada peringkat
- Eicher MotorsDokumen3 halamanEicher MotorsHitesh Chhatwani50% (4)
- Yamaha Motors Training ReportDokumen18 halamanYamaha Motors Training Reportapi-3706848100% (1)
- Major Project Report On: PRERNA CHAUHAN (Enrollment No.07521201713)Dokumen68 halamanMajor Project Report On: PRERNA CHAUHAN (Enrollment No.07521201713)Sushil ThakurBelum ada peringkat
- Bolero Pikup FB SC RHD Mdi TC 3200 Bsii Bsiii PS 2WD - Ver 1 - Sept 2007Dokumen114 halamanBolero Pikup FB SC RHD Mdi TC 3200 Bsii Bsiii PS 2WD - Ver 1 - Sept 2007maxmurshid100% (1)
- BG405ADokumen4 halamanBG405ABipin KumarBelum ada peringkat
- Bolero Brake SystemDokumen41 halamanBolero Brake SystemSibi Dominic100% (4)
- Mitsubichi Minicab SpecificationDokumen5 halamanMitsubichi Minicab SpecificationstdsaaBelum ada peringkat
- New Product Development - November To May 2021Dokumen8 halamanNew Product Development - November To May 2021RAMODSBelum ada peringkat
- Specification of TATA HCV & LCVDokumen5 halamanSpecification of TATA HCV & LCVMahabub HasanBelum ada peringkat
- Transfer Case PDFDokumen19 halamanTransfer Case PDFCatalin BuleandraBelum ada peringkat
- Ficha Tecnica 614Dokumen4 halamanFicha Tecnica 614Ska Richter Ska100% (1)
- Akshay HyundaiDokumen65 halamanAkshay HyundaiAkshay KasarBelum ada peringkat
- Ashok LyalndDokumen116 halamanAshok LyalndManjeet Singh0% (1)
- Summer Internship ReportDokumen50 halamanSummer Internship ReportShekhar Shekhar100% (1)
- D.D (Tech) Tamilnadu State Health Transport Department MoDokumen39 halamanD.D (Tech) Tamilnadu State Health Transport Department MoSakthi Vel100% (2)
- Sail NB Diesel MY15 28287957Dokumen212 halamanSail NB Diesel MY15 28287957L Pampana100% (1)
- Mahindra Thar Di Owners Manual 2015Dokumen118 halamanMahindra Thar Di Owners Manual 2015Sugathan AnandanBelum ada peringkat
- MahindraDokumen104 halamanMahindraAakashSharmaBelum ada peringkat
- Ashok Leyland EngineDokumen4 halamanAshok Leyland Enginenikesh reddyBelum ada peringkat
- Mahindra BoleroDokumen74 halamanMahindra BoleroAnup Kanna60% (5)
- Icv Bs6 Sales Training - 13022020 FsdmsDokumen161 halamanIcv Bs6 Sales Training - 13022020 FsdmsAnkur MestryBelum ada peringkat
- 2) - Discuss The Approaches To New Product Development of Tata AceDokumen2 halaman2) - Discuss The Approaches To New Product Development of Tata AceMonish RaoBelum ada peringkat
- Business Marketing: Tata Motors: The Tata AceDokumen5 halamanBusiness Marketing: Tata Motors: The Tata AceAman KumarBelum ada peringkat
- Business Marketing: Tata Motors: The Tata AceDokumen5 halamanBusiness Marketing: Tata Motors: The Tata AceAman KumarBelum ada peringkat
- History of Tata MotorsDokumen34 halamanHistory of Tata Motorspappucan100% (1)
- Business Marketing Term 5: PGDM 2017-19: Submitted byDokumen8 halamanBusiness Marketing Term 5: PGDM 2017-19: Submitted bySaurabh SinghBelum ada peringkat
- GRDNGKJDTGDokumen1 halamanGRDNGKJDTGSharma SatyanshuBelum ada peringkat
- MODELDokumen1 halamanMODELSharma SatyanshuBelum ada peringkat
- Tata Motors RemunirationDokumen1 halamanTata Motors RemunirationSharma SatyanshuBelum ada peringkat
- Tata MDokumen1 halamanTata MSharma SatyanshuBelum ada peringkat
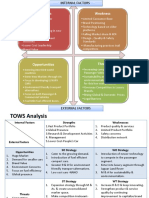
- Tata Motors SWOT TOWS CPM MatrixDokumen6 halamanTata Motors SWOT TOWS CPM MatrixTushar Ballabh50% (2)
- Project Report: Mr. Chivukula RamanaDokumen2 halamanProject Report: Mr. Chivukula RamanaSharma SatyanshuBelum ada peringkat
- 2 Page WriteupDokumen2 halaman2 Page WriteupSharma SatyanshuBelum ada peringkat
- VendDokumen4 halamanVendSharma SatyanshuBelum ada peringkat
- IprDokumen13 halamanIprSharma SatyanshuBelum ada peringkat
- IprDokumen13 halamanIprSharma SatyanshuBelum ada peringkat
- IprDokumen13 halamanIprSharma SatyanshuBelum ada peringkat
- Rrmyr, Ktun45rb4r5mj 5rmj H, r5mh5 r5m, h5 r5, mhgr5, m5g 45rm, 5g 4, MG 4, m4g E4, mg4 E4, MG Ssmsahsdiubsdjdvbdsjbjkbjssdjkabasjsdbasj AkjccbasjdnaskdnasjkDokumen1 halamanRrmyr, Ktun45rb4r5mj 5rmj H, r5mh5 r5m, h5 r5, mhgr5, m5g 45rm, 5g 4, MG 4, m4g E4, mg4 E4, MG Ssmsahsdiubsdjdvbdsjbjkbjssdjkabasjsdbasj AkjccbasjdnaskdnasjkSharma SatyanshuBelum ada peringkat
- IprDokumen13 halamanIprSharma SatyanshuBelum ada peringkat
- Anaskcnas Msammassndasmdnasmdnasm Asjdbasjdbasjdbasj, ZXN, Smcnmasc ZX .Xma X.ZZ, XZ XM - ZX ZxxckasfuioewfsdjfoefwejefhDokumen1 halamanAnaskcnas Msammassndasmdnasmdnasm Asjdbasjdbasjdbasj, ZXN, Smcnmasc ZX .Xma X.ZZ, XZ XM - ZX ZxxckasfuioewfsdjfoefwejefhSharma SatyanshuBelum ada peringkat
- IprDokumen13 halamanIprSharma SatyanshuBelum ada peringkat
- HNH 5555Dokumen1 halamanHNH 5555Sharma SatyanshuBelum ada peringkat
- NhnhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjbbbbbbbbbbbbbbbbbbbbbbbbbbbbbyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyfffffDokumen1 halamanNhnhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhhjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjjbbbbbbbbbbbbbbbbbbbbbbbbbbbbbyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyfffffSharma SatyanshuBelum ada peringkat
- Mohit Hdbassdhas Jdasjdh SHTRBRGRGDokumen1 halamanMohit Hdbassdhas Jdasjdh SHTRBRGRGSharma SatyanshuBelum ada peringkat
- Mohit Hdbassdhas Jdasjdh SHTRBRGRGDokumen1 halamanMohit Hdbassdhas Jdasjdh SHTRBRGRGSharma SatyanshuBelum ada peringkat
- Programme Guide - PGDMCH PDFDokumen58 halamanProgramme Guide - PGDMCH PDFNJMU 2006Belum ada peringkat
- APPELANTDokumen30 halamanAPPELANTTAS MUNBelum ada peringkat
- Chapter 18 Metric and Imperial Measures: Scheme of WorkDokumen2 halamanChapter 18 Metric and Imperial Measures: Scheme of WorkrightwayBelum ada peringkat
- Greetings From Freehold: How Bruce Springsteen's Hometown Shaped His Life and WorkDokumen57 halamanGreetings From Freehold: How Bruce Springsteen's Hometown Shaped His Life and WorkDavid WilsonBelum ada peringkat
- Isomers: Constitutional Isomers Stereoisomers Conformational IsomersDokumen6 halamanIsomers: Constitutional Isomers Stereoisomers Conformational IsomersJules BrunoBelum ada peringkat
- Family Law Outline RevisedDokumen11 halamanFamily Law Outline RevisedAdriana CarinanBelum ada peringkat
- Karakteristik Padi Gogo Lokal Yang Diber 325acbceDokumen10 halamanKarakteristik Padi Gogo Lokal Yang Diber 325acbcemuhammad arjoniBelum ada peringkat
- Earth Art Michael Heizer The CityDokumen2 halamanEarth Art Michael Heizer The Cityccxx09.cxBelum ada peringkat
- Rebrand and Relaunch Hydrox CookiesDokumen9 halamanRebrand and Relaunch Hydrox CookiesAruba KhanBelum ada peringkat
- Biotransformation of DrugsDokumen36 halamanBiotransformation of DrugszeepharmacistBelum ada peringkat
- Flowers For The Devil - A Dark V - Vlad KahanyDokumen435 halamanFlowers For The Devil - A Dark V - Vlad KahanyFizzah Sardar100% (6)
- 21st CENTURY LIT (ILOCOS DEITIES)Dokumen2 halaman21st CENTURY LIT (ILOCOS DEITIES)Louise GermaineBelum ada peringkat
- Genesys NoSkills Fillable Character Sheet PDFDokumen3 halamanGenesys NoSkills Fillable Character Sheet PDFMasterWallwalkerBelum ada peringkat
- Additive ManufactDokumen61 halamanAdditive ManufactAnca Maria TruscaBelum ada peringkat
- Cristoforo BuondelmontiDokumen15 halamanCristoforo BuondelmontiAnna AchiolaBelum ada peringkat
- CAC Policy-FFL - HRD-PM-IMS-011 - Rev05Dokumen13 halamanCAC Policy-FFL - HRD-PM-IMS-011 - Rev05Zaid Bin HishamBelum ada peringkat
- Conservation Is SurvivalDokumen15 halamanConservation Is Survivalzunair9370% (1)
- Bell Atlantic Corp v. TwomblyDokumen4 halamanBell Atlantic Corp v. Twomblylfei1216Belum ada peringkat
- Overhauling Air Compressor On ShipsDokumen12 halamanOverhauling Air Compressor On ShipsTun Lin Naing100% (3)
- Fundamentals of Parenteral NutritionDokumen4 halamanFundamentals of Parenteral NutritionankammaraoBelum ada peringkat
- Factors Affecting The Success or Failure of Project Management Methodologies (PMM) Usage in The UK and Nigerian Construction IndustryDokumen12 halamanFactors Affecting The Success or Failure of Project Management Methodologies (PMM) Usage in The UK and Nigerian Construction IndustryGeorge PereiraBelum ada peringkat
- The BoxDokumen6 halamanThe BoxDemian GaylordBelum ada peringkat
- Impact of Government Policy and Regulations in BankingDokumen65 halamanImpact of Government Policy and Regulations in BankingNiraj ThapaBelum ada peringkat
- C++ & Object Oriented Programming: Dr. Alekha Kumar MishraDokumen23 halamanC++ & Object Oriented Programming: Dr. Alekha Kumar MishraPriyanshu Kumar KeshriBelum ada peringkat
- CibaDokumen16 halamanCibamaheshgupte0% (1)
- RRR Budget Template 1Dokumen4 halamanRRR Budget Template 1api-459388377Belum ada peringkat
- Master of Arts in Education Major in Education Management: Development Administration and Education SubjectDokumen12 halamanMaster of Arts in Education Major in Education Management: Development Administration and Education SubjectJeai Rivera EvangelistaBelum ada peringkat
- DEll PMSDokumen64 halamanDEll PMSDipak ThakurBelum ada peringkat
- A Deep Dive Into 3D-NAND Silicon Linkage To Storage System Performance & ReliabilityDokumen15 halamanA Deep Dive Into 3D-NAND Silicon Linkage To Storage System Performance & ReliabilityHeekwan SonBelum ada peringkat
- Cav PDFDokumen6 halamanCav PDFshandediaz1600Belum ada peringkat