Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- AWS - Study Guide For API Standard 1104 - 21st Edition - 2017.pdf Versión 1Dokumen182 halamanAWS - Study Guide For API Standard 1104 - 21st Edition - 2017.pdf Versión 1Angel Enriquez100% (2)
- Fundamentals Handbook of Mechanical ScienceDokumen252 halamanFundamentals Handbook of Mechanical Sciencehenybam100% (1)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 2013 CAPP Lifting PracticesDokumen64 halaman2013 CAPP Lifting PracticesAhmed KhaledBelum ada peringkat
- E709 PDFDokumen38 halamanE709 PDFhetpinBelum ada peringkat
- ASNT Level II Study Guide PTDokumen114 halamanASNT Level II Study Guide PTNitesh Srivastava100% (2)
- Air Cooled Heat Exchanger Inspection and Test Plan SampleDokumen4 halamanAir Cooled Heat Exchanger Inspection and Test Plan Samplemkash028Belum ada peringkat
- Project Management Plan PDFDokumen18 halamanProject Management Plan PDFDex Miranda100% (3)
- ASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)Dokumen22 halamanASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)vivek_swati100% (2)
- Structure Rehabilitation and Repair PDFDokumen31 halamanStructure Rehabilitation and Repair PDFJerry Lee Moran MerkBelum ada peringkat
- The Story of A Jew Who Islamized Millions of PeopleDokumen7 halamanThe Story of A Jew Who Islamized Millions of Peoplewww.dini-islam.net100% (1)
- Written Instruction PAUT Template (Sample)Dokumen4 halamanWritten Instruction PAUT Template (Sample)Scribd Scribd100% (1)
- BS en 571-1Dokumen16 halamanBS en 571-1Dang Thanh TuanBelum ada peringkat
- Overhead and Gantry CranesDokumen3 halamanOverhead and Gantry CranesCesar NietoBelum ada peringkat
- Sa 403Dokumen10 halamanSa 403Widya widyaBelum ada peringkat
- CSWIP CERTIFICATION FOR UNDERWATER INSPECTION PERSONNELDokumen32 halamanCSWIP CERTIFICATION FOR UNDERWATER INSPECTION PERSONNELcamelod555Belum ada peringkat
- SNIS UT 578 - Steel PlatesDokumen14 halamanSNIS UT 578 - Steel PlatesShailesh DeshmukhBelum ada peringkat
- Subsea Materials Specification for Low Alloy Steel ForgingsDokumen14 halamanSubsea Materials Specification for Low Alloy Steel ForgingsJones Pereira Neto100% (1)
- IR Thermography in NDT ReportDokumen9 halamanIR Thermography in NDT ReportSomnath RangrejBelum ada peringkat
- User Manual White PumpDokumen14 halamanUser Manual White PumpbacabacabacaBelum ada peringkat
- Commissioning & Maintenance of Protective RelaysDokumen65 halamanCommissioning & Maintenance of Protective RelaysYUNASRIL SYARIEFBelum ada peringkat
- African proverbs and sayings give advice to Americans celebrating KwanzaaDokumen3 halamanAfrican proverbs and sayings give advice to Americans celebrating KwanzaaYUNASRIL SYARIEFBelum ada peringkat
- Technical Advisor Job EBC BrakesDokumen2 halamanTechnical Advisor Job EBC BrakesYUNASRIL SYARIEFBelum ada peringkat
- African proverbs and sayings give advice to Americans celebrating KwanzaaDokumen3 halamanAfrican proverbs and sayings give advice to Americans celebrating KwanzaaYUNASRIL SYARIEFBelum ada peringkat
- Ludeca - A Practical Guide To Shaft Alignment PDFDokumen63 halamanLudeca - A Practical Guide To Shaft Alignment PDFdckristantoBelum ada peringkat
- Africanproverbsstation PDFDokumen3 halamanAfricanproverbsstation PDFYUNASRIL SYARIEFBelum ada peringkat
- Sewing Machine Parts and Functions 1Dokumen10 halamanSewing Machine Parts and Functions 1Yoga PratamaBelum ada peringkat
- Administrator Job Description 2014Dokumen4 halamanAdministrator Job Description 2014YUNASRIL SYARIEFBelum ada peringkat
- Suku Cadang MesinDokumen30 halamanSuku Cadang MesinYUNASRIL SYARIEFBelum ada peringkat
- My AnswerDokumen2 halamanMy AnswerYUNASRIL SYARIEFBelum ada peringkat
- Choosing A Chair: Solutions For Trusted LeadershipDokumen8 halamanChoosing A Chair: Solutions For Trusted LeadershipYUNASRIL SYARIEFBelum ada peringkat
- JobdescriptionDokumen1 halamanJobdescriptionYUNASRIL SYARIEFBelum ada peringkat
- Administrator Job Description 2014Dokumen4 halamanAdministrator Job Description 2014YUNASRIL SYARIEFBelum ada peringkat
- DAY06 Conversation I PDFDokumen4 halamanDAY06 Conversation I PDFYUNASRIL SYARIEFBelum ada peringkat
- Jet Pump Agdex716c11Dokumen3 halamanJet Pump Agdex716c11YUNASRIL SYARIEFBelum ada peringkat
- James S. Jetton, Brian E. Porter - Natural Negotiation For Engineers and Technical Professionals-ASME Press (2011)Dokumen189 halamanJames S. Jetton, Brian E. Porter - Natural Negotiation For Engineers and Technical Professionals-ASME Press (2011)YUNASRIL SYARIEFBelum ada peringkat
- Jet Pump or A Submersible Pump More Efficient at Pumping Water PDFDokumen2 halamanJet Pump or A Submersible Pump More Efficient at Pumping Water PDFYUNASRIL SYARIEFBelum ada peringkat
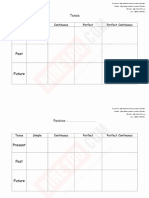
- DAY03 ตาราง Tense PDFDokumen2 halamanDAY03 ตาราง Tense PDFYUNASRIL SYARIEFBelum ada peringkat
- DAY03 ตาราง Tense PDFDokumen2 halamanDAY03 ตาราง Tense PDFYUNASRIL SYARIEFBelum ada peringkat
- 01 PDFDokumen69 halaman01 PDFYUNASRIL SYARIEFBelum ada peringkat
- NDT of MaterialsDokumen25 halamanNDT of MaterialsYUNASRIL SYARIEFBelum ada peringkat
- QC Report for Turbo Compressor Rotor RepairDokumen1 halamanQC Report for Turbo Compressor Rotor RepairYUNASRIL SYARIEFBelum ada peringkat
- Dirty Delegation and Failing to Focus on the FutureDokumen27 halamanDirty Delegation and Failing to Focus on the FutureHaris IbrahimBelum ada peringkat
- CorrISA Course Brochure Jan 2018Dokumen24 halamanCorrISA Course Brochure Jan 2018Stuart WickensBelum ada peringkat
- Aymen CV - EngDokumen5 halamanAymen CV - EngNidhal TOUMIBelum ada peringkat
- Radiography SpecificationDokumen46 halamanRadiography SpecificationPaul BainesBelum ada peringkat
- d601000258 Man 001Dokumen24 halamand601000258 Man 001Oswaldo VillarroelBelum ada peringkat
- History of Ultrasonics PDFDokumen2 halamanHistory of Ultrasonics PDFatiquegeeBelum ada peringkat
- As 2168.1-2009 Non-Destructive Testing - Computerized Radiography SystemsDokumen7 halamanAs 2168.1-2009 Non-Destructive Testing - Computerized Radiography SystemsSAI Global - APACBelum ada peringkat
- Ur P2feb2021Dokumen40 halamanUr P2feb2021nafrisqsBelum ada peringkat
- Main Changes in BV Rules On Materials and Welding For The Classification of Marine UnitsDokumen3 halamanMain Changes in BV Rules On Materials and Welding For The Classification of Marine UnitshamzaBelum ada peringkat
- 2 ASME Quality Control SystemDokumen25 halaman2 ASME Quality Control SystemOsu AmpawanonBelum ada peringkat
- ITP-Onshore-Pipeline PTMDokumen2 halamanITP-Onshore-Pipeline PTMFerdie OSBelum ada peringkat
- DA400 Product Data SheetDokumen2 halamanDA400 Product Data SheetJonathan Espinoza MejiaBelum ada peringkat
- Is 2986Dokumen9 halamanIs 2986sreenathaBelum ada peringkat
- Petroleum and Natural Gas Regulatory Board NotificationDokumen51 halamanPetroleum and Natural Gas Regulatory Board NotificationSubrata PaulBelum ada peringkat
- 6 Things You Must Know Before Inspecting TubesDokumen3 halaman6 Things You Must Know Before Inspecting TubesWoodrow FoxBelum ada peringkat
- Welding Design Procedures and InspectionDokumen98 halamanWelding Design Procedures and InspectionKentDemeterioBelum ada peringkat
- Mandatory Service Bulletin: MSB96-10BDokumen2 halamanMandatory Service Bulletin: MSB96-10BRandy Johel Cova FlórezBelum ada peringkat
- An Introduction To Ultrasonic Material AnalysisDokumen3 halamanAn Introduction To Ultrasonic Material AnalysisVictor Antonio Diaz FaundezBelum ada peringkat