Anda mungkin juga menyukai
- Manufacturing Processes Ch.4 (10 and 11) CastingDokumen143 halamanManufacturing Processes Ch.4 (10 and 11) Castingashoku24007Belum ada peringkat
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDokumen99 halamanLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidBelum ada peringkat
- Unit - 1 Metal Casting Processes-NVRDokumen287 halamanUnit - 1 Metal Casting Processes-NVRPrashon GBelum ada peringkat
- Manufacturing Technology - I Course ID: ME 222 (3-0-0-6)Dokumen33 halamanManufacturing Technology - I Course ID: ME 222 (3-0-0-6)captain indiaBelum ada peringkat
- Metal CastingDokumen22 halamanMetal CastingANKIT RAJBelum ada peringkat
- Casting Processes: March 2020Dokumen26 halamanCasting Processes: March 2020Bhavin DesaiBelum ada peringkat
- Lec 2castingpdfDokumen26 halamanLec 2castingpdfHải TrầnBelum ada peringkat
- MT Merged PDFDokumen273 halamanMT Merged PDFavcBelum ada peringkat
- Metal CastingDokumen40 halamanMetal CastingFahmi Sanji AlexanderBelum ada peringkat
- Overview of Casting TechnologyDokumen5 halamanOverview of Casting TechnologySK Kushwah RajputBelum ada peringkat
- 1st Class 13.01.2020Dokumen18 halaman1st Class 13.01.2020EDISON OCHIENGBelum ada peringkat
- Manu Fact Ech Lecture 2 and 3Dokumen125 halamanManu Fact Ech Lecture 2 and 3Sasi aeroBelum ada peringkat
- 2nd Class Notes 17.01Dokumen48 halaman2nd Class Notes 17.01EDISON OCHIENGBelum ada peringkat
- Week 2 Advanced Workshop PracticeDokumen28 halamanWeek 2 Advanced Workshop PracticeBasit AliBelum ada peringkat
- Metal Casting TechniquesDokumen125 halamanMetal Casting TechniquesobvertBelum ada peringkat
- Chap 4 CastingProcessesDokumen48 halamanChap 4 CastingProcessesTshiamo MontsoBelum ada peringkat
- Chap 4-CastingProcessesDokumen68 halamanChap 4-CastingProcessesfarayi.gadahBelum ada peringkat
- Mechanical Castings Ppt-2Dokumen49 halamanMechanical Castings Ppt-2PubgArena 01Belum ada peringkat
- Chapter Ten - Fundamental of Metal CastingDokumen35 halamanChapter Ten - Fundamental of Metal CastingWael W. AlsousBelum ada peringkat
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDokumen32 halamanFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaBelum ada peringkat
- Metal Casting Process GuideDokumen48 halamanMetal Casting Process GuidesumikannuBelum ada peringkat
- ME6352 Manufacturing Technolgy: Unit I Casting 8Dokumen54 halamanME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixBelum ada peringkat
- ME 2201 - Manufacturing Technology-IDokumen147 halamanME 2201 - Manufacturing Technology-IMahendra Babu MekalaBelum ada peringkat
- Chapter 4 - Casting ProcessesDokumen40 halamanChapter 4 - Casting ProcessesErnawati ZailiBelum ada peringkat
- Metal Casting: Compiled By: Norliana Mohd AbbasDokumen34 halamanMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanBelum ada peringkat
- MP 1st Module NotesDokumen39 halamanMP 1st Module NotesKailas Sree ChandranBelum ada peringkat
- Chapter 4Dokumen52 halamanChapter 4yamadaBelum ada peringkat
- Manufacturing Process DA-1Dokumen11 halamanManufacturing Process DA-1Suhas AthreyaBelum ada peringkat
- Adama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringDokumen12 halamanAdama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringAbel MeketaBelum ada peringkat
- Lec 1 & 2Dokumen43 halamanLec 1 & 2Omar AssalBelum ada peringkat
- FOUNDRY WORKSHOP ASSESSMENT PROJECTDokumen27 halamanFOUNDRY WORKSHOP ASSESSMENT PROJECTSahil YadavBelum ada peringkat
- Casting Its TypesDokumen84 halamanCasting Its Typesanmanjunath086Belum ada peringkat
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Dokumen66 halamanManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875Belum ada peringkat
- It Is ConsiderationDokumen17 halamanIt Is ConsiderationTulasabai JaiswalBelum ada peringkat
- Foundry and Casting OperationDokumen176 halamanFoundry and Casting OperationABHINAV KUMAR ROY100% (26)
- Chapter 10-Casting IDokumen38 halamanChapter 10-Casting IM Kafeel KhanBelum ada peringkat
- Metal Casting ProcessesDokumen61 halamanMetal Casting ProcessesBinyam HabtamuBelum ada peringkat
- Basic of Metal CastingDokumen80 halamanBasic of Metal CastingJayant ChaudhariBelum ada peringkat
- Metal Casting Process OverviewDokumen125 halamanMetal Casting Process OverviewSabir AliBelum ada peringkat
- 3 PDFDokumen199 halaman3 PDFsanku surya sai charanBelum ada peringkat
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDokumen69 halamanMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaBelum ada peringkat
- Chapter 10-Casting IDokumen38 halamanChapter 10-Casting Iking slayerBelum ada peringkat
- Casting Notes MechanicalDokumen21 halamanCasting Notes MechanicalKharbal AkashBelum ada peringkat
- Casting ProcessesDokumen20 halamanCasting ProcessesVv4HBelum ada peringkat
- Cast Automobile PartsDokumen52 halamanCast Automobile PartsnunuBelum ada peringkat
- Basic Manufacturing ProcessesDokumen60 halamanBasic Manufacturing Processesggrhg72Belum ada peringkat
- Innovative Casting TechniquesDokumen20 halamanInnovative Casting TechniquesSubhash SharmaBelum ada peringkat
- Publication 11 12691 1710Dokumen5 halamanPublication 11 12691 1710xf9bk4wpbfBelum ada peringkat
- Conventional CastingDokumen7 halamanConventional CastingEmyl SantosBelum ada peringkat
- Manufacturing Summaries: Metal Casting ProcessesDokumen4 halamanManufacturing Summaries: Metal Casting ProcessesSanguinius28Belum ada peringkat
- Production TechnologyDokumen60 halamanProduction Technology2mohan7100% (2)
- ME1107 Casting AllDokumen129 halamanME1107 Casting AllMahmud HridoyBelum ada peringkat
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDari EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkBelum ada peringkat
- Learn Critical Aspects of Pattern and Mould Making in FoundryDari EverandLearn Critical Aspects of Pattern and Mould Making in FoundryBelum ada peringkat
- Spot Welding Interview Success: An Introduction to Spot WeldingDari EverandSpot Welding Interview Success: An Introduction to Spot WeldingBelum ada peringkat
- Mould & Core Material for the Steel FoundryDari EverandMould & Core Material for the Steel FoundryPenilaian: 5 dari 5 bintang5/5 (2)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldDari EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldPenilaian: 3 dari 5 bintang3/5 (2)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesDari EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesBelum ada peringkat
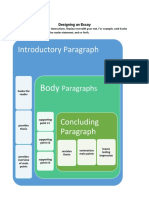
- Graphic Organizers Designing An EssayDokumen1 halamanGraphic Organizers Designing An EssaymichelleBelum ada peringkat
- Unit 6 Mastery Written AssignmentDokumen4 halamanUnit 6 Mastery Written AssignmentmichelleBelum ada peringkat
- Unit 5 Written Assignment 1Dokumen5 halamanUnit 5 Written Assignment 1michelleBelum ada peringkat
- Persuasive Appeals Charts: Ethos, Pathos, LogosDokumen2 halamanPersuasive Appeals Charts: Ethos, Pathos, LogosmichelleBelum ada peringkat
- Peer Review Worksheet KevinDokumen2 halamanPeer Review Worksheet KevinmichelleBelum ada peringkat
- GjckggguDokumen1 halamanGjckgggumichelleBelum ada peringkat
- ENGL102 Assignment InstructionsDokumen10 halamanENGL102 Assignment InstructionsmichelleBelum ada peringkat
- CodigoDokumen2 halamanCodigomichelleBelum ada peringkat
- ENGL102 Course Overview For LearnersDokumen2 halamanENGL102 Course Overview For LearnersmichelleBelum ada peringkat
- Introducción Investigación 5Dokumen5 halamanIntroducción Investigación 5michelleBelum ada peringkat
- How Do You Teach WritingDokumen3 halamanHow Do You Teach WritingmichelleBelum ada peringkat
- TRANSCRIP UNIT 15 Intelligent EnglishDokumen3 halamanTRANSCRIP UNIT 15 Intelligent EnglishmichelleBelum ada peringkat
- Concentrador AnsysDokumen2 halamanConcentrador AnsysmichelleBelum ada peringkat
- Quantifiers WorksheetDokumen1 halamanQuantifiers WorksheetmichelleBelum ada peringkat
- Ciclo OttoDokumen3 halamanCiclo OttomichelleBelum ada peringkat
- Quantifiers WorksheetDokumen1 halamanQuantifiers WorksheetmichelleBelum ada peringkat
- Supports Fabrication and Installation Practices: MSS SP 89 2003Dokumen24 halamanSupports Fabrication and Installation Practices: MSS SP 89 2003FathyBelum ada peringkat
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Dokumen2 halaman(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaBelum ada peringkat
- Product Data Sheet: 12K, 2 X 2 Twill Weave Carbon FiberDokumen1 halamanProduct Data Sheet: 12K, 2 X 2 Twill Weave Carbon FiberMohamed KhairyBelum ada peringkat
- 2,4 Dichlorobenzyl AlcoholDokumen2 halaman2,4 Dichlorobenzyl AlcoholsamanehBelum ada peringkat
- PRC 2 Lab Manual-Job 2Dokumen14 halamanPRC 2 Lab Manual-Job 2Toqeer KhanBelum ada peringkat
- Specifications For Flexible Airfield Pavements: Section - 1Dokumen47 halamanSpecifications For Flexible Airfield Pavements: Section - 1Chandel PrakashBelum ada peringkat
- SteelsDokumen3 halamanSteelsAsmawi Mohd KhailaniBelum ada peringkat
- Simulation of Bushed-Pin Flexible Coupling DesignDokumen12 halamanSimulation of Bushed-Pin Flexible Coupling Designabhianand123Belum ada peringkat
- Indoor Climate Solutions Flexible Pre-Insulated Pipe SystemDokumen8 halamanIndoor Climate Solutions Flexible Pre-Insulated Pipe SystemCraciun DanielBelum ada peringkat
- Introduction To Powder MetallurgyDokumen3 halamanIntroduction To Powder MetallurgyAnonymous VRspXsmBelum ada peringkat
- Delegate List - 10th IMRC With Contact Details (2) - Removed - RemovedDokumen134 halamanDelegate List - 10th IMRC With Contact Details (2) - Removed - RemovedSharon SusmithaBelum ada peringkat
- Products Strength Comparison Between Filament Winding (FW) and Centrifugal Winding (CW) High Pressure Pipes For Oil WellDokumen6 halamanProducts Strength Comparison Between Filament Winding (FW) and Centrifugal Winding (CW) High Pressure Pipes For Oil WellAvik KunduBelum ada peringkat
- Laboratory Activity No.2.4 Intermolecular Forces of LiquidsDokumen2 halamanLaboratory Activity No.2.4 Intermolecular Forces of LiquidsRaiv LondresBelum ada peringkat
- NDT-Ultrasonic TestingDokumen42 halamanNDT-Ultrasonic TestingSameer Mohammad100% (4)
- PDFDokumen3 halamanPDFMohsen KadivarBelum ada peringkat
- Trial Project Pile Cap Design AnalysisDokumen2 halamanTrial Project Pile Cap Design AnalysisShamim Ahsan ZuberyBelum ada peringkat
- An Experimental Study On Properties of Concrete by Partial Replacement of Cement With Sugarcane Bagasse Ash and Glass PowderDokumen5 halamanAn Experimental Study On Properties of Concrete by Partial Replacement of Cement With Sugarcane Bagasse Ash and Glass PowderEditor IJTSRDBelum ada peringkat
- Undergraduate Civil Engineering Thesis TopicsDokumen4 halamanUndergraduate Civil Engineering Thesis TopicsKi KiethBelum ada peringkat
- Heliogen Blue L6905F-TDSDokumen2 halamanHeliogen Blue L6905F-TDSOmer KaramustafaogluBelum ada peringkat
- 8 - Packed Tower Design-1Dokumen65 halaman8 - Packed Tower Design-1M.H vafaeiBelum ada peringkat
- Calorimetry Lab 2Dokumen5 halamanCalorimetry Lab 2wevsfirsttryBelum ada peringkat
- Leitura de PH em Agua UltrapuraDokumen2 halamanLeitura de PH em Agua UltrapuraRodrigo NevesBelum ada peringkat
- BE ME 8 SEM-Pressure Vessels-Khemraj BeragiDokumen5 halamanBE ME 8 SEM-Pressure Vessels-Khemraj BeragiHƯNG LIÊU MẠNHBelum ada peringkat
- Phase Composition of Bauxite-Based Refractory CastablesDokumen8 halamanPhase Composition of Bauxite-Based Refractory CastablesDick ManBelum ada peringkat
- Aws D1-4 - 1998 PDFDokumen55 halamanAws D1-4 - 1998 PDFJJ Saab100% (1)
- How pressure equalization reduces power needs in PSA systemsDokumen5 halamanHow pressure equalization reduces power needs in PSA systemsJam imtiazBelum ada peringkat
- Bijlaard 2010Dokumen15 halamanBijlaard 2010xyxtofBelum ada peringkat
- Copper Volume 2 PDFDokumen378 halamanCopper Volume 2 PDFLeonardo Paliza100% (1)
- Caring Formula High Flow Glass Filled PA6Dokumen3 halamanCaring Formula High Flow Glass Filled PA6ratz23695Belum ada peringkat
- Volume PalamartaDokumen8 halamanVolume PalamartaFAJAR ADI SAPUTRABelum ada peringkat