Anda mungkin juga menyukai
- Automatic Brake Failure IndicatorDokumen15 halamanAutomatic Brake Failure IndicatorThirumal Valavan100% (1)
- Pressure Vessel Design PhilosophyDokumen54 halamanPressure Vessel Design PhilosophyDilip Patel100% (1)
- PFMEA Ranking Table Rating Criteria Action GuidelineDokumen10 halamanPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoBelum ada peringkat
- ? What Are The Existing Controls, Ns What Are The Actions ForDokumen10 halaman? What Are The Existing Controls, Ns What Are The Actions ForPk NimiwalBelum ada peringkat
- Suggested Pfmea Evaluation CriteriaDokumen2 halamanSuggested Pfmea Evaluation Criteriatrfcprop100% (1)
- Agile ManufacturingDokumen17 halamanAgile ManufacturingRaj KumarBelum ada peringkat
- PLC Full BookDokumen112 halamanPLC Full BookDilip Patel100% (2)
- Ppap ClassDokumen20 halamanPpap ClassrjzepfelBelum ada peringkat
- Unit-3 Wiring SystemDokumen97 halamanUnit-3 Wiring SystemAayushi Goyal100% (1)
- DFMEADokumen7 halamanDFMEAPersonaMeraBelum ada peringkat
- Problem Solving - PdcaDokumen61 halamanProblem Solving - PdcaNurul HidayahBelum ada peringkat
- Rca - 5w2h - Is-Is Not WorksheetDokumen6 halamanRca - 5w2h - Is-Is Not WorksheetmfritzBelum ada peringkat
- Root Cause Analysis 27.3.19Dokumen43 halamanRoot Cause Analysis 27.3.19Musical CorruptionBelum ada peringkat
- 8D Report Training MIDDokumen23 halaman8D Report Training MIDanon_86320488Belum ada peringkat
- SPC Training Material - 18!04!2018Dokumen34 halamanSPC Training Material - 18!04!2018Rajesh KumarBelum ada peringkat
- Poka Yoke PresentationDokumen65 halamanPoka Yoke Presentationchteo1976100% (1)
- HA CEDAC Workshop INDO Kaizen PartDokumen16 halamanHA CEDAC Workshop INDO Kaizen PartHardi BanuareaBelum ada peringkat
- Sampling PlanDokumen6 halamanSampling PlanGaurang DaveBelum ada peringkat
- 7 Wastes Presentation Janson 2013Dokumen47 halaman7 Wastes Presentation Janson 2013Mico SottoBelum ada peringkat
- 8 Discipline-Corrective Action: Indo-MIM ConfidentialDokumen15 halaman8 Discipline-Corrective Action: Indo-MIM ConfidentialanbuskpBelum ada peringkat
- Fmea Chart 70kb PDFDokumen1 halamanFmea Chart 70kb PDFmike gamerBelum ada peringkat
- Warm-Up - Day 2: Place Self Others Team Purpose AgendaDokumen85 halamanWarm-Up - Day 2: Place Self Others Team Purpose AgendaSanjeev SharmaBelum ada peringkat
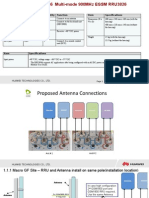
- Product Introduce-RRU InstallationDokumen10 halamanProduct Introduce-RRU InstallationMuhammad AhsanBelum ada peringkat
- Data Collector: Instruction ManualDokumen2 halamanData Collector: Instruction Manualplumb100100% (1)
- Bts SystemDokumen8 halamanBts Systemrashm006ranjanBelum ada peringkat
- Quality Management: "Do The Right Things Right The First TimeDokumen57 halamanQuality Management: "Do The Right Things Right The First TimeHarsh ChachanBelum ada peringkat
- Cellular ManufacturingDokumen25 halamanCellular ManufacturingApoorv Mathur100% (1)
- Webinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)Dokumen59 halamanWebinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)taghavi1347Belum ada peringkat
- BEVI Electrical Motor Manual enDokumen28 halamanBEVI Electrical Motor Manual enАндрейBelum ada peringkat
- Instructors GuideDokumen108 halamanInstructors GuideLuiz IkedaBelum ada peringkat
- Indian Gaming Market Review 06112015 SecuredDokumen28 halamanIndian Gaming Market Review 06112015 SecuredswapBelum ada peringkat
- TPM TrainingDokumen26 halamanTPM TrainingAnonymous s6xbqCpvSWBelum ada peringkat
- Different Types of Time in ManufacturingDokumen15 halamanDifferent Types of Time in ManufacturingkazuBelum ada peringkat
- Mandatory Documentation IATF 16949 enDokumen20 halamanMandatory Documentation IATF 16949 enrajaBelum ada peringkat
- 7 QC ToolsDokumen81 halaman7 QC ToolsDonny Agus PrasetyoBelum ada peringkat
- 5.0 Six Sigma Analysis: Tool Quality Goal Description of Approach Description of Intended OutcomesDokumen39 halaman5.0 Six Sigma Analysis: Tool Quality Goal Description of Approach Description of Intended OutcomesDynamic SaravananBelum ada peringkat
- Poka-Yoke Team 4Dokumen14 halamanPoka-Yoke Team 4Ratandeep PandeyBelum ada peringkat
- 8a Quiz Cycle TaktDokumen2 halaman8a Quiz Cycle TaktJose OrtegaBelum ada peringkat
- Improvement of The Maintenance Management Process of Complex Technical Systems Which Demand High ReliabilityDokumen8 halamanImprovement of The Maintenance Management Process of Complex Technical Systems Which Demand High ReliabilityRUPERTBelum ada peringkat
- Best Maintenance Technician PracticesDokumen3 halamanBest Maintenance Technician PracticesFery HartantoBelum ada peringkat
- GM 1927 Supplier Quality ManualDokumen109 halamanGM 1927 Supplier Quality ManualCarlos CarranzaBelum ada peringkat
- SPC Training PPT 10-07-2020 PDFDokumen112 halamanSPC Training PPT 10-07-2020 PDFLAKSHYA MITTALBelum ada peringkat
- Advanced Process CapabilityDokumen11 halamanAdvanced Process Capabilityjaskaran singhBelum ada peringkat
- 1 - APQP Process FlowDokumen13 halaman1 - APQP Process FlowGONZALEZNIETOBelum ada peringkat
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Dokumen5 halamanFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinBelum ada peringkat
- 203 LSS Gbo - FmeaDokumen47 halaman203 LSS Gbo - FmeaRocker byBelum ada peringkat
- PS - APQP Check ListDokumen17 halamanPS - APQP Check ListalexrferreiraBelum ada peringkat
- Chapter 10Dokumen60 halamanChapter 10jhade_cabato100% (1)
- Accelerating Industry 4.0Dokumen39 halamanAccelerating Industry 4.0Mary JosephineBelum ada peringkat
- Envivio G6 Series DS-2015-05 r01Dokumen3 halamanEnvivio G6 Series DS-2015-05 r01saefulBelum ada peringkat
- Non-Conformity Report: Commercial Aircraft GroupDokumen2 halamanNon-Conformity Report: Commercial Aircraft GroupLalit Bom MallaBelum ada peringkat
- Shop Floor Review AuditDokumen10 halamanShop Floor Review AuditSead ZejnilovicBelum ada peringkat
- Poka Yoke Best Presentation.....Dokumen39 halamanPoka Yoke Best Presentation.....DebashishDolonBelum ada peringkat
- Nontraditional Machining Processes: Mr. D. N. PatelDokumen53 halamanNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitBelum ada peringkat
- Nontraditional Machining Processes: Mr. D. N. PatelDokumen53 halamanNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitBelum ada peringkat
- Ppap Review ChecklistDokumen8 halamanPpap Review ChecklistVipin RanaBelum ada peringkat
- Taking The Next Leap Forward in Semiconductor SHORTDokumen16 halamanTaking The Next Leap Forward in Semiconductor SHORTGerard StehelinBelum ada peringkat
- Quality ManualDokumen132 halamanQuality ManualstacayBelum ada peringkat
- MSA TrainingDokumen30 halamanMSA Trainingshukumar_24Belum ada peringkat
- APQP Tab - APQP AssessmentDokumen44 halamanAPQP Tab - APQP Assessmenta570303Belum ada peringkat
- 7 QC ToolsDokumen8 halaman7 QC ToolspremBelum ada peringkat
- Green Procurement Presentation by Dana Arnold OFEEDokumen94 halamanGreen Procurement Presentation by Dana Arnold OFEEWildan Irfansyah100% (1)
- Shainin Vs Six SigmaDokumen4 halamanShainin Vs Six Sigmabaro4518Belum ada peringkat
- Quality Alert / Flash Note: Photo / Sketch:-Ng Part Photo / Sketch: - Ok PartDokumen1 halamanQuality Alert / Flash Note: Photo / Sketch:-Ng Part Photo / Sketch: - Ok PartMohit SinghBelum ada peringkat
- Pfmea: Why Use It? How To Do It?Dokumen7 halamanPfmea: Why Use It? How To Do It?imBelum ada peringkat
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDokumen3 halamanRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanBelum ada peringkat
- Moudling Operation GSIC Process: MouldingDokumen13 halamanMoudling Operation GSIC Process: MouldingBalakumaran MurugesanBelum ada peringkat
- PT Vs SOP 17 Tooling RepairDokumen7 halamanPT Vs SOP 17 Tooling RepairRidwanBelum ada peringkat
- Potential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)Dokumen20 halamanPotential Problem Analysis (PPA) and Failure Mode Effect Analysis (FMEA)asamadhBelum ada peringkat
- Presentation SkillsDokumen23 halamanPresentation SkillsAditya RautBelum ada peringkat
- Manufacturing Facilities A Complete Guide - 2019 EditionDari EverandManufacturing Facilities A Complete Guide - 2019 EditionBelum ada peringkat
- Preparation of Adhesive Joint and Testing PDFDokumen86 halamanPreparation of Adhesive Joint and Testing PDFDilip PatelBelum ada peringkat
- Chatter of Milling MachineDokumen8 halamanChatter of Milling MachineDilip PatelBelum ada peringkat
- Chatter of Milling MachineDokumen8 halamanChatter of Milling MachineDilip PatelBelum ada peringkat
- Eg 1Dokumen1 halamanEg 1Dilip PatelBelum ada peringkat
- Lecture1 PDFDokumen4 halamanLecture1 PDFPranav SharmaBelum ada peringkat
- Eg 2Dokumen1 halamanEg 2Dilip PatelBelum ada peringkat
- PILE FOUNDATION DESIGN Manual Cal - CommentsDokumen6 halamanPILE FOUNDATION DESIGN Manual Cal - CommentsDilip PatelBelum ada peringkat
- Fatigue Test RigDokumen6 halamanFatigue Test RigDilip PatelBelum ada peringkat
- CE Q BankDokumen2 halamanCE Q BankDilip PatelBelum ada peringkat
- Friction Stir WeldingDokumen30 halamanFriction Stir WeldingDilip Patel100% (1)
- CE Q BankDokumen2 halamanCE Q BankDilip PatelBelum ada peringkat
- CNC IntroDokumen1 halamanCNC IntroDarksky PaulBelum ada peringkat
- MSW (100t/day) Optimised To EnergyDokumen2 halamanMSW (100t/day) Optimised To EnergyDilip PatelBelum ada peringkat
- Waste Gasification by Thermal Plasma: A Review: Frédéric Fabry, Christophe Rehmet, Vandad-Julien Rohani, Laurent FulcheriDokumen39 halamanWaste Gasification by Thermal Plasma: A Review: Frédéric Fabry, Christophe Rehmet, Vandad-Julien Rohani, Laurent FulcheriDilip PatelBelum ada peringkat
- Plasma GasificationDokumen6 halamanPlasma GasificationIntan Permata LaksmiBelum ada peringkat
- Project Consulting ServicesDokumen37 halamanProject Consulting ServicesDilip PatelBelum ada peringkat
- Eliopoulos (2) 2011 PDFDokumen8 halamanEliopoulos (2) 2011 PDFDilip PatelBelum ada peringkat
- Coriolis Flow Meter ModelDokumen1 halamanCoriolis Flow Meter ModelDilip PatelBelum ada peringkat
- CFM PDFDokumen4 halamanCFM PDFDilip PatelBelum ada peringkat
- MPFIDokumen22 halamanMPFIDilip PatelBelum ada peringkat
- CMMIDokumen5 halamanCMMIDilip PatelBelum ada peringkat
- Fe Analysis of GFRPDokumen8 halamanFe Analysis of GFRPDilip PatelBelum ada peringkat
- Fluid Pressure Loss Calculations: P 0.0273 Q V L DDokumen7 halamanFluid Pressure Loss Calculations: P 0.0273 Q V L DsanjibkrjanaBelum ada peringkat
- 03 PDFDokumen15 halaman03 PDFDilip PatelBelum ada peringkat
- Alternative Fuels and Vehicles - : I With The Support ofDokumen59 halamanAlternative Fuels and Vehicles - : I With The Support ofDilip PatelBelum ada peringkat
- Role of Wickability On The Critical Heat Flux of Structured Superhydrophilic SurfacesDokumen10 halamanRole of Wickability On The Critical Heat Flux of Structured Superhydrophilic Surfacesavi0341Belum ada peringkat
- Ga B75M D3H - R11Dokumen32 halamanGa B75M D3H - R11Đorđe ĐukićBelum ada peringkat
- MS1000B 100JA Application Note PDFDokumen9 halamanMS1000B 100JA Application Note PDFHoracio Dorantes ReyesBelum ada peringkat
- NGMN-N-P-BASTA White Paper V9 6 PDFDokumen119 halamanNGMN-N-P-BASTA White Paper V9 6 PDFfernetzeroBelum ada peringkat
- IT8720FDokumen18 halamanIT8720Fjuan carlos guerraBelum ada peringkat
- MetricDokumen5 halamanMetricmosesBelum ada peringkat
- Parameter DeclarationsDokumen1.338 halamanParameter DeclarationsAbqary Property MamminasataBelum ada peringkat
- Line Follower and Obstacle Avoidance Bot Using ArduinoDokumen4 halamanLine Follower and Obstacle Avoidance Bot Using ArduinorahimBelum ada peringkat
- Apm213 QuizDokumen17 halamanApm213 QuizCem ArasanBelum ada peringkat
- Li-Ion Fire Protection PresentationDokumen27 halamanLi-Ion Fire Protection PresentationAhmad Khalil Abu-HatabBelum ada peringkat
- 02 Assignment CEDokumen45 halaman02 Assignment CEshafia100% (1)
- 9500 MPT IM Product PresentationDokumen35 halaman9500 MPT IM Product PresentationjsotnasBelum ada peringkat
- Alternating CurrentDokumen36 halamanAlternating Currentkapil100% (1)
- Conductor and Insulator 1Dokumen11 halamanConductor and Insulator 1John Paul RamosBelum ada peringkat
- The IOT Based Automatic Toll Gate System Using Raspberry PiDokumen8 halamanThe IOT Based Automatic Toll Gate System Using Raspberry PiShubham BhardwajBelum ada peringkat
- Humble Homemade Hifi - ModulusDokumen7 halamanHumble Homemade Hifi - ModulusmerrickBelum ada peringkat
- In Line With Main Contactor Closed Only During Operation.: PSTX30... 1250Dokumen1 halamanIn Line With Main Contactor Closed Only During Operation.: PSTX30... 1250جمال ابو الفضلBelum ada peringkat
- Periodic Table & PeriodicityDokumen22 halamanPeriodic Table & PeriodicityMike hunkBelum ada peringkat
- Tutorial OverviewDokumen44 halamanTutorial OverviewBharavi K SBelum ada peringkat
- Drain Induced Barrier Lowering - Wikipedia, The Free EncyclopediaDokumen2 halamanDrain Induced Barrier Lowering - Wikipedia, The Free EncyclopediatheodorechandraBelum ada peringkat
- монитор ЧБ Goldstar MBM-2105 PDFDokumen13 halamanмонитор ЧБ Goldstar MBM-2105 PDFSergeyBelum ada peringkat