Anda mungkin juga menyukai
- Materials Data for Cyclic Loading: Low-Alloy SteelsDari EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsPenilaian: 5 dari 5 bintang5/5 (2)
- 3 - High Temperature CorrosionDokumen35 halaman3 - High Temperature CorrosiondennykvgBelum ada peringkat
- Perrys Chemical Engineering Handbook 7th Edition PriceDokumen3 halamanPerrys Chemical Engineering Handbook 7th Edition PriceSteven Valentius0% (12)
- Macro Economics A2 Level Notes Book PDFDokumen33 halamanMacro Economics A2 Level Notes Book PDFMustafa Bilal50% (2)
- 42 CR Mo 4Dokumen2 halaman42 CR Mo 4ElMacheteDelHuesoBelum ada peringkat
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDari EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsBelum ada peringkat
- Week 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsDokumen53 halamanWeek 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsNgoc PhamBelum ada peringkat
- DWDMDokumen41 halamanDWDMKarthik KompelliBelum ada peringkat
- Reverse LogisticsDokumen37 halamanReverse Logisticsblogdogunleashed100% (7)
- 40NiCrMo7 PDFDokumen2 halaman40NiCrMo7 PDFAmy GriffinBelum ada peringkat
- Datasheet Sandvik Saf 2507 en PDFDokumen15 halamanDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Alloy Steel p22 PlatesDokumen3 halamanAlloy Steel p22 PlatesMiguel PulidoBelum ada peringkat
- Dimitris Achlioptas Ucsc Bsoe Baskin School of EngineeringDokumen22 halamanDimitris Achlioptas Ucsc Bsoe Baskin School of EngineeringUCSC Students100% (1)
- Ankral RNTDokumen1 halamanAnkral RNTmahreza189Belum ada peringkat
- P5 T5 Engl PDFDokumen3 halamanP5 T5 Engl PDFshantilalBelum ada peringkat
- CLC 18-10ti: A Ti Stabilized 18Cr-10Ni Austenitic Stainless Steel (321 Grade)Dokumen4 halamanCLC 18-10ti: A Ti Stabilized 18Cr-10Ni Austenitic Stainless Steel (321 Grade)PeterWayBelum ada peringkat
- CLC 17-12-2ti: A Ti Stabilized 18Cr-11Ni-2Mo Austenitic Stainless Steel (316ti Grade)Dokumen4 halamanCLC 17-12-2ti: A Ti Stabilized 18Cr-11Ni-2Mo Austenitic Stainless Steel (316ti Grade)PeterWayBelum ada peringkat
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDokumen9 halamanSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoBelum ada peringkat
- 36NiCrMo16 10083 06 ENG 01Dokumen1 halaman36NiCrMo16 10083 06 ENG 01Guru Raj9739Belum ada peringkat
- 102 CR 6Dokumen2 halaman102 CR 6ceca nikolicBelum ada peringkat
- 13CrMo45 P12 T12 Engl PDFDokumen3 halaman13CrMo45 P12 T12 Engl PDFYankMulya MusaBelum ada peringkat
- CLC4003 HardnessDokumen5 halamanCLC4003 Hardnessarif.haddieBelum ada peringkat
- UPVC Pipe DIN 8062 TdsDokumen3 halamanUPVC Pipe DIN 8062 TdsAdany AdenBelum ada peringkat
- Sanicro® 41 Tube and Pipe, Seamless: DatasheetDokumen7 halamanSanicro® 41 Tube and Pipe, Seamless: DatasheetyckimBelum ada peringkat
- Material Datea 2.4602Dokumen3 halamanMaterial Datea 2.4602Charwin XiaoBelum ada peringkat
- P5 T5 Engl PDFDokumen3 halamanP5 T5 Engl PDFshantilalBelum ada peringkat
- Product Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Dokumen2 halamanProduct Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Cem DufourBelum ada peringkat
- 32crmov12-10 : Steel GradeDokumen5 halaman32crmov12-10 : Steel Gradereza haghjooBelum ada peringkat
- Physical Properties of SteelDokumen1 halamanPhysical Properties of SteelBigfoot2018Belum ada peringkat
- Air Cooled CondensersDokumen6 halamanAir Cooled CondensersSamorai KazaBelum ada peringkat
- Scope: Ferritic Heat-Resistant Steel TK 1.4762Dokumen5 halamanScope: Ferritic Heat-Resistant Steel TK 1.4762Siis IngenieriaBelum ada peringkat
- TDS - Nimrod C276KSDokumen1 halamanTDS - Nimrod C276KSImmalatulhusnaBelum ada peringkat
- 30 CR Ni Mo 8Dokumen2 halaman30 CR Ni Mo 8Amy GriffinBelum ada peringkat
- 36NiCrMo16 PDFDokumen2 halaman36NiCrMo16 PDFAmy GriffinBelum ada peringkat
- CLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)Dokumen4 halamanCLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)PeterWayBelum ada peringkat
- 310 Data SheetDokumen10 halaman310 Data SheetAbdullrahman AlzahraniBelum ada peringkat
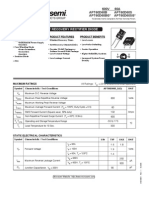
- Ultrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsDokumen4 halamanUltrafast Soft Recovery Rectifier Diode: Product Benefits Product Features Product ApplicationsJoy WangBelum ada peringkat
- Alloy Cuni 70-30Dokumen2 halamanAlloy Cuni 70-30didiethardoyoBelum ada peringkat
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDokumen2 halamanChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanBelum ada peringkat
- Data Sheet Material 2.4819Dokumen3 halamanData Sheet Material 2.4819BoberBelum ada peringkat
- Filler Metal P92Dokumen33 halamanFiller Metal P92Elisa del RealBelum ada peringkat
- 42CrMo4 Datos Tecnicos PDFDokumen2 halaman42CrMo4 Datos Tecnicos PDFjlplazaolaBelum ada peringkat
- 2N6027Dokumen9 halaman2N6027mariogizziBelum ada peringkat
- STC White Paper Zta Zirconia Toughened Alumina 01062021Dokumen4 halamanSTC White Paper Zta Zirconia Toughened Alumina 01062021王柏昆Belum ada peringkat
- SUPERDUPLEXDokumen7 halamanSUPERDUPLEXM RBelum ada peringkat
- Alloy 276 Spec SheetDokumen3 halamanAlloy 276 Spec SheetJAYA BHARATHA REDDYBelum ada peringkat
- Compacted Graphite Iron Material Data Sheet PDFDokumen2 halamanCompacted Graphite Iron Material Data Sheet PDFDewang KambreBelum ada peringkat
- HASTELLOY® C-22HS™alloyDokumen16 halamanHASTELLOY® C-22HS™alloyYudha SatriaBelum ada peringkat
- Datasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1Dokumen6 halamanDatasheet-Sandvik-13rm19-En-V2020-12-10 07 - 47 Version 1aceinsteinBelum ada peringkat
- Datasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Dokumen7 halamanDatasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Weipeng LvBelum ada peringkat
- F1SOLIDREBARDokumen1 halamanF1SOLIDREBARÖzgün BıçakBelum ada peringkat
- Product Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Dokumen2 halamanProduct Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Filipe CordeiroBelum ada peringkat
- C55EDokumen2 halamanC55EniranjanbmazireBelum ada peringkat
- CR Mo 4Dokumen2 halamanCR Mo 4Mohsen ParpinchiBelum ada peringkat
- SK 100 Taa 24914010Dokumen3 halamanSK 100 Taa 24914010Lipsa SenapatiBelum ada peringkat
- BCR8PMDokumen6 halamanBCR8PMJose CastellanosBelum ada peringkat
- Datasheet-Alleima-7re10-En-V2022-10-26 13 - 52 Version 1Dokumen8 halamanDatasheet-Alleima-7re10-En-V2022-10-26 13 - 52 Version 1Agustin CesanBelum ada peringkat
- Aisi 4140Dokumen3 halamanAisi 4140Patrícia CanazartBelum ada peringkat
- ESB 255051815 SpecSheetDokumen2 halamanESB 255051815 SpecSheetanupmenon menonBelum ada peringkat
- Tempering Conditions For 30CrNiMo8Dokumen2 halamanTempering Conditions For 30CrNiMo8madyeBelum ada peringkat
- SCR 2n5061Dokumen8 halamanSCR 2n5061Gary NugasBelum ada peringkat
- SCR 2N5060Dokumen9 halamanSCR 2N5060juliocesarmotaBelum ada peringkat
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetDokumen3 halamanThyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetAvn PrasadBelum ada peringkat
- Water Meter Flanged PN16Dokumen6 halamanWater Meter Flanged PN16sunilBelum ada peringkat
- Rowad HDSDokumen1 halamanRowad HDSsellami walidBelum ada peringkat
- Process Intensification for Sustainable Energy ConversionDari EverandProcess Intensification for Sustainable Energy ConversionBelum ada peringkat
- SrsDokumen7 halamanSrsRahul Malhotra50% (2)
- IFE Level 4 Certificate in Fire InvestigationDokumen16 halamanIFE Level 4 Certificate in Fire InvestigationMarlon FordeBelum ada peringkat
- LS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsDokumen3 halamanLS3954A LS3954 LS3955 LS3956 LS3958: Linear Integrated SystemsJCMBelum ada peringkat
- AXIOM75 50 25 1B - Rev.6 10.000MHzDokumen4 halamanAXIOM75 50 25 1B - Rev.6 10.000MHzTürkay PektürkBelum ada peringkat
- Genstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Dokumen6 halamanGenstat Release 10.3de (Pc/Windows 7) 28 May 2012 06:35:59Anna Nur HidayatiBelum ada peringkat
- 04 - Crystallogaphy III Miller Indices-Faces-Forms-EditedDokumen63 halaman04 - Crystallogaphy III Miller Indices-Faces-Forms-EditedMaisha MujibBelum ada peringkat
- Green Team Work PlanDokumen2 halamanGreen Team Work PlanScott FranzBelum ada peringkat
- Personal ComputerDokumen3 halamanPersonal ComputerDan Mark IsidroBelum ada peringkat
- The Community Reinvestment Act in The Age of Fintech and Bank CompetitionDokumen28 halamanThe Community Reinvestment Act in The Age of Fintech and Bank CompetitionHyder AliBelum ada peringkat
- A Study On Awareness of Mutual Funds and Perception of Investors 2Dokumen89 halamanA Study On Awareness of Mutual Funds and Perception of Investors 2Yashaswini BangeraBelum ada peringkat
- Bangalore Escorts Services - Riya ShettyDokumen11 halamanBangalore Escorts Services - Riya ShettyRiya ShettyBelum ada peringkat
- Caracterisation D'une Entreprise anglosaxonne-ETLV - STMG1.Dokumen2 halamanCaracterisation D'une Entreprise anglosaxonne-ETLV - STMG1.meredith.licagaBelum ada peringkat
- Control Flow, Arrays - DocDokumen34 halamanControl Flow, Arrays - DocHARIBABU N SEC 2020Belum ada peringkat
- The Division 2 - Guide To Highest Possible Weapon Damage PvE BuildDokumen18 halamanThe Division 2 - Guide To Highest Possible Weapon Damage PvE BuildJjjjBelum ada peringkat
- Queen - Hammer To Fall ChordsDokumen3 halamanQueen - Hammer To Fall ChordsDavideContiBelum ada peringkat
- Teacher Resource Disc: Betty Schrampfer Azar Stacy A. HagenDokumen10 halamanTeacher Resource Disc: Betty Schrampfer Azar Stacy A. HagenRaveli pieceBelum ada peringkat
- Making Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoDokumen14 halamanMaking Sense of The Future of Libraries: Dan Dorner, Jennifer Campbell-Meier and Iva SetoBiblioteca IICEBelum ada peringkat
- What Are The Challenges and Opportunities of ResearchingDokumen5 halamanWhat Are The Challenges and Opportunities of ResearchingmelkyBelum ada peringkat
- Oracle® Secure Backup: Installation and Configuration Guide Release 10.4Dokumen178 halamanOracle® Secure Backup: Installation and Configuration Guide Release 10.4andrelmacedoBelum ada peringkat
- 20171025141013chapter-3 Chi-Square-Test PDFDokumen28 halaman20171025141013chapter-3 Chi-Square-Test PDFNajwa WawaBelum ada peringkat
- The Latest Open Source Software Available and The Latest Development in IctDokumen10 halamanThe Latest Open Source Software Available and The Latest Development in IctShafirahFameiJZBelum ada peringkat
- BERKLYNInformation SheetDokumen6 halamanBERKLYNInformation SheetvillatoreubenBelum ada peringkat
- Bai Tap Avtc2 PrepositionsDokumen5 halamanBai Tap Avtc2 PrepositionsShy NotBelum ada peringkat
- CP R80.10 Installation and Upgrade GuideDokumen246 halamanCP R80.10 Installation and Upgrade GuideAlejandro OrtìzBelum ada peringkat