Anda mungkin juga menyukai
- Tarea Dematemática Jueves 29 de Abril Del 2021Dokumen1 halamanTarea Dematemática Jueves 29 de Abril Del 2021MaricelaCrisMJBelum ada peringkat
- Lengua y Matemática 21 de Abril Del 2021Dokumen2 halamanLengua y Matemática 21 de Abril Del 2021MaricelaCrisMJBelum ada peringkat
- Cronograma AmbientalDokumen6 halamanCronograma AmbientalMaricelaCrisMJBelum ada peringkat
- TuercaDokumen3 halamanTuercaMaricelaCrisMJBelum ada peringkat
- Proyecto TrabajoDokumen15 halamanProyecto TrabajoMaricelaCrisMJBelum ada peringkat
- Trabajo Gestion de CalidadDokumen15 halamanTrabajo Gestion de CalidadMaricelaCrisMJBelum ada peringkat
- Ejercicios Arduino de secuencias de LEDs y control de motoresDokumen1 halamanEjercicios Arduino de secuencias de LEDs y control de motoresMaricelaCrisMJBelum ada peringkat
- Semana 5 - FodaDokumen4 halamanSemana 5 - FodaMaricelaCrisMJBelum ada peringkat
- Manual NivelDokumen5 halamanManual NivelMaricelaCrisMJBelum ada peringkat
- Ejercicios DerivadasDokumen18 halamanEjercicios DerivadasDavid Mena GómezBelum ada peringkat
- Diseño de Elementos de MáquinasDokumen25 halamanDiseño de Elementos de MáquinasMaricelaCrisMJBelum ada peringkat
- DatosDokumen2 halamanDatosMaricelaCrisMJBelum ada peringkat
- Tensión de AlimentaciónDokumen3 halamanTensión de AlimentaciónMaricelaCrisMJBelum ada peringkat
- Trabajo de FluidoDokumen6 halamanTrabajo de FluidoMaricelaCrisMJBelum ada peringkat
- Anexo Pregunta 7Dokumen1 halamanAnexo Pregunta 7MaricelaCrisMJBelum ada peringkat
- Anexo Pregunta 4Dokumen1 halamanAnexo Pregunta 4MaricelaCrisMJBelum ada peringkat
- Anexo Pregunta 2 PDFDokumen2 halamanAnexo Pregunta 2 PDFk4piiiBelum ada peringkat
- Anexo Pregunta 6 PDFDokumen1 halamanAnexo Pregunta 6 PDFLuis BeltranBelum ada peringkat
- Anexo Pregunta 1Dokumen3 halamanAnexo Pregunta 1Santiago TequizBelum ada peringkat
- Servicio y portafolio de DIPAC MANTA CIA. LTDADokumen53 halamanServicio y portafolio de DIPAC MANTA CIA. LTDALuis Velasco79% (52)
- Entorno Nacional - MariscalDokumen1 halamanEntorno Nacional - MariscalMaricelaCrisMJBelum ada peringkat
- Oscilaciones y Ondas MecánicasDokumen16 halamanOscilaciones y Ondas MecánicasRobert89% (18)
- Mecanizado de Tornillos ÓseosDokumen3 halamanMecanizado de Tornillos ÓseosMaricelaCrisMJBelum ada peringkat
- Preguntas RacismoDokumen2 halamanPreguntas RacismoMaricelaCrisMJBelum ada peringkat
- Formato Apa GeneralDokumen18 halamanFormato Apa GeneralJonathan' Cuotto Dellán'Belum ada peringkat
- Pieza 1Dokumen1 halamanPieza 1MaricelaCrisMJBelum ada peringkat
- Entorno Nacional - MariscalDokumen1 halamanEntorno Nacional - MariscalMaricelaCrisMJBelum ada peringkat
- Modelo CorrectivoDokumen9 halamanModelo CorrectivoMaricelaCrisMJBelum ada peringkat
- Mecanizado de Tornillos ÓseosDokumen3 halamanMecanizado de Tornillos ÓseosMaricelaCrisMJBelum ada peringkat
- Proyecto ExamenDokumen1 halamanProyecto ExamenMaricelaCrisMJBelum ada peringkat
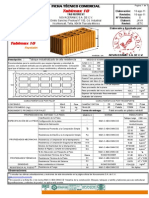
- Tabique industrializado Tabimax 10Dokumen1 halamanTabique industrializado Tabimax 10Dan LinaresBelum ada peringkat
- Hoja de Excel para El Diseño y Calculo Estructural de ZapatasDokumen6 halamanHoja de Excel para El Diseño y Calculo Estructural de ZapatasAnthonyCoveBelum ada peringkat
- F.T. Valvula Giacomini con restriccion de presion A155 A156Dokumen3 halamanF.T. Valvula Giacomini con restriccion de presion A155 A156sanchezmf1984Belum ada peringkat
- Et TD Me05 03 Seccionador Monopolar CuchillaDokumen16 halamanEt TD Me05 03 Seccionador Monopolar CuchillaJMMBelum ada peringkat
- PestDokumen17 halamanPestRogerMachaD0% (1)
- Ficha BioclimaticaDokumen3 halamanFicha BioclimaticarosmeryBelum ada peringkat
- Instalación eléctrica generadoresDokumen11 halamanInstalación eléctrica generadoresJorge BallinasBelum ada peringkat
- Grados de Aceros Que Se Utilizan en Los Perfiles Según La Norma ASTMDokumen3 halamanGrados de Aceros Que Se Utilizan en Los Perfiles Según La Norma ASTMIsrael Palma MenesesBelum ada peringkat
- Alcance Modiciado para Transformador de 10 Mva de St.a ClaraDokumen10 halamanAlcance Modiciado para Transformador de 10 Mva de St.a Claragacosta385242Belum ada peringkat
- Ordenanza municipal sobre obras sanitarias Cerro LargoDokumen15 halamanOrdenanza municipal sobre obras sanitarias Cerro LargoArq Pablo MarinsBelum ada peringkat
- Soluciones constructivas con prefabricados de concretoDokumen40 halamanSoluciones constructivas con prefabricados de concretoWagner Mamani MolinaBelum ada peringkat
- Introducción A La Geomecanica - BakerDokumen33 halamanIntroducción A La Geomecanica - BakerWilfr3doBelum ada peringkat
- Catman Rapid EsDokumen68 halamanCatman Rapid EsKevinn Galarza VegaBelum ada peringkat
- Obras civiles - Estructuras y caseta de válvulas RAP-01 V=100m3Dokumen100 halamanObras civiles - Estructuras y caseta de válvulas RAP-01 V=100m3Nilton Cordova MachucaBelum ada peringkat
- Pets Oc 13 Tarrajeo de MurosDokumen2 halamanPets Oc 13 Tarrajeo de MurosHoracio Segura AbantoBelum ada peringkat
- Conductores Eléctricos: Materiales y AplicacionesDokumen9 halamanConductores Eléctricos: Materiales y AplicacionesIvan Humberto Centeno PrietoBelum ada peringkat
- Fabricacion de Silla UniversitariaDokumen3 halamanFabricacion de Silla UniversitariaFabián AlbertoBelum ada peringkat
- Tabiques - Lana de Vidrio ACUSTIVER PDokumen3 halamanTabiques - Lana de Vidrio ACUSTIVER PsergiosilvahBelum ada peringkat
- Memoria de Cálculo Estructural - Combate de AbtaoDokumen59 halamanMemoria de Cálculo Estructural - Combate de AbtaoCarlos Enrique Vivanco RiosBelum ada peringkat
- Análisis fallas engranajesDokumen9 halamanAnálisis fallas engranajesDaniel VillarroelBelum ada peringkat
- Cabaña Wood and MountainDokumen7 halamanCabaña Wood and MountainJhoan Leandro Taborda GonzalezBelum ada peringkat
- Análisis Y Diseño de Vigas A Flexión: December 2020Dokumen56 halamanAnálisis Y Diseño de Vigas A Flexión: December 2020José María Rodríguez RodríguezBelum ada peringkat
- Metrado Inst Electricas Daniel DelgadoDokumen4 halamanMetrado Inst Electricas Daniel DelgadoDaniel Delgado MontesinosBelum ada peringkat
- Módulo 9 V 25-Cables Aislados - Julio 2-2022Dokumen168 halamanMódulo 9 V 25-Cables Aislados - Julio 2-2022ANDRÉS MAURICIO GÓMEZ GUAPACHABelum ada peringkat
- Diseno LRFD Cimentaciones Superficiales ICGDokumen39 halamanDiseno LRFD Cimentaciones Superficiales ICGMarco BellidoBelum ada peringkat
- Encofrados MetalicosDokumen21 halamanEncofrados MetalicosalfredoBelum ada peringkat
- BismutoDokumen6 halamanBismutoEnrique Chang FrancoBelum ada peringkat
- Plásticos: Introducción A LosDokumen22 halamanPlásticos: Introducción A Losnieves60Belum ada peringkat
- Tarea 1-Esr315Dokumen13 halamanTarea 1-Esr315alexander hernandezBelum ada peringkat
- Teoria CapacitoresDokumen5 halamanTeoria CapacitoresElias RochaBelum ada peringkat