Anda mungkin juga menyukai
- Guia 11 Propiedades de Las Arenas de MoldeoDokumen3 halamanGuia 11 Propiedades de Las Arenas de MoldeoJüan RojasBelum ada peringkat
- Flotacion de Minerales UTSMDokumen126 halamanFlotacion de Minerales UTSMelchevere_5100% (1)
- Guía 4 Taladrado y EscariadoDokumen24 halamanGuía 4 Taladrado y EscariadoFrancisco VargasBelum ada peringkat
- Conformado Plastico de Metales. FORJA.Dokumen143 halamanConformado Plastico de Metales. FORJA.Daniel MesaBelum ada peringkat
- Tolva de FinosDokumen7 halamanTolva de FinosMiranda Julios JmrBelum ada peringkat
- Astm A 532Dokumen2 halamanAstm A 532Andres PerezBelum ada peringkat
- Fileteado, Festoneado y Biselado de EsquinasDokumen2 halamanFileteado, Festoneado y Biselado de EsquinasDeya NiraBelum ada peringkat
- Ejercicios Resueltos de Calculo 3Dokumen13 halamanEjercicios Resueltos de Calculo 3Paul SoriaBelum ada peringkat
- Tema5.Acabado SuperficialDokumen20 halamanTema5.Acabado SuperficialRomer Rocha ChavezBelum ada peringkat
- Practica 3Dokumen12 halamanPractica 3Walter Silva100% (1)
- Informe Fundicion de BronceDokumen3 halamanInforme Fundicion de BronceCrija Gadvay LaraBelum ada peringkat
- Circuito de Trituración - ModDokumen18 halamanCircuito de Trituración - ModannaBelum ada peringkat
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDari EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaBelum ada peringkat
- SELECCIÓN DEL PROCESO DE MANUFACTURA CerraduraDokumen3 halamanSELECCIÓN DEL PROCESO DE MANUFACTURA CerraduraAnderson MartinezBelum ada peringkat
- Forja en CalienteDokumen14 halamanForja en CalienteDIAZBelum ada peringkat
- Cuestionario Sobre FundiciónDokumen8 halamanCuestionario Sobre FundiciónJordan J. Peña Pinedo100% (1)
- Identificación de Plásticos Sin Codigo de MarcadoDokumen14 halamanIdentificación de Plásticos Sin Codigo de MarcadoJuan Jonel Canales SotoBelum ada peringkat
- Manual de Instalacion y Mantenimiento Bandas TransportadorasDokumen184 halamanManual de Instalacion y Mantenimiento Bandas TransportadorasGabriela XocaBelum ada peringkat
- Problemas de LaminadoDokumen14 halamanProblemas de LaminadogerardoBelum ada peringkat
- Seminario de Fundición El Reencuentro Con La Fundición Unsa1 2006Dokumen18 halamanSeminario de Fundición El Reencuentro Con La Fundición Unsa1 2006Juan Carlos Ramos CentenoBelum ada peringkat
- Multitac Chancadora de Quijada 1Dokumen11 halamanMultitac Chancadora de Quijada 1daiver lopez padillaBelum ada peringkat
- Tetraborato de SodioDokumen7 halamanTetraborato de SodiovaleriaBelum ada peringkat
- Horno Abp-DicuDokumen3 halamanHorno Abp-DicuJORGE RUBENBelum ada peringkat
- Punzonado PDFDokumen30 halamanPunzonado PDFedwincrdm2767Belum ada peringkat
- Guia de Resistencia2018 (Flexion-Torsion)Dokumen5 halamanGuia de Resistencia2018 (Flexion-Torsion)edgarsilvestreBelum ada peringkat
- Flotacion de CobreDokumen9 halamanFlotacion de CobreRuben Eduardo Charcape JimenezBelum ada peringkat
- Volumen y Dimension A Mien To de RiserDokumen26 halamanVolumen y Dimension A Mien To de RiserMeyer de la CruzBelum ada peringkat
- Tolerancias para ForjadoDokumen36 halamanTolerancias para Forjadoehzale0% (1)
- NCh0640-73 MATERIALES REFRACTARIOSDokumen63 halamanNCh0640-73 MATERIALES REFRACTARIOSManu Poblete MuñozBelum ada peringkat
- Distancia de Alimentación de La MazarotaDokumen6 halamanDistancia de Alimentación de La MazarotaLAURA ESTER ROMERO NUÑEZBelum ada peringkat
- Seminario Problemas 2. Fundición y Pulvimetalurgia PDFDokumen16 halamanSeminario Problemas 2. Fundición y Pulvimetalurgia PDFlucatoni999Belum ada peringkat
- Ejercicios Metalografia y DurezasDokumen2 halamanEjercicios Metalografia y Durezascarlos-roBelum ada peringkat
- Unidad 3 ProcesosDokumen29 halamanUnidad 3 ProcesosLuis Eduardo Lopez CordovaBelum ada peringkat
- Forjado en Caliente de PiezasDokumen27 halamanForjado en Caliente de Piezas1rubena1Belum ada peringkat
- Investigación de Tipos de BorcasDokumen8 halamanInvestigación de Tipos de BorcasElian ChicuateBelum ada peringkat
- La Porosidad en La SoldaduraDokumen6 halamanLa Porosidad en La SoldaduraJorge G. VeraBelum ada peringkat
- Plantilla Presupuesto Proyecto X - Cliente Y - ESCUELA AUDIOVISUALDokumen8 halamanPlantilla Presupuesto Proyecto X - Cliente Y - ESCUELA AUDIOVISUALGonzalo RiosBelum ada peringkat
- Forja FrioDokumen4 halamanForja FrioSamir GalanBelum ada peringkat
- Ensayo Dureza de MohsDokumen5 halamanEnsayo Dureza de MohsAndrea CruzBelum ada peringkat
- 1er Catálogo General Poleas DucasseDokumen36 halaman1er Catálogo General Poleas DucasseCamila Vallejos CBelum ada peringkat
- Colado en LingoteraDokumen19 halamanColado en Lingoteranestorcamilo111100% (2)
- Conformado Plastico de Metales PDFDokumen21 halamanConformado Plastico de Metales PDFspc_2278942Belum ada peringkat
- Tema5 ExtrusiónDokumen36 halamanTema5 ExtrusiónCristian RocaBelum ada peringkat
- Control Altimétrico Horno RotatorioDokumen30 halamanControl Altimétrico Horno RotatorioPercyBelum ada peringkat
- Teoría de La Embutición de PlanchasDokumen26 halamanTeoría de La Embutición de PlanchasGerbercp Condori PalaciosBelum ada peringkat
- Selección y Dimensionamiento de Harneros Industriales - V2013 PDFDokumen12 halamanSelección y Dimensionamiento de Harneros Industriales - V2013 PDFAltazzorBelum ada peringkat
- Reporte Proyecto Tribología - 20-11-2019Dokumen107 halamanReporte Proyecto Tribología - 20-11-2019CésarBelum ada peringkat
- Clase 3 MatriceriaDokumen18 halamanClase 3 MatriceriaDavy JonesBelum ada peringkat
- Ejemplo Calculo de Muelles para TroquelesDokumen4 halamanEjemplo Calculo de Muelles para TroquelesjdcarvajalBelum ada peringkat
- Rolado o Laminado de MetalesDokumen5 halamanRolado o Laminado de MetalesIan Francisco NoeBelum ada peringkat
- ActividaddobladoDokumen2 halamanActividaddobladoJorge David Vivas RojasBelum ada peringkat
- Lab-Tt-1 Recocido Con Austenizacion Completa Acero 4140Dokumen15 halamanLab-Tt-1 Recocido Con Austenizacion Completa Acero 4140javierBelum ada peringkat
- Examen Primer Parcial TeoricoDokumen3 halamanExamen Primer Parcial TeoricoAngel L Aramayo VelaBelum ada peringkat
- Guia Corte y DobladoDokumen9 halamanGuia Corte y Dobladoeder rojasBelum ada peringkat
- Estampado de Chapa en FríoDokumen22 halamanEstampado de Chapa en Fríolucas100% (2)
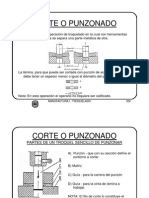
- Corte o PunzonadoDokumen28 halamanCorte o PunzonadoRafael Ramírez Medina0% (1)
- 2da Dirigida Deformacion Plastica 20201Dokumen2 halaman2da Dirigida Deformacion Plastica 20201Diego Cesar Florez PeraltillaBelum ada peringkat
- 05 DH Diseño de TroquelesDokumen38 halaman05 DH Diseño de Troquelesdiegograff18Belum ada peringkat
- Troqueleria Piezas A TrabajarDokumen27 halamanTroqueleria Piezas A TrabajarDuran PlacenciaBelum ada peringkat
- Sebas M - Segujndo Trabajo Practico Ci-2021Dokumen9 halamanSebas M - Segujndo Trabajo Practico Ci-2021Sebas MBelum ada peringkat
- Tema 3 Equilibrio Químico PDFDokumen17 halamanTema 3 Equilibrio Químico PDFdavid morochoBelum ada peringkat
- PROPIEDADES PPR (VS) PE100Dokumen3 halamanPROPIEDADES PPR (VS) PE100Jesus SevillaBelum ada peringkat
- CalicosisDokumen4 halamanCalicosisPedro Luis MezaBelum ada peringkat
- Efecto Del Disolvente en La Manifestación Del Carácter IónicoDokumen3 halamanEfecto Del Disolvente en La Manifestación Del Carácter Iónicofroz967% (3)
- Catalago Actualizado AbrilDokumen220 halamanCatalago Actualizado Abriljose moraBelum ada peringkat
- M-PSC - 001 Manual de PiscinaDokumen31 halamanM-PSC - 001 Manual de PiscinaLeticia FerrerBelum ada peringkat
- Especificaciones Tecnicas Losa e 15 CMDokumen25 halamanEspecificaciones Tecnicas Losa e 15 CMfrankBelum ada peringkat
- Errores en La Medición de PHDokumen6 halamanErrores en La Medición de PHFredi Cari CarreraBelum ada peringkat
- GRUPO - F - DIAMANTE DE FUEGO - RemovedDokumen12 halamanGRUPO - F - DIAMANTE DE FUEGO - RemovedFernanda RodriguezBelum ada peringkat
- Fallas PDFDokumen16 halamanFallas PDFJbzetties100% (1)
- Durabilidad Del Concreto Frente A Los SulfatosDokumen3 halamanDurabilidad Del Concreto Frente A Los SulfatosAnonymous xOxEA17v1Belum ada peringkat
- PTS Sustancias PeligrosasDokumen18 halamanPTS Sustancias Peligrosasevangelo toroBelum ada peringkat
- Composites y CompomerosDokumen5 halamanComposites y Compomeroslolachevez100% (1)
- Reporte de Lab - Práctica 2 - Brig 2 - Equipo 7 - IamDokumen14 halamanReporte de Lab - Práctica 2 - Brig 2 - Equipo 7 - IamXimena RubioBelum ada peringkat
- Capacitación Respel PDFDokumen79 halamanCapacitación Respel PDFTefy Janampa HuertaBelum ada peringkat
- Amercoat 91 GFKDokumen2 halamanAmercoat 91 GFKAlmagesto QuenayaBelum ada peringkat
- CAFÉ1Dokumen3 halamanCAFÉ1Jasbleidy HernandezBelum ada peringkat
- PirómetroDokumen8 halamanPirómetroMiguel FerreiraBelum ada peringkat
- LoayzaDokumen13 halamanLoayzaPedrito Manuel67% (3)
- Patinas para Platakaia Joyas - TECNICAS - LA PÁTINADokumen8 halamanPatinas para Platakaia Joyas - TECNICAS - LA PÁTINACristal MuranoBelum ada peringkat
- GX Handbook ES 50Hz 2017-05 LRDokumen80 halamanGX Handbook ES 50Hz 2017-05 LREduardo Ariel Bernal100% (1)
- NTP-334.139 Analisis Químico Del YesoDokumen51 halamanNTP-334.139 Analisis Químico Del YesoPercy TC50% (2)
- 0atdnwyzsXv5fDtu - 3Z8nuBwHpMeswrtq-Física de PlantasDokumen7 halaman0atdnwyzsXv5fDtu - 3Z8nuBwHpMeswrtq-Física de PlantasCristian jacobo Álvarez bedoyaBelum ada peringkat
- SEMINARIO ToxicologiaDokumen32 halamanSEMINARIO ToxicologiaAndreaBelum ada peringkat
- Sustitutorio - QUIMICA INORGANICA - RODRIGUEZDokumen2 halamanSustitutorio - QUIMICA INORGANICA - RODRIGUEZDiego Padilla SantosBelum ada peringkat
- Nectar de AguaymantoDokumen11 halamanNectar de AguaymantoLissette Marysol Quispe100% (5)
- Guía No 3 Fundición ParafinaDokumen10 halamanGuía No 3 Fundición ParafinaSteven David PerezBelum ada peringkat
- CICLOALCANOSDokumen20 halamanCICLOALCANOSAaron navarro ulloaBelum ada peringkat
- PracticasDokumen20 halamanPracticasJuly GalavízBelum ada peringkat
- Nutrición y Alimentación de CuyesDokumen20 halamanNutrición y Alimentación de CuyesJesus Camero0% (1)