Anda mungkin juga menyukai
- Pioneer htp-071 Home Cinema Package vsx-321-k-p s-22w-p s-11-p rrv4273 2011 SM PDFDokumen103 halamanPioneer htp-071 Home Cinema Package vsx-321-k-p s-22w-p s-11-p rrv4273 2011 SM PDFgvionBelum ada peringkat
- Full Dating TutDokumen47 halamanFull Dating Tutkirawintergreen100% (1)
- Introduction To Salesforce by Gulzar GhoshDokumen18 halamanIntroduction To Salesforce by Gulzar GhoshGulzar GhoshBelum ada peringkat
- DIY Wifi Jammer With ESP8266 and Mobile App PDFDokumen6 halamanDIY Wifi Jammer With ESP8266 and Mobile App PDFJonhny PhamBelum ada peringkat
- Smart Controls Systems - Corporate ProfileDokumen13 halamanSmart Controls Systems - Corporate ProfileZeeshan Ul HaqBelum ada peringkat
- Distribution Automation NewDokumen21 halamanDistribution Automation Newvenki249Belum ada peringkat
- Programmable Logic Controller: Assistant Professor Me, RuetDokumen21 halamanProgrammable Logic Controller: Assistant Professor Me, RuetMd. Zahidul IslamBelum ada peringkat
- Programmable Logic Controller: Assistant Professor Me, RuetDokumen18 halamanProgrammable Logic Controller: Assistant Professor Me, RuetMd. Zahidul IslamBelum ada peringkat
- Lecture 2-DCS and PLC Structure, Function and ChractersticsDokumen10 halamanLecture 2-DCS and PLC Structure, Function and ChractersticsAmmar AlkindyBelum ada peringkat
- Module 3Dokumen34 halamanModule 3DennisBelum ada peringkat
- Distributed Control System & Scada: Chapter-3Dokumen17 halamanDistributed Control System & Scada: Chapter-3LJIETSEM7ICBelum ada peringkat
- Control Application Development in pSOSDokumen6 halamanControl Application Development in pSOSS Bharadwaj ReddyBelum ada peringkat
- Study of Software Interface For Adaptive Control SystemDokumen42 halamanStudy of Software Interface For Adaptive Control SystemLin ChongBelum ada peringkat
- Unit 1 Process Control Programming: Types of ProgramDokumen7 halamanUnit 1 Process Control Programming: Types of ProgramSavita Kiran BBelum ada peringkat
- Unit Iii General Purpose Processor Software DevelopmentDokumen11 halamanUnit Iii General Purpose Processor Software DevelopmentSaritha ReddyBelum ada peringkat
- Gujarat Technological UniversityDokumen4 halamanGujarat Technological UniversityArunmetha SundaramoorthyBelum ada peringkat
- Synopsis Java Project DispensaryDokumen29 halamanSynopsis Java Project DispensarylovejotBelum ada peringkat
- Remote Desktop Administration Using Wanet ": Bachelor of Technology in Computer Science & EngineeringDokumen62 halamanRemote Desktop Administration Using Wanet ": Bachelor of Technology in Computer Science & EngineeringShobhit GoswamiBelum ada peringkat
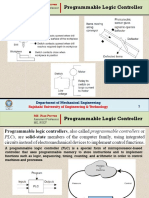
- PLC Features: Department of Mechanical Engineering Bangladesh University of Engineering & TechnologyDokumen11 halamanPLC Features: Department of Mechanical Engineering Bangladesh University of Engineering & TechnologyLobo LoBelum ada peringkat
- Hybrid Scheduling and Dual Queue SchedulingDokumen5 halamanHybrid Scheduling and Dual Queue SchedulingjyotirmaypatelBelum ada peringkat
- 1 Topic NotesDokumen13 halaman1 Topic NotesArvic BabolBelum ada peringkat
- Unit 1.2Dokumen13 halamanUnit 1.2rameshwar chintamaniBelum ada peringkat
- VL2020210504460 Ast09Dokumen2 halamanVL2020210504460 Ast09Anchit AgarwalBelum ada peringkat
- Chapter 10. Realtime Control Platform: 10.1 General Concepts About ProgramsDokumen35 halamanChapter 10. Realtime Control Platform: 10.1 General Concepts About ProgramsAyham AlkasirBelum ada peringkat
- A Survey of Robot Programming Systems: January 2004Dokumen11 halamanA Survey of Robot Programming Systems: January 2004oumayma saoudiBelum ada peringkat
- Embedded Systems and InformDokumen11 halamanEmbedded Systems and InformJerin JoseBelum ada peringkat
- AcaDokumen4 halamanAcamanju287Belum ada peringkat
- Lecture 2 (Parallelism)Dokumen7 halamanLecture 2 (Parallelism)hussiandavid26Belum ada peringkat
- Osy KunalDokumen38 halamanOsy KunalMARCUS89 -Belum ada peringkat
- A Novel Integration Between Service Oriented IOT BASED MONITORING WITH OPEN ARCHITECTURE OF CNC System MonitoringDokumen12 halamanA Novel Integration Between Service Oriented IOT BASED MONITORING WITH OPEN ARCHITECTURE OF CNC System MonitoringSaraswathi GowdaBelum ada peringkat
- CzernikowskiVallino WCAE2005Dokumen7 halamanCzernikowskiVallino WCAE2005Arunmetha SundaramoorthyBelum ada peringkat
- REPT: Reverse Debugging of Failures in Deployed SoftwareDokumen17 halamanREPT: Reverse Debugging of Failures in Deployed Softwareetherealgmail.comBelum ada peringkat
- High Level Hardware/Software Embedded System Design With RedsharcDokumen6 halamanHigh Level Hardware/Software Embedded System Design With RedsharcsenteBelum ada peringkat
- Application of PLC For Elevator Control System: Saurabh Sharma T.Y.Ladakhi A.P.Tiwary Dr. B.B.Pradhan R.PhiponDokumen4 halamanApplication of PLC For Elevator Control System: Saurabh Sharma T.Y.Ladakhi A.P.Tiwary Dr. B.B.Pradhan R.PhiponMohammed SelmanBelum ada peringkat
- 18CSC205J-Operating Systems: Unit-IDokumen95 halaman18CSC205J-Operating Systems: Unit-IKartik DwivediBelum ada peringkat
- ECSE-4760 Real-Time Applications in Control & Communications Introductory Lab ExperimentDokumen20 halamanECSE-4760 Real-Time Applications in Control & Communications Introductory Lab ExperimentcorazonpuroBelum ada peringkat
- Embedded Systems Notes - Unit - 3Dokumen11 halamanEmbedded Systems Notes - Unit - 3Ashish AttriBelum ada peringkat
- Erts Unit IIIDokumen30 halamanErts Unit IIIsenthilkumarBelum ada peringkat
- Implementation of Task Scheduling Algorithms of Multiprocessor and Mixed Critical Systems-2Dokumen11 halamanImplementation of Task Scheduling Algorithms of Multiprocessor and Mixed Critical Systems-2charanssitBelum ada peringkat
- Slot14 15 CH08 OperatingSystemSupport 43 SlidesDokumen34 halamanSlot14 15 CH08 OperatingSystemSupport 43 Slidestuan luuBelum ada peringkat
- A Survey of Embedded Software Profiling MethodologiesDokumen22 halamanA Survey of Embedded Software Profiling MethodologiesijesajournalBelum ada peringkat
- Using Real-Time Java For Industrial Robot ControlDokumen7 halamanUsing Real-Time Java For Industrial Robot ControlFederico RoccabiancaBelum ada peringkat
- Power System AnalysisDokumen10 halamanPower System AnalysisKamran RajputBelum ada peringkat
- Fom MicroprojectDokumen9 halamanFom MicroprojectPRABHAVATI TANAJI DESHMUKH100% (1)
- Term Paper On Embedded SystemsDokumen7 halamanTerm Paper On Embedded Systemsaflsbbesq100% (1)
- Operating System NotesDokumen5 halamanOperating System NotesJoe Arun RajaBelum ada peringkat
- Robotics and Computer Integrated Manufacturing: SciencedirectDokumen17 halamanRobotics and Computer Integrated Manufacturing: SciencedirectMich CelBelum ada peringkat
- Processor Evaluation in An Embedded Systems Design EnvironmentDokumen6 halamanProcessor Evaluation in An Embedded Systems Design EnvironmentAshraf KPBelum ada peringkat
- RC 4000 Software: Multiprogramming System: Per Brinch Hansen (1969)Dokumen45 halamanRC 4000 Software: Multiprogramming System: Per Brinch Hansen (1969)Yu ChenBelum ada peringkat
- RPADokumen3 halamanRPAThangarajBelum ada peringkat
- SP (System Programming)Dokumen105 halamanSP (System Programming)Nihit Patel100% (1)
- Mathematics RequiredDokumen8 halamanMathematics RequiredNihal GuptaBelum ada peringkat
- Parallel Processing Chapter - 2Dokumen135 halamanParallel Processing Chapter - 2manoj1861860% (1)
- MPCA Assignment 11 B - 66Dokumen5 halamanMPCA Assignment 11 B - 66Shubham BayasBelum ada peringkat
- Robot Programming: Tomas Lozano-PerezDokumen21 halamanRobot Programming: Tomas Lozano-PerezRoss SiringoringoBelum ada peringkat
- Simulation-Based Fault-Tolerant Multiprocessors SystemDokumen10 halamanSimulation-Based Fault-Tolerant Multiprocessors SystemTELKOMNIKABelum ada peringkat
- CV Resume NaderJSA En03 PDFDokumen3 halamanCV Resume NaderJSA En03 PDFazitaggBelum ada peringkat
- Operating System Concepts Fall 2010: Kamran SiddiqueDokumen21 halamanOperating System Concepts Fall 2010: Kamran SiddiqueazizfaridBelum ada peringkat
- 4-Bit Processing Unit Design Usingvhdl Structural Modeling For Multiprocessor ArchitectureDokumen6 halaman4-Bit Processing Unit Design Usingvhdl Structural Modeling For Multiprocessor ArchitectureArpan AdakBelum ada peringkat
- RTEMS C User's Guide: On-Line Applications Research CorporationDokumen294 halamanRTEMS C User's Guide: On-Line Applications Research CorporationrnatellaBelum ada peringkat
- Abhijeet Banerjee: Address & Contact DetailsDokumen4 halamanAbhijeet Banerjee: Address & Contact Detailshhh1294Belum ada peringkat
- Programming Models and HW-SW Interfaces Abstraction For Multi-Processor SocDokumen6 halamanProgramming Models and HW-SW Interfaces Abstraction For Multi-Processor SocrsonalcdBelum ada peringkat
- Unknown - Unknown - Advanced - Tools - Control - Industry - 4.0Dokumen6 halamanUnknown - Unknown - Advanced - Tools - Control - Industry - 4.0gesmarjuniorBelum ada peringkat
- 4114ijcseit03 With Cover Page v2Dokumen7 halaman4114ijcseit03 With Cover Page v2Hafid AlifiantoBelum ada peringkat
- Robot Operating System (ROS): The Complete Reference (Volume 6)Dari EverandRobot Operating System (ROS): The Complete Reference (Volume 6)Belum ada peringkat
- Reference LetterDokumen1 halamanReference LetterMd. Zahidul IslamBelum ada peringkat
- IPE Proposed Structure February 08 IIfinal (MODIFIED ON 23 MARCH 2010)Dokumen18 halamanIPE Proposed Structure February 08 IIfinal (MODIFIED ON 23 MARCH 2010)Md. Zahidul IslamBelum ada peringkat
- Stature Estimation From Handprint Measurements - 08 June 2020Dokumen27 halamanStature Estimation From Handprint Measurements - 08 June 2020Md. Zahidul IslamBelum ada peringkat
- Management & Its FunctionDokumen38 halamanManagement & Its FunctionMd. Zahidul IslamBelum ada peringkat
- Organization &organizational StructureDokumen28 halamanOrganization &organizational StructureMd. Zahidul IslamBelum ada peringkat
- Personnel ManagementLec 3Dokumen19 halamanPersonnel ManagementLec 3Md. Zahidul IslamBelum ada peringkat
- Department of Industrial & Production EngineeringDokumen1 halamanDepartment of Industrial & Production EngineeringMd. Zahidul IslamBelum ada peringkat
- Support Packages For TIA Portal V17: October 2021Dokumen8 halamanSupport Packages For TIA Portal V17: October 2021Henry Hasadiah Sanchez AguilarBelum ada peringkat
- Two Days Training 15-01-2024 To 16-01-2024Dokumen16 halamanTwo Days Training 15-01-2024 To 16-01-2024Sehar Muhammad AslamBelum ada peringkat
- HKACE SBA Guided Task Sample - Combined VersionDokumen25 halamanHKACE SBA Guided Task Sample - Combined Version杜家偉Belum ada peringkat
- Computing Sensitivities of Cva Using AadDokumen58 halamanComputing Sensitivities of Cva Using Aadtracy powellBelum ada peringkat
- Game MasterDokumen3 halamanGame MasterArif Muhammad AlhanaBelum ada peringkat
- WinCC Unified - Calendar - ManualDokumen102 halamanWinCC Unified - Calendar - ManualTamas LorinczBelum ada peringkat
- Phoenixs Texture PackDokumen16 halamanPhoenixs Texture PackRomasGuPro xDBelum ada peringkat
- FDokumen104 halamanFMax Luan BispoBelum ada peringkat
- Manual Abit An52 - An52s PDFDokumen80 halamanManual Abit An52 - An52s PDFLeandro Gomes0% (1)
- Driver Libraries Help v2.06Dokumen1.461 halamanDriver Libraries Help v2.06SzelSzabBelum ada peringkat
- Log 1Dokumen14 halamanLog 1Earl averzosaBelum ada peringkat
- Study Guide HardwareSystemServicingDokumen5 halamanStudy Guide HardwareSystemServicingDonn SabalBelum ada peringkat
- Sample Thesis IgnouDokumen6 halamanSample Thesis Ignoukimberlyjonesnaperville100% (2)
- Electricity Online Bill Payment (1) .PPTX (Read-Only)Dokumen23 halamanElectricity Online Bill Payment (1) .PPTX (Read-Only)Jhayzon Albay FABelum ada peringkat
- Langkah Menggunakan CrackDokumen1 halamanLangkah Menggunakan CrackAzi SulistioBelum ada peringkat
- Smartwalk Installation Manual v2 5 SmartlinkDokumen16 halamanSmartwalk Installation Manual v2 5 SmartlinkJuniorBelum ada peringkat
- PL2303 Windows Driver User Manual v1.16.0Dokumen17 halamanPL2303 Windows Driver User Manual v1.16.0Er Yadnesh GandreBelum ada peringkat
- Trouble ShootingDokumen22 halamanTrouble ShootingBitstream SurferBelum ada peringkat
- Chapter 2Dokumen53 halamanChapter 2LEE LEE LAUBelum ada peringkat
- The Combination of Arti Ficial Intelligence and Extended Reality: A Systematic ReviewDokumen13 halamanThe Combination of Arti Ficial Intelligence and Extended Reality: A Systematic ReviewJay CurranBelum ada peringkat
- TWAINRTMWin 4047000MUDokumen3 halamanTWAINRTMWin 4047000MUMiguel Angel Choque GonzalesBelum ada peringkat
- LKPD Interaksi Makhluk Hidup Dengan Lingkungan WorksheetDokumen5 halamanLKPD Interaksi Makhluk Hidup Dengan Lingkungan WorksheetIwan KurniawanBelum ada peringkat
- Uplift Modeling WebConf8Dokumen4 halamanUplift Modeling WebConf8Sreevathsa MBBelum ada peringkat
- Hta 11 02 PDFDokumen9 halamanHta 11 02 PDFgasiasiBelum ada peringkat