Anda mungkin juga menyukai
- Checklist For Separator Cum Storage TankDokumen5 halamanChecklist For Separator Cum Storage TankRamalingam PrabhakaranBelum ada peringkat
- NACE SP 0294 2006 (Parte 3)Dokumen12 halamanNACE SP 0294 2006 (Parte 3)Carlos Lluen AquinoBelum ada peringkat
- Plugging of Boiler Tubes - AQ9 PDFDokumen6 halamanPlugging of Boiler Tubes - AQ9 PDFВиталий РунцивBelum ada peringkat
- The CIGRE B4 DC Grid Test SystemDokumen13 halamanThe CIGRE B4 DC Grid Test SystemJeff ChiBelum ada peringkat
- REM-Broken Vane Replacement KVT SeriesDokumen6 halamanREM-Broken Vane Replacement KVT SeriesDairoBelum ada peringkat
- A545-736-11-42-DS-0034 - A - Flow TeeDokumen2 halamanA545-736-11-42-DS-0034 - A - Flow TeeMurli ramchandranBelum ada peringkat
- ASSIGN 01 - RC Beam Design V01Dokumen3 halamanASSIGN 01 - RC Beam Design V01Migs DavidBelum ada peringkat
- Valve Body To Case and Filter BoltsDokumen21 halamanValve Body To Case and Filter BoltsData TécnicaBelum ada peringkat
- Etoile GCDokumen45 halamanEtoile GCHabtamu GaromaBelum ada peringkat
- Punch List: Upgradation of 120-Gt-14Dokumen1 halamanPunch List: Upgradation of 120-Gt-14Abdul HafeezBelum ada peringkat
- EB 352H Introduction ChokesDokumen12 halamanEB 352H Introduction ChokesFer AlbarracinBelum ada peringkat
- Fire Fighting System Walk Down Punch ListDokumen18 halamanFire Fighting System Walk Down Punch ListGomathyselvi100% (1)
- Thermovision Scanning of Switchyard EquipmentsDokumen3 halamanThermovision Scanning of Switchyard EquipmentsPť Ãñkûŕ BhâťťBelum ada peringkat
- Checklist For Furnace Bottom EnclosureDokumen7 halamanChecklist For Furnace Bottom EnclosureRamalingam PrabhakaranBelum ada peringkat
- Badho Jabal-1 Dir-A Punch ListDokumen6 halamanBadho Jabal-1 Dir-A Punch ListAman AhmedBelum ada peringkat
- Flush-Mounting Room Thermostats, 1 Temperature: FeaturesDokumen3 halamanFlush-Mounting Room Thermostats, 1 Temperature: FeaturesalamikBelum ada peringkat
- Well ControlDokumen70 halamanWell ControlAbd EnnacerBelum ada peringkat
- Cryogenic/Pressure Build Regulator 3/8" and 1/2" NPT, BSPT Inlet 400 Psig (28 Bar)Dokumen2 halamanCryogenic/Pressure Build Regulator 3/8" and 1/2" NPT, BSPT Inlet 400 Psig (28 Bar)Abd NaamiBelum ada peringkat
- EN62444 IEC62444 Industrial SiraDokumen3 halamanEN62444 IEC62444 Industrial SiraSandip JoardarBelum ada peringkat
- Calculation and Specification of Bilge System: Design Iv Machinery System Departement of Marine EngineeringDokumen16 halamanCalculation and Specification of Bilge System: Design Iv Machinery System Departement of Marine EngineeringSean Chen GyarinoBelum ada peringkat
- Punch List For Rental GSU (Process Area) With Highlighted PointsDokumen1 halamanPunch List For Rental GSU (Process Area) With Highlighted Pointsranaakbar1988Belum ada peringkat
- Volume 1Dokumen556 halamanVolume 1Marlon Enrique Hernandez FonsecaBelum ada peringkat
- PDF 44201231009PMSHM-SHVTDokumen53 halamanPDF 44201231009PMSHM-SHVTabhayundale100% (1)
- Sample Question Bank-18me43Dokumen6 halamanSample Question Bank-18me43YogeshPalanisamyBelum ada peringkat
- Tucker: Pull-Down Kitchen FaucetDokumen18 halamanTucker: Pull-Down Kitchen Faucetrishikesh312Belum ada peringkat
- A) B) C) D) E) : InstallationDokumen27 halamanA) B) C) D) E) : InstallationPatrick MarcaidaBelum ada peringkat
- Datasheet Clorius M3F 3 Way Control Valve DN80 DN150Dokumen2 halamanDatasheet Clorius M3F 3 Way Control Valve DN80 DN150Javier Conesa OutedaBelum ada peringkat
- MTG BDokumen71 halamanMTG Bkuren kaBelum ada peringkat
- Centerset Bath FaucetDokumen20 halamanCenterset Bath FaucetAndrew LaChapellBelum ada peringkat
- HFE0904 TutorialDokumen2 halamanHFE0904 TutorialArun KumarBelum ada peringkat
- Article 7 Use of Milestones and Constraints1Dokumen104 halamanArticle 7 Use of Milestones and Constraints1dreamboy87Belum ada peringkat
- 623-20 - Intake CowlDokumen4 halaman623-20 - Intake CowlSeongwoon KimBelum ada peringkat
- 02.06.05 3-Way Valve 1240 6519 - enDokumen6 halaman02.06.05 3-Way Valve 1240 6519 - enabuya3kubmBelum ada peringkat
- CommentsDokumen10 halamanCommentsVarun GuptaBelum ada peringkat
- 4650 and 4850 Section 40Dokumen8 halaman4650 and 4850 Section 40josephmw0308Belum ada peringkat
- BS6121 Industrial SiraDokumen4 halamanBS6121 Industrial SiraAnonymous PaJedkBelum ada peringkat
- D01+CPL & D02+CPLDokumen128 halamanD01+CPL & D02+CPLedcielebuen0123Belum ada peringkat
- TestDokumen9 halamanTestFauzi NanangBelum ada peringkat
- NT Bridge DrawingDokumen163 halamanNT Bridge Drawingthanh bình nguyễnBelum ada peringkat
- Processor V3.0: Not Really An Effect - Better !Dokumen4 halamanProcessor V3.0: Not Really An Effect - Better !crackintheshatBelum ada peringkat
- 220kV Busbar & Bus Coupler Control & Relay Panel - 07.09.18Dokumen49 halaman220kV Busbar & Bus Coupler Control & Relay Panel - 07.09.18Guru Mishra100% (1)
- 843 BAUER322RoasterwithCoolingCart 0 OldDokumen25 halaman843 BAUER322RoasterwithCoolingCart 0 OldRoyderWilliamsBelum ada peringkat
- Ep11415 B13-UscDokumen9 halamanEp11415 B13-UscWan WeiBelum ada peringkat
- CTC Series CatalogueDokumen40 halamanCTC Series CatalogueMattyBelum ada peringkat
- Crocedaunebroch PDFDokumen1 halamanCrocedaunebroch PDFBrbr ValiBelum ada peringkat
- Indu 421: Facilities Design and Material Handling Systems: Problem 1Dokumen3 halamanIndu 421: Facilities Design and Material Handling Systems: Problem 1Omar Abu-obiallaBelum ada peringkat
- Report of Eddy Current Inspection - Indiana AirportDokumen45 halamanReport of Eddy Current Inspection - Indiana AirportkumaraguruBelum ada peringkat
- Piston Bumper Seal Option Now Available For Series 2A & 2AN: Sound Level ComparisonDokumen2 halamanPiston Bumper Seal Option Now Available For Series 2A & 2AN: Sound Level ComparisonGonzalo AlvarezBelum ada peringkat
- Midterm PlateDokumen2 halamanMidterm Platejoshi0% (2)
- Trunnion Mounted Ball Valves TMBVDokumen32 halamanTrunnion Mounted Ball Valves TMBVanwarhas05100% (1)
- A Docking & Undocking Services:: Dock In: Dock OutDokumen10 halamanA Docking & Undocking Services:: Dock In: Dock OutReynaldo PesqueraBelum ada peringkat
- 220kV Feeder Control & Relay Panel - 07.09.18Dokumen44 halaman220kV Feeder Control & Relay Panel - 07.09.18Guru MishraBelum ada peringkat
- 3 Way Ball ValvesDokumen17 halaman3 Way Ball ValvesSagar Bhosale100% (1)
- Verado 200-275 Workshop-2Dokumen90 halamanVerado 200-275 Workshop-2Servicios Luna LSBelum ada peringkat
- Ep11422 C12-UscDokumen10 halamanEp11422 C12-UscZIED MAGHREBIBelum ada peringkat
- A Shift-15.02.2024 ReportDokumen1 halamanA Shift-15.02.2024 ReportShiavm PatelBelum ada peringkat
- Technical Information Series C: Slip-In Cartridge Valve CoversDokumen11 halamanTechnical Information Series C: Slip-In Cartridge Valve CoversezeizabarrenaBelum ada peringkat
- Piping WorkDokumen55 halamanPiping WorkRjeb mohamed100% (1)
- Fateha EnglishDokumen3 halamanFateha EnglishAbdul Raheem Syed70% (10)
- MYK Grout Card 2Dokumen2 halamanMYK Grout Card 2Abdul Raheem SyedBelum ada peringkat
- Latapoxy SP 100 TDS 1Dokumen3 halamanLatapoxy SP 100 TDS 1Abdul Raheem SyedBelum ada peringkat
- Laticrete Hydroban Tds NFDokumen6 halamanLaticrete Hydroban Tds NFAbdul Raheem SyedBelum ada peringkat
- L 9237 WaterproofDokumen4 halamanL 9237 WaterproofAbdul Raheem SyedBelum ada peringkat
- Spectra Lock Pro Premium Grout Technical Data Sheet 1Dokumen4 halamanSpectra Lock Pro Premium Grout Technical Data Sheet 1Abdul Raheem SyedBelum ada peringkat
- Installation, Operation, Maintenance & Lub. Manual 111Dokumen1 halamanInstallation, Operation, Maintenance & Lub. Manual 111Abdul Raheem SyedBelum ada peringkat
- Installation, Operation, Maintenance & Lub. Manual 31Dokumen1 halamanInstallation, Operation, Maintenance & Lub. Manual 31Abdul Raheem SyedBelum ada peringkat
- Critical Environments Brochure PDFDokumen12 halamanCritical Environments Brochure PDFJeferson HernanedzBelum ada peringkat
- Aerodynamics in CarsDokumen38 halamanAerodynamics in CarsInvento BuddhiBelum ada peringkat
- Atmospheric Boundary Layer Wind Tunnel DesignDokumen6 halamanAtmospheric Boundary Layer Wind Tunnel DesignYadvender SinghBelum ada peringkat
- Coanda EffectDokumen6 halamanCoanda EffectNavi SinghBelum ada peringkat
- Continuous Percolation Rate Measurement in A Sugarcane DiffuserDokumen18 halamanContinuous Percolation Rate Measurement in A Sugarcane DiffuserEverton CarpaneziBelum ada peringkat
- 10 0200 Smythe PaperDokumen10 halaman10 0200 Smythe PapermikeBelum ada peringkat
- Integrating ASHRAE-Funded Research Into Airflow Modeling SoftwareDokumen25 halamanIntegrating ASHRAE-Funded Research Into Airflow Modeling Softwareyunying21Belum ada peringkat
- 76.diss IFH BD 2006 3 BleningerDokumen243 halaman76.diss IFH BD 2006 3 Bleningerjean miguel oscorima celisBelum ada peringkat
- Ferrari 458 Speciale Press ReleaseDokumen6 halamanFerrari 458 Speciale Press ReleaseGaurav MalikBelum ada peringkat
- Research and Design of A Centrifugal Compressor For Fuel Cell TurbochargerDokumen5 halamanResearch and Design of A Centrifugal Compressor For Fuel Cell TurbochargerjswxieBelum ada peringkat
- Vent&BlowdownCatalog PDFDokumen19 halamanVent&BlowdownCatalog PDFktsnl100% (1)
- CD Series Linear Slot DiffusersDokumen7 halamanCD Series Linear Slot DiffusersAlan HoBelum ada peringkat
- CFD Analysis of Fluid Flow Through Equiangular Annular DiffuserDokumen127 halamanCFD Analysis of Fluid Flow Through Equiangular Annular Diffuserttuncay100% (1)
- Aerodynamic Design Considerations of A Formula 1 Racing CarDokumen4 halamanAerodynamic Design Considerations of A Formula 1 Racing CarVyssionBelum ada peringkat
- Flexair Threaded Disc: Fine Bubble Flexible Membrane DiffuserDokumen2 halamanFlexair Threaded Disc: Fine Bubble Flexible Membrane DiffuserIngrid RuizBelum ada peringkat
- Fabric Ducting & Diffusers: Technical DataDokumen32 halamanFabric Ducting & Diffusers: Technical DataruwangaroshalBelum ada peringkat
- 10.4271@2012 01 0178Dokumen9 halaman10.4271@2012 01 0178H HBelum ada peringkat
- Air Distribution Strategy Impact On Operating Room Infection ControlDokumen7 halamanAir Distribution Strategy Impact On Operating Room Infection ControlGokhanUNLUBelum ada peringkat
- 2005 Ford GT - Vehicle Aerodynamics - Updating A LegendDokumen9 halaman2005 Ford GT - Vehicle Aerodynamics - Updating A Legendvolo87Belum ada peringkat
- Vehicle Aerodynamic PerformanceDokumen17 halamanVehicle Aerodynamic PerformanceYuvaraj BadigerBelum ada peringkat
- Air Diffusers: Highest Product Quality For Best Air QualityDokumen20 halamanAir Diffusers: Highest Product Quality For Best Air QualityFaquruddin AliBelum ada peringkat
- Aeration Diffusers JaegerDokumen12 halamanAeration Diffusers JaegermariuspiBelum ada peringkat
- Design of An Exhaust Air Energy Recovery Wind Turbine Generator For Energy Conservation in Commercial BuildingsDokumen12 halamanDesign of An Exhaust Air Energy Recovery Wind Turbine Generator For Energy Conservation in Commercial BuildingsDanang JoyoeBelum ada peringkat
- Axial Flow Pump Design PDFDokumen10 halamanAxial Flow Pump Design PDFHalit Baris SertbakanBelum ada peringkat
- Julian Edgar Car Aerodynamic Testing For Road and Track How To Test Drag Lift and Downforce With LDokumen92 halamanJulian Edgar Car Aerodynamic Testing For Road and Track How To Test Drag Lift and Downforce With LRodrigo SantosBelum ada peringkat
- Koenigsegg EngineeringDokumen8 halamanKoenigsegg Engineeringgfdsal878Belum ada peringkat
- EDI FlexAir-SSM-spec Sheet PDFDokumen2 halamanEDI FlexAir-SSM-spec Sheet PDFomega AlfaBelum ada peringkat
- Hover CraftDokumen54 halamanHover CraftShakti PrasadBelum ada peringkat
- MC BeathDokumen2 halamanMC BeathMisbah Patel100% (1)
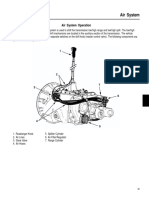
- Air System ServiceDokumen44 halamanAir System ServiceAngel Frausto Beltran100% (1)