Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Gibberish 2Dokumen6 halamanGibberish 2JackBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Gibberish 7Dokumen7 halamanGibberish 7JackBelum ada peringkat
- Gibberish 4Dokumen7 halamanGibberish 4JackBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Gibberish 4Dokumen7 halamanGibberish 4JackBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Gibberish 3Dokumen6 halamanGibberish 3JackBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Gibberish 5Dokumen7 halamanGibberish 5JackBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The Mems Design Process: Dr. T. RameshDokumen19 halamanThe Mems Design Process: Dr. T. RameshJackBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- GibberishDokumen2 halamanGibberishJackBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Gibberish 1Dokumen6 halamanGibberish 1JackBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- P4SDokumen2 halamanP4SJackBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- P4SDokumen3 halamanP4SJackBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 4Dokumen31 halaman4JackBelum ada peringkat
- GibberishDokumen6 halamanGibberishJackBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Case of Pro Profitless PCDokumen11 halamanThe Case of Pro Profitless PCShubham AgnihotriBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Jnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentDokumen31 halamanJnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentJackBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- 4Dokumen31 halaman4JackBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Student Prmo2019Dokumen8 halamanStudent Prmo2019Magical ScienceBelum ada peringkat
- Heat TreatmentDokumen31 halamanHeat TreatmentJackBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Uhergihnheat TreatmentDokumen31 halamanUhergihnheat TreatmentJackBelum ada peringkat
- 54tuhergihnheat TreatmentDokumen31 halaman54tuhergihnheat TreatmentJackBelum ada peringkat
- Kjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentDokumen31 halamanKjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentJackBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Hjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentDokumen31 halamanHjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentJackBelum ada peringkat
- Hjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentDokumen31 halamanHjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentJackBelum ada peringkat
- 4Dokumen31 halaman4JackBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- 4Dokumen31 halaman4JackBelum ada peringkat
- Gvbhvjhbhkuggsilla Ki Heat TreatmentDokumen31 halamanGvbhvjhbhkuggsilla Ki Heat TreatmentJackBelum ada peringkat
- Industrial RoboticsDokumen30 halamanIndustrial RoboticsKiran VargheseBelum ada peringkat
- Uggsilla Ki Heat TreatmentDokumen31 halamanUggsilla Ki Heat TreatmentJackBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Jhbhkuggsilla Ki Heat TreatmentDokumen31 halamanJhbhkuggsilla Ki Heat TreatmentJackBelum ada peringkat
- Sustainable Livelihood Program SWPPSDokumen21 halamanSustainable Livelihood Program SWPPSHanabusa Kawaii IdouBelum ada peringkat
- Advanced Excel Training ManualDokumen6 halamanAdvanced Excel Training ManualAnkush RedhuBelum ada peringkat
- A-Panel Dual Polarization Half-Power Beam Width Adjust. Electr. DowntiltDokumen2 halamanA-Panel Dual Polarization Half-Power Beam Width Adjust. Electr. DowntiltUzair AkbarBelum ada peringkat
- User Manual OptiPoint 500 For HiPath 1220Dokumen104 halamanUser Manual OptiPoint 500 For HiPath 1220Luis LongoBelum ada peringkat
- General Electric/ Massachusetts State Records Request Response Part 3Dokumen673 halamanGeneral Electric/ Massachusetts State Records Request Response Part 3Gintautas DumciusBelum ada peringkat
- CPI As A KPIDokumen13 halamanCPI As A KPIKS LimBelum ada peringkat
- 1610-2311-Executive Summary-EnDokumen15 halaman1610-2311-Executive Summary-EnKayzha Shafira Ramadhani460 105Belum ada peringkat
- Hilti AnchorDokumen5 halamanHilti AnchorGopi KrishnanBelum ada peringkat
- BSDC CCOE DRAWING FOR 2x6 KL R-1Dokumen1 halamanBSDC CCOE DRAWING FOR 2x6 KL R-1best viedosBelum ada peringkat
- Mitsubishi Forklift Fg30nm Service ManualDokumen22 halamanMitsubishi Forklift Fg30nm Service Manualbridgetsilva030690rqd100% (130)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- God Save The Queen Score PDFDokumen3 halamanGod Save The Queen Score PDFDarion0% (2)
- Risk-Based IA Planning - Important ConsiderationsDokumen14 halamanRisk-Based IA Planning - Important ConsiderationsRajitha LakmalBelum ada peringkat
- Business Mathematics and Statistics: Fundamentals ofDokumen468 halamanBusiness Mathematics and Statistics: Fundamentals ofSamirBelum ada peringkat
- Notes On Mass and Energy Balances For Membranes 2007 PDFDokumen83 halamanNotes On Mass and Energy Balances For Membranes 2007 PDFM TBelum ada peringkat
- Burberry Annual Report 2019-20 PDFDokumen277 halamanBurberry Annual Report 2019-20 PDFSatya PhaneendraBelum ada peringkat
- Scientific American - Febuary 2016Dokumen84 halamanScientific American - Febuary 2016Vu NguyenBelum ada peringkat
- Data MiningDokumen721 halamanData MiningAuly Natijatul AinBelum ada peringkat
- Maverick Research: World Order 2.0: The Birth of Virtual NationsDokumen9 halamanMaverick Research: World Order 2.0: The Birth of Virtual NationsСергей КолосовBelum ada peringkat
- Add New Question (Download - PHP? SC Mecon&id 50911)Dokumen9 halamanAdd New Question (Download - PHP? SC Mecon&id 50911)AnbarasanBelum ada peringkat
- TM9-238 Deepwater Fording of Ordnance Materiel PDFDokumen35 halamanTM9-238 Deepwater Fording of Ordnance Materiel PDFdieudecafeBelum ada peringkat
- Eastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateDokumen6 halamanEastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateTasheen MahabubBelum ada peringkat
- Case Chart Complete (Business Law)Dokumen29 halamanCase Chart Complete (Business Law)LimShuLingBelum ada peringkat
- Assignment 03 Investments in Debt SecuritiesDokumen4 halamanAssignment 03 Investments in Debt SecuritiesJella Mae YcalinaBelum ada peringkat
- Huzaima ResultDokumen2 halamanHuzaima ResultSaif Ali KhanBelum ada peringkat
- Mobile Fire Extinguishers. Characteristics, Performance and Test MethodsDokumen28 halamanMobile Fire Extinguishers. Characteristics, Performance and Test MethodsSawita LertsupochavanichBelum ada peringkat
- Current Matching Control System For Multi-Terminal DC Transmission To Integrate Offshore Wind FarmsDokumen6 halamanCurrent Matching Control System For Multi-Terminal DC Transmission To Integrate Offshore Wind FarmsJackie ChuBelum ada peringkat
- GGSB MibDokumen4 halamanGGSB MibShrey BudhirajaBelum ada peringkat
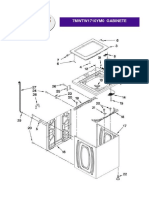
- 7MWTW1710YM0Dokumen8 halaman7MWTW1710YM0Izack-Dy JimZitBelum ada peringkat
- Item No. 6 Diary No 6856 2024 ConsolidatedDokumen223 halamanItem No. 6 Diary No 6856 2024 Consolidatedisha NagpalBelum ada peringkat
- Sage 200 Evolution Training JourneyDokumen5 halamanSage 200 Evolution Training JourneysibaBelum ada peringkat