Anda mungkin juga menyukai
- Numerical ControllerDokumen157 halamanNumerical ControllerDhaval PatelBelum ada peringkat
- CNC TechnologDokumen115 halamanCNC TechnologMuthish ThangamBelum ada peringkat
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaDokumen58 halamanCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuBelum ada peringkat
- CNC MillingDokumen48 halamanCNC MillingHKHKBOOKSBelum ada peringkat
- CNC AutomationDokumen19 halamanCNC Automationsameersaurabh5Belum ada peringkat
- Comparative Study of CNC Controllers Used in CNC Milling MachineDokumen9 halamanComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALBelum ada peringkat
- CNC Common Terms PDFDokumen2 halamanCNC Common Terms PDFShaival JhaBelum ada peringkat
- CAD/CAM Laboratory Process PlanningDokumen14 halamanCAD/CAM Laboratory Process Planningschriener50% (2)
- Cad/Cam: NC, CNC, DNC TechnologiesDokumen37 halamanCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarBelum ada peringkat
- My CNC TurningDokumen7 halamanMy CNC Turningde_stanszaBelum ada peringkat
- The Complete Cam Solution, With Revolutionary Imachining, Fully Integrated in SolidworksDokumen28 halamanThe Complete Cam Solution, With Revolutionary Imachining, Fully Integrated in SolidworkssumejaBelum ada peringkat
- NC, CNC & Robotics: An IntroductionDokumen143 halamanNC, CNC & Robotics: An IntroductionshafiqBelum ada peringkat
- MTM Lab PresentationDokumen26 halamanMTM Lab PresentationMuhammad WaseemBelum ada peringkat
- CNC Programmer Job Description PostingDokumen2 halamanCNC Programmer Job Description Postingsmith9krBelum ada peringkat
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDokumen7 halamanAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaBelum ada peringkat
- Incremental Sheet Forming on CNC Milling MachinesDokumen4 halamanIncremental Sheet Forming on CNC Milling MachinesDionysius WahyoeBelum ada peringkat
- Cam Lab ManualDokumen14 halamanCam Lab Manualelangandhi0% (1)
- CNC Machining Guide Chapter 3Dokumen37 halamanCNC Machining Guide Chapter 3farizanBelum ada peringkat
- CNC - Machines PresentationDokumen31 halamanCNC - Machines PresentationSascha SchranzBelum ada peringkat
- Metalix Cnckad Brochure PDFDokumen2 halamanMetalix Cnckad Brochure PDFSuwandi LimBelum ada peringkat
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDokumen10 halamanIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiBelum ada peringkat
- Fanuc Touch Probe Cycles GuideDokumen6 halamanFanuc Touch Probe Cycles Guidesonnv_hcmuteBelum ada peringkat
- NC, CNC & Robotics PDFDokumen100 halamanNC, CNC & Robotics PDFSiddhrajsinh ZalaBelum ada peringkat
- Unit 7 - CNC - Lecture 1Dokumen20 halamanUnit 7 - CNC - Lecture 1RakshithBelum ada peringkat
- NCT 201MDokumen232 halamanNCT 201Mineu2279Belum ada peringkat
- Katalog PDFDokumen64 halamanKatalog PDFAymeeenBelum ada peringkat
- Feed Rate CalculationsDokumen4 halamanFeed Rate CalculationsJesus Said Mercado VegaBelum ada peringkat
- Virtualline: Virtualpro Programming Support With Vpro GuideDokumen14 halamanVirtualline: Virtualpro Programming Support With Vpro GuideKurtis FascianoBelum ada peringkat
- 04 NC CNC & DNC System-1Dokumen23 halaman04 NC CNC & DNC System-1Arsa Damara PBelum ada peringkat
- CNC Mill ProgrammingDokumen24 halamanCNC Mill ProgrammingZahidah AmaninaBelum ada peringkat
- CNC ProgrammingDokumen20 halamanCNC ProgrammingMansingh YadavBelum ada peringkat
- WinMax Mill NC Programming - v9.1 - July2013Dokumen259 halamanWinMax Mill NC Programming - v9.1 - July2013Noerby AntoBelum ada peringkat
- Eng - DNM Ii - 1401 - Su - E20Dokumen20 halamanEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- NC ProgrammingDokumen54 halamanNC ProgrammingVed Vrat NuclearBelum ada peringkat
- Project On Making A CNC Machine in EthiopiaDokumen10 halamanProject On Making A CNC Machine in EthiopiaSolomon BefrduBelum ada peringkat
- Heidenhein ITNC530 enDokumen1.228 halamanHeidenhein ITNC530 enwadimBelum ada peringkat
- CNC Simulator Turning & Milling Operation Manual: Software-Entwicklung GMBHDokumen508 halamanCNC Simulator Turning & Milling Operation Manual: Software-Entwicklung GMBHJasenko SalihovicBelum ada peringkat
- Haas Mill WIPS Probe Training ManualDokumen44 halamanHaas Mill WIPS Probe Training ManualpocerilloBelum ada peringkat
- Cutter Radius CompensationDokumen2 halamanCutter Radius CompensationSivateja NallamothuBelum ada peringkat
- EnDat 2.2Dokumen20 halamanEnDat 2.2Tushar Kanti BiswasBelum ada peringkat
- 980TDc CNC Turning Controller User Manual PDFDokumen462 halaman980TDc CNC Turning Controller User Manual PDFCarlosA.SantanaBelum ada peringkat
- Knurling On CNC Lathes - 275: J3 SI S5Si 5Dokumen63 halamanKnurling On CNC Lathes - 275: J3 SI S5Si 5Cecep Devi NugrahaBelum ada peringkat
- CNC Milling Machine GuideDokumen18 halamanCNC Milling Machine GuideShegs Jefferson JosephBelum ada peringkat
- 26 Broaching - Principles, Systems and ApplicationsDokumen16 halaman26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- HeidenhainDokumen56 halamanHeidenhainWanderson GarroteBelum ada peringkat
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Dokumen11 halamanIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaBelum ada peringkat
- Trigonometry TablesDokumen49 halamanTrigonometry Tablesdragos43Belum ada peringkat
- 03 CNCDokumen28 halaman03 CNCmmkattaBelum ada peringkat
- Manufacturing Process: CNC TechnologyDokumen133 halamanManufacturing Process: CNC TechnologyRullyRahardianBelum ada peringkat
- NC, CNC and DNCDokumen7 halamanNC, CNC and DNCaqtu12fuc67% (3)
- Lecture Cad CamDokumen84 halamanLecture Cad Camismail_69Belum ada peringkat
- Challenges of 5-Axis Machining: Presented By: Shukri Hamzah - Production Technology, Adtec MelakaDokumen25 halamanChallenges of 5-Axis Machining: Presented By: Shukri Hamzah - Production Technology, Adtec MelakaLutfi LatifBelum ada peringkat
- Unit-01 CNCDokumen35 halamanUnit-01 CNCDhruv Sharma100% (1)
- Computer Numerical Control Machine GuideDokumen98 halamanComputer Numerical Control Machine GuideShubha Tambrahalli ChandrashekarBelum ada peringkat
- CNC MachinesDokumen9 halamanCNC MachinesMohamed El-WakilBelum ada peringkat
- HagddhadDokumen97 halamanHagddhadJohn WalkerBelum ada peringkat
- CNC Lecture01Dokumen44 halamanCNC Lecture01mohamed adelBelum ada peringkat
- Me 473 - Unit 3Dokumen46 halamanMe 473 - Unit 3Ama Serwaa YeboahBelum ada peringkat
- Me5402 Unit 5.0Dokumen96 halamanMe5402 Unit 5.02arunagiriBelum ada peringkat
- CNC MachineDokumen18 halamanCNC MachineRajeev Ranjan100% (1)
- Budget PlannerDokumen6 halamanBudget Plannerrmsvm5Belum ada peringkat
- LatheDokumen93 halamanLathermsvm5Belum ada peringkat
- Single Degree PolynomialDokumen1 halamanSingle Degree Polynomialrmsvm5Belum ada peringkat
- A Simple Puzzle With Difficult AnswerDokumen1 halamanA Simple Puzzle With Difficult Answerrmsvm5Belum ada peringkat
- Best Aviation Photography Ever DoneDokumen39 halamanBest Aviation Photography Ever Donermsvm5Belum ada peringkat
- Nikon D70 Focusing Problem Workaround PDFDokumen4 halamanNikon D70 Focusing Problem Workaround PDFEnrico GambiniBelum ada peringkat
- Siemens-Healthineers MAGNETOM Flash Free-Max Edition RSNA EditionDokumen52 halamanSiemens-Healthineers MAGNETOM Flash Free-Max Edition RSNA EditionAlmasBelum ada peringkat
- FDBA en Metric LetterDokumen1 halamanFDBA en Metric LetterY.EbadiBelum ada peringkat
- 813820112016-Mini ProjectDokumen5 halaman813820112016-Mini ProjectYokes WaranBelum ada peringkat
- AVS BV Product CatalogDokumen644 halamanAVS BV Product CatalogCRIS SEDANTOBelum ada peringkat
- Compalarm CatalogDokumen4 halamanCompalarm CatalogXuân Thuỷ PhạmBelum ada peringkat
- Description: Unit QTY Unit Price Amount SRDokumen10 halamanDescription: Unit QTY Unit Price Amount SRvin ssBelum ada peringkat
- SWGRMDokumen53 halamanSWGRMSamBelum ada peringkat
- 3 Pole ATS White Paper - ToPPPDokumen4 halaman3 Pole ATS White Paper - ToPPPAdhyartha KerafBelum ada peringkat
- ClearHyb Heating Unit User ManualDokumen13 halamanClearHyb Heating Unit User ManualDumitrescu CosminBelum ada peringkat
- MENVIER FIRE SYSTEM OPERATION AND MAINTENANCE GUIDEDokumen12 halamanMENVIER FIRE SYSTEM OPERATION AND MAINTENANCE GUIDEJocafenoBelum ada peringkat
- Electric Flat Iron Parts and OperationDokumen12 halamanElectric Flat Iron Parts and OperationArvin Paul A. Soriano100% (1)
- Superwinch LT2000 Owner's ManualDokumen4 halamanSuperwinch LT2000 Owner's ManualdigitaltextBelum ada peringkat
- Basic Hydraulic: Hands-On TrainingDokumen25 halamanBasic Hydraulic: Hands-On TrainingX800XL100% (1)
- $$ List of Material:: Just For Showing PurposeDokumen2 halaman$$ List of Material:: Just For Showing Purposenitin_jagtap9495Belum ada peringkat
- 93 Spanish Dis AssemblyDokumen49 halaman93 Spanish Dis AssemblydodoviningBelum ada peringkat
- PriceListHirePurchase NormalDokumen51 halamanPriceListHirePurchase NormalMuhammad AtifBelum ada peringkat
- LPG Leakage Detector Using Arduino With SMS Alert and Sound AlarmDokumen12 halamanLPG Leakage Detector Using Arduino With SMS Alert and Sound AlarmNkj242089Belum ada peringkat
- Ul 62368 - 2014Dokumen116 halamanUl 62368 - 2014mstampekBelum ada peringkat
- E16050Dokumen39 halamanE16050HOFFERBelum ada peringkat
- I Concepts CatalogDokumen36 halamanI Concepts CatalogJorge SalasBelum ada peringkat
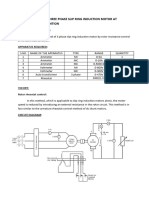
- Speed Control of 3 Phase Slip Ring Induction MotorDokumen2 halamanSpeed Control of 3 Phase Slip Ring Induction Motoraditya aryaBelum ada peringkat
- 18 Hofmann Hofnuts Brochure A4Dokumen2 halaman18 Hofmann Hofnuts Brochure A4Jorge VillalobosBelum ada peringkat
- Casio CD-311s SMDokumen52 halamanCasio CD-311s SMClaudio Hector ArrosaBelum ada peringkat
- XGY1000 Head TrackerDokumen14 halamanXGY1000 Head TrackerjesusifcBelum ada peringkat
- HP LaserJet 45xx Service Manual Update Mar03Dokumen5 halamanHP LaserJet 45xx Service Manual Update Mar03rferrero27Belum ada peringkat
- Rate List of Plumbing Work180208Dokumen1 halamanRate List of Plumbing Work180208Ragul004250% (2)
- Nissan 370Z BCSDokumen85 halamanNissan 370Z BCSHendrick Cepeda0% (1)
- Stepper Motor Support Document-1Dokumen5 halamanStepper Motor Support Document-1Alex BurdukBelum ada peringkat
- Oxygen Therapy Hoods GuideDokumen2 halamanOxygen Therapy Hoods GuideSteven BrownBelum ada peringkat