Anda mungkin juga menyukai
- Calculo Temperatura AmoniaDokumen2 halamanCalculo Temperatura AmoniarofasiBelum ada peringkat
- Guia de Boas Práticas Não Vinculativo para A Aplicação Da Directiva 1999 - 92 - CE ATEX (Atmosferas Explosivas)Dokumen140 halamanGuia de Boas Práticas Não Vinculativo para A Aplicação Da Directiva 1999 - 92 - CE ATEX (Atmosferas Explosivas)rofasiBelum ada peringkat
- Dimensionamento TubulaçõesDokumen5 halamanDimensionamento TubulaçõesrofasiBelum ada peringkat
- Tabela Incrustação CondensadoresDokumen1 halamanTabela Incrustação CondensadoresrofasiBelum ada peringkat
- Aplicações Da Amônia e Do CO2 Na Refrigeração IndustrialDokumen152 halamanAplicações Da Amônia e Do CO2 Na Refrigeração IndustrialBruno Gomes De MacedoBelum ada peringkat
- Resumo Melhores Práticas Refrigeração IndustrialDokumen12 halamanResumo Melhores Práticas Refrigeração IndustrialrofasiBelum ada peringkat
- Determinação de Oxigênio DissolvidoDokumen2 halamanDeterminação de Oxigênio DissolvidorofasiBelum ada peringkat
- Best Practice Guide Refrigeration (PTBR)Dokumen36 halamanBest Practice Guide Refrigeration (PTBR)rofasiBelum ada peringkat
- Anvisa Agua Mineral Resoluçao 274 2005Dokumen8 halamanAnvisa Agua Mineral Resoluçao 274 2005Helton SilvaBelum ada peringkat
- AutomotivaçãoDokumen2 halamanAutomotivaçãorofasiBelum ada peringkat
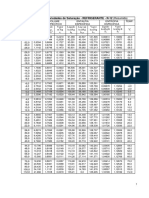
- TABELA (2.4-5) Propriedades de Saturação - REFRIGERANTE - R-12 (Resumida)Dokumen8 halamanTABELA (2.4-5) Propriedades de Saturação - REFRIGERANTE - R-12 (Resumida)Anonymous K9WlnqBelum ada peringkat
- S7 Apres1Dokumen19 halamanS7 Apres1rofasiBelum ada peringkat
- Lei N 8.508joinvilleDokumen163 halamanLei N 8.508joinvilleLuis Carlos Ferreira FilhoBelum ada peringkat
- PPC - Minas - Atualizado - Resolução 047-19Dokumen137 halamanPPC - Minas - Atualizado - Resolução 047-19EmilyBelum ada peringkat
- Inventário de Desenvolvimento VocacionalDokumen11 halamanInventário de Desenvolvimento VocacionalSofia Costa100% (1)
- Diagrama Gol g6 Me 17.5.20Dokumen6 halamanDiagrama Gol g6 Me 17.5.20adriano100% (2)
- Orcamento de Obras Na Construcao Civil Ronaldo 1519142249 PDFDokumen354 halamanOrcamento de Obras Na Construcao Civil Ronaldo 1519142249 PDFZequinha G Dos SantosBelum ada peringkat
- Trabalho Sobre LiderançaDokumen12 halamanTrabalho Sobre LiderançaMarta SáBelum ada peringkat
- Codigo Das Turmas Ciclo BasicoDokumen2 halamanCodigo Das Turmas Ciclo BasicoCaik CavalcanteBelum ada peringkat
- Currículo 2022 - Yuri Prado FischerDokumen2 halamanCurrículo 2022 - Yuri Prado FischerYuri FischerBelum ada peringkat
- Perda Estimada em Um Curso de Engenharia Numa Ies Privada No Noroeste Fluminense Antes e Depois Da Implantação de Uma Equipe de Gestão Da Permanência - EgpDokumen19 halamanPerda Estimada em Um Curso de Engenharia Numa Ies Privada No Noroeste Fluminense Antes e Depois Da Implantação de Uma Equipe de Gestão Da Permanência - EgpMarcosPauloMottaBelum ada peringkat
- Historico 202206640031Dokumen3 halamanHistorico 202206640031Adriel BenicioBelum ada peringkat
- Aula 05 Introdução A NR22Dokumen22 halamanAula 05 Introdução A NR22Vander AlvesBelum ada peringkat
- Resultado Preliminar PEC-G 2012Dokumen18 halamanResultado Preliminar PEC-G 2012Mario PonceBelum ada peringkat
- NR 18 PDFDokumen89 halamanNR 18 PDFLuiz PinheiroBelum ada peringkat
- Termo PDFDokumen3 halamanTermo PDFNicolle Vitória VasconcelosBelum ada peringkat
- Análise Dos Critérios de Projeto de Túneis de PressãoDokumen9 halamanAnálise Dos Critérios de Projeto de Túneis de PressãoGabriel Barbosa SoaresBelum ada peringkat
- 0573a5 PDFDokumen155 halaman0573a5 PDFRenato NunesBelum ada peringkat
- Aálise Granulométrica Por PeneiramentoDokumen20 halamanAálise Granulométrica Por PeneiramentoLu MeloBelum ada peringkat
- As Ideias Principais de AntifrágilDokumen40 halamanAs Ideias Principais de Antifrágilfpenido88% (8)
- DIATEC MIC-1 v2Dokumen5 halamanDIATEC MIC-1 v2Ivan BarroslealBelum ada peringkat
- Consulplan - Edital Porto Velho Republic Ado em 21 12 2012925Dokumen32 halamanConsulplan - Edital Porto Velho Republic Ado em 21 12 2012925Jonas LopesBelum ada peringkat
- Folha Dirigida RJ - Edição 2.693 (30 Agosto A 5 Setembro 2018)Dokumen12 halamanFolha Dirigida RJ - Edição 2.693 (30 Agosto A 5 Setembro 2018)brenompeixoto2709Belum ada peringkat
- Convenios MARINHADokumen76 halamanConvenios MARINHAFelipe GusmãoBelum ada peringkat
- 2020 - Desempenho Econômico-Financeiro Do Setor Mineral Brasileiro e As Crises de 2008 e 2014Dokumen19 halaman2020 - Desempenho Econômico-Financeiro Do Setor Mineral Brasileiro e As Crises de 2008 e 2014IcaroFélixBelum ada peringkat
- Aula de EstradasDokumen21 halamanAula de EstradasJailsondaSilvaBelum ada peringkat
- Ged 13Dokumen117 halamanGed 13Carajo PiconBelum ada peringkat
- 27 - Cronograma de Lives - EaD UniBTA DigitalDokumen93 halaman27 - Cronograma de Lives - EaD UniBTA DigitalJoamilton GomesBelum ada peringkat
- Curso Plano de Rigging PDFDokumen3 halamanCurso Plano de Rigging PDFLeonardo Roncetti100% (1)
- Avmag 292Dokumen244 halamanAvmag 292PEANAYABelum ada peringkat
- Açucar Na MassaDokumen6 halamanAçucar Na MassaJCGasparim50% (2)
- POP Inspeções de Segurança Do TrabalhoDokumen16 halamanPOP Inspeções de Segurança Do TrabalhoVANDERLEY SANTANA DA SILVABelum ada peringkat