Anda mungkin juga menyukai
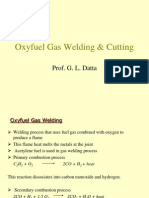
- Oxyfuel Gas Welding & Cutting: Prof. G. L. DattaDokumen18 halamanOxyfuel Gas Welding & Cutting: Prof. G. L. DattaDinesh InavoluBelum ada peringkat
- Oxyfuel Gas Welding & Cutting: Prof. G. L. DattaDokumen18 halamanOxyfuel Gas Welding & Cutting: Prof. G. L. DattaDinesh InavoluBelum ada peringkat
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDokumen44 halamanArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluBelum ada peringkat
- Wind TurbineDokumen18 halamanWind TurbineDinesh Inavolu50% (2)
- Dos and Donts of Poster PresentationDokumen6 halamanDos and Donts of Poster Presentationapi-236564996Belum ada peringkat
- ME Recent PapersDokumen50 halamanME Recent PapersDinesh InavoluBelum ada peringkat
- Eco-Friendly Plastic FuelDokumen23 halamanEco-Friendly Plastic FuelDinesh InavoluBelum ada peringkat
- EquityprojectDokumen87 halamanEquityprojectDinesh InavoluBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Diploma Sittr 21 Revision Syllabus Strength of MaterialsDokumen2 halamanDiploma Sittr 21 Revision Syllabus Strength of MaterialsYaduthilak YktBelum ada peringkat
- Effect of Operating Conditions On COP of VCRDokumen9 halamanEffect of Operating Conditions On COP of VCRSatheesh ChandranBelum ada peringkat
- Ekstraksi: Riani Ayu Lestari, M. EngDokumen42 halamanEkstraksi: Riani Ayu Lestari, M. EngNathaliaSihombingBelum ada peringkat
- Brochure WEBDokumen6 halamanBrochure WEBManivannanMudhaliarBelum ada peringkat
- Schaeffler Kolloquium 2014 02 enDokumen9 halamanSchaeffler Kolloquium 2014 02 enNazif MisnanBelum ada peringkat
- MITx2 854 1x-V000900 - DTH-enDokumen3 halamanMITx2 854 1x-V000900 - DTH-enLeonardo RamosBelum ada peringkat
- Lathe Accessories: Work Holding Tool HoldingDokumen33 halamanLathe Accessories: Work Holding Tool HoldingSuhasBelum ada peringkat
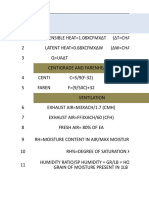
- All Formulas HvacDokumen11 halamanAll Formulas HvacrockBelum ada peringkat
- TDS Shell Gadus S2 V220 2Dokumen2 halamanTDS Shell Gadus S2 V220 2regisBelum ada peringkat
- Tender Document - TechnicalDokumen37 halamanTender Document - TechnicalSujithkumar100% (1)
- B-s1 D0-Certificate Ems 1509Dokumen5 halamanB-s1 D0-Certificate Ems 1509zlatkokrsicBelum ada peringkat
- Chemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSDokumen6 halamanChemical & Process Technology - Determine Latent Heat For Multi-Component and Relieving Area Using Rigorous Method in HYSYSAnonymous q95lwCgBelum ada peringkat
- 1995 R129-Owners-Manual PDFDokumen148 halaman1995 R129-Owners-Manual PDFMarvin ChuaBelum ada peringkat
- 3D Printing Printing Precision and Application in Food SectorDokumen12 halaman3D Printing Printing Precision and Application in Food SectorAhmad Al-HusainBelum ada peringkat
- Permissible Crack Width ExplanationDokumen4 halamanPermissible Crack Width ExplanationAntony John VianyBelum ada peringkat
- Certification Record: Customer Class FileDokumen2 halamanCertification Record: Customer Class FileSilo LibraBelum ada peringkat
- n7k ReplacingDokumen102 halamann7k ReplacingMcyanogen HeshamBelum ada peringkat
- Electrical Basis of Design Standards GuidelinesDokumen19 halamanElectrical Basis of Design Standards Guidelinesessk100% (1)
- Sample Problem #1Dokumen7 halamanSample Problem #1DozdiBelum ada peringkat
- Chapter 1Dokumen12 halamanChapter 1Tavares PrestonBelum ada peringkat
- Manual JVC KW-XC828 PDFDokumen94 halamanManual JVC KW-XC828 PDFMassolo RoyBelum ada peringkat
- Astm A 563 14pdf PDFDokumen18 halamanAstm A 563 14pdf PDFSathish KumarBelum ada peringkat
- Pipeline Risk Management Basic ManualDokumen6 halamanPipeline Risk Management Basic ManualhemnBelum ada peringkat
- HiltiDokumen3 halamanHiltiLiam WilliamsBelum ada peringkat
- Shape Cutting Systems From EsabDokumen36 halamanShape Cutting Systems From EsabJhun Aquino100% (1)
- AM-Car Parks in Steel - ENDokumen22 halamanAM-Car Parks in Steel - ENEdwin RamirezBelum ada peringkat
- 2 - Conservation and The Use of Secondary and Recycled Materials PDFDokumen16 halaman2 - Conservation and The Use of Secondary and Recycled Materials PDFfa_fa67Belum ada peringkat
- 3.2 Overexcitation and Overvoltage ProtectionDokumen6 halaman3.2 Overexcitation and Overvoltage Protectionlkt_pestechBelum ada peringkat
- Material Safety Data Sheet: Silicomanganese SlagDokumen8 halamanMaterial Safety Data Sheet: Silicomanganese SlagbamboBelum ada peringkat
- Powder 1Dokumen84 halamanPowder 1Nyanda MadiliBelum ada peringkat