Anda mungkin juga menyukai
- Manual Structural WeldingDokumen12 halamanManual Structural WeldingwalitedisonBelum ada peringkat
- Gas Dehydrators LessonsDokumen20 halamanGas Dehydrators LessonsBinarga SatriaBelum ada peringkat
- Nitrogen BlanketingDokumen7 halamanNitrogen Blanketingkhali54Belum ada peringkat
- Types of Lathe Cutting ToolsDokumen11 halamanTypes of Lathe Cutting ToolsDeenaKriShnanBelum ada peringkat
- F-CD-19 Pipe and Weld Book 26-Abr-19Dokumen84 halamanF-CD-19 Pipe and Weld Book 26-Abr-19Jorge Isaac Lara RamosBelum ada peringkat
- Wps Register Last Updated May 12Dokumen1 halamanWps Register Last Updated May 12Abdullah Al JubayerBelum ada peringkat
- Adsorbents and Adsorption Processes For Pollution ControlDokumen30 halamanAdsorbents and Adsorption Processes For Pollution ControlJoao MinhoBelum ada peringkat
- Heat Treatment ProcessesDokumen44 halamanHeat Treatment Processesmesa142Belum ada peringkat
- Igo 11 MemoDokumen169 halamanIgo 11 Memowildcatamir11100% (1)
- Petroleum Refinery HSE ManualDokumen11 halamanPetroleum Refinery HSE ManualFarrukh TouheedBelum ada peringkat
- SulphurRecovery PDFDokumen22 halamanSulphurRecovery PDFfatamorgganaBelum ada peringkat
- Nickel Smelting and Refining: Environmental Guidelines ForDokumen4 halamanNickel Smelting and Refining: Environmental Guidelines Forفردوس سليمانBelum ada peringkat
- Weld DefectsDokumen9 halamanWeld DefectsshankarBelum ada peringkat
- Nickel PPAHDokumen4 halamanNickel PPAHdeddodBelum ada peringkat
- Bltn0045 PDFDokumen7 halamanBltn0045 PDFcemsavantBelum ada peringkat
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDari EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Production of Activated CarbonDokumen11 halamanProduction of Activated CarbonShii Bautista100% (1)
- Keppel Seghers Waste-to-Energy PDFDokumen2 halamanKeppel Seghers Waste-to-Energy PDFCarlos GomezBelum ada peringkat
- Abfallbehandlung 2Dokumen33 halamanAbfallbehandlung 2Faizatin NikmahBelum ada peringkat
- Solid Waste Management - IncinerationDokumen43 halamanSolid Waste Management - IncinerationraaaaajjjjjBelum ada peringkat
- BAT IncinerationDokumen50 halamanBAT Incinerationleductrung100% (1)
- Cement Manufacturing: Industry Description and PracticesDokumen4 halamanCement Manufacturing: Industry Description and PracticesSambhu YadavBelum ada peringkat
- Industrial Ecology: Flue Gas Cleaning Systems For Waste Incineration PlantDokumen4 halamanIndustrial Ecology: Flue Gas Cleaning Systems For Waste Incineration PlantNicoleta UngureanuBelum ada peringkat
- Khare FINALDokumen15 halamanKhare FINALSHUBHAM KHAREBelum ada peringkat
- Technologies To Reduce Air PollutionDokumen18 halamanTechnologies To Reduce Air PollutionSambiri PisiraiBelum ada peringkat
- Callidus-Honeywell Thermal Brochure 13Dokumen8 halamanCallidus-Honeywell Thermal Brochure 13nay denBelum ada peringkat
- Cement Manufacturing: Environmental Guidelines ForDokumen4 halamanCement Manufacturing: Environmental Guidelines FornathabbuBelum ada peringkat
- IncinerationDokumen30 halamanIncinerationOMSAIRAMABelum ada peringkat
- Chapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Dokumen16 halamanChapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001sunitbhaumikBelum ada peringkat
- Air Polution and Air Pollution Control in Cement IndustryDokumen26 halamanAir Polution and Air Pollution Control in Cement IndustryPRAFULKUMAR PARMARBelum ada peringkat
- Cement Manufacturing: Industry Description and PracticesDokumen4 halamanCement Manufacturing: Industry Description and Practicesbridget mutsutsururuBelum ada peringkat
- Cement Manufacturing: Industry Description and PracticesDokumen4 halamanCement Manufacturing: Industry Description and PracticesNatala WillzBelum ada peringkat
- Waseem Final AssgmntDokumen5 halamanWaseem Final AssgmntWaseem KhanBelum ada peringkat
- LCP Bref 0706197-321Dokumen125 halamanLCP Bref 0706197-321Stevan MilovanovićBelum ada peringkat
- Industrial IncineratorDokumen16 halamanIndustrial IncineratorAnthony FelixBelum ada peringkat
- History of Industrial HygieneDokumen23 halamanHistory of Industrial HygieneJohnCarloTolibasBelum ada peringkat
- Alternate Methods For Disposal of PlasticsDokumen2 halamanAlternate Methods For Disposal of Plasticsrahini baluBelum ada peringkat
- Incinerator Procurment Guide - BEO-DCHADokumen4 halamanIncinerator Procurment Guide - BEO-DCHAAlok SinghBelum ada peringkat
- Cement and Lime KilnsDokumen6 halamanCement and Lime KilnsbizarropBelum ada peringkat
- Accepted ManuscriptDokumen29 halamanAccepted ManuscriptAlek KrótkiBelum ada peringkat
- SUPCON Solution For Waste IncineratorDokumen11 halamanSUPCON Solution For Waste IncineratorJKKBelum ada peringkat
- SW Treatment TechnologiesDokumen15 halamanSW Treatment TechnologiesMaharshi PurtyBelum ada peringkat
- Powerplant G3Dokumen45 halamanPowerplant G3Animesh Kr. AmarBelum ada peringkat
- Pyros: A New Flash Pyrolysis Technology For The Production of Bio-Oil From Biomass ResiduesDokumen14 halamanPyros: A New Flash Pyrolysis Technology For The Production of Bio-Oil From Biomass Residueskemas ridhuanBelum ada peringkat
- TS TRT Alt Med WST DispDokumen18 halamanTS TRT Alt Med WST DispAl MamunBelum ada peringkat
- Gaseous WasteDokumen3 halamanGaseous WastezaityzakeryBelum ada peringkat
- WP Inerting HP 0410Dokumen16 halamanWP Inerting HP 0410Marisela BurkeBelum ada peringkat
- Waste and Biomass Utilisation Focused On Environment Protection and Energy GenerationDokumen20 halamanWaste and Biomass Utilisation Focused On Environment Protection and Energy GenerationModhagapriyan MBelum ada peringkat
- CERGAS Deteccion de Gases ExplosivosDokumen4 halamanCERGAS Deteccion de Gases ExplosivosdanilokaralejicBelum ada peringkat
- ACE Paper 22 2009 Annex A PDFDokumen4 halamanACE Paper 22 2009 Annex A PDFponsornBelum ada peringkat
- Cycle 9 & 10Dokumen23 halamanCycle 9 & 10Yasewn KALAWANTBelum ada peringkat
- Final PPT Sa ps1Dokumen23 halamanFinal PPT Sa ps1Alnor Latabat AlontoBelum ada peringkat
- All Types of Waste IncineratorsDokumen12 halamanAll Types of Waste IncineratorsNiyati Mihir PatelBelum ada peringkat
- Effects On NCGDokumen3 halamanEffects On NCGMutiaraBelum ada peringkat
- WST03Dokumen26 halamanWST03LikhithBelum ada peringkat
- Oil Indesalter Wash Water-4Dokumen6 halamanOil Indesalter Wash Water-4macielBelum ada peringkat
- Controlofairpollutants 181124103155Dokumen17 halamanControlofairpollutants 181124103155Dawit GirmaBelum ada peringkat
- Basic Principles and Processes in The Operation of Incineration TechnologyDokumen6 halamanBasic Principles and Processes in The Operation of Incineration TechnologyzaityzakeryBelum ada peringkat
- Blde'S: Thermal TreatmentDokumen20 halamanBlde'S: Thermal TreatmentShabanaBelum ada peringkat
- Immobilization: Flue Gases Quantity and Type of Pollutants in Emissions Depend OnDokumen2 halamanImmobilization: Flue Gases Quantity and Type of Pollutants in Emissions Depend OnRainier RamosBelum ada peringkat
- Air Quality ManagementDokumen32 halamanAir Quality ManagementamruthaBelum ada peringkat
- Pirolisis de PolipropilenoDokumen9 halamanPirolisis de PolipropilenoNena Jessi LoveBelum ada peringkat
- Fixed Co2 SysytemDokumen9 halamanFixed Co2 SysytemDebashish Priyanka SinhaBelum ada peringkat
- Biomass Conversion Technologies: Incineration Thermo-Chemical Method Biochemical MethodDokumen16 halamanBiomass Conversion Technologies: Incineration Thermo-Chemical Method Biochemical MethodHithen Soyal100% (1)
- Veesol Enviro Tech-ProposalDokumen4 halamanVeesol Enviro Tech-ProposalTamil AzhaganBelum ada peringkat
- Foul CondensateDokumen9 halamanFoul CondensateArun YogaBelum ada peringkat
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDari EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementBelum ada peringkat
- Cold Drawn Lap Defect - Google SearchDokumen2 halamanCold Drawn Lap Defect - Google SearchIvan GutierrezBelum ada peringkat
- C Max Tightening Torque Admissible Side Load Est'd Weight ClipsDokumen2 halamanC Max Tightening Torque Admissible Side Load Est'd Weight ClipsTowerBelum ada peringkat
- Casting NotesDokumen36 halamanCasting NotesAndrews ArunothayanBelum ada peringkat
- Advances On Seawater ElectrolysisDokumen28 halamanAdvances On Seawater Electrolysismsantosu000Belum ada peringkat
- POSCO Korea - Galvanized SheetDokumen27 halamanPOSCO Korea - Galvanized SheetFrancis BoeyBelum ada peringkat
- Over Print CoatingsDokumen4 halamanOver Print CoatingsAnil PandayBelum ada peringkat
- PIC JAN2024 THM MachinelistDokumen7 halamanPIC JAN2024 THM MachinelistPrateep PrachongkijBelum ada peringkat
- Standard W+O 200/ 219: Date: May 2013 Issue: 05 Authorized: Page: 1 of 5Dokumen5 halamanStandard W+O 200/ 219: Date: May 2013 Issue: 05 Authorized: Page: 1 of 5hkatzerBelum ada peringkat
- Wadpack Private Limited: Induction SummaryDokumen15 halamanWadpack Private Limited: Induction SummaryAbhijith SBelum ada peringkat
- Furnace Design and Operation: Presented by Prof. Barrie JenkinsDokumen22 halamanFurnace Design and Operation: Presented by Prof. Barrie JenkinskINGBelum ada peringkat
- Dus Packaging Rangka Kaki Dan Meja Utama: Revision REV Description Date Approved Assy No Sub Assy QTY RemarkDokumen10 halamanDus Packaging Rangka Kaki Dan Meja Utama: Revision REV Description Date Approved Assy No Sub Assy QTY RemarkAhmad FalahBelum ada peringkat
- BIS0148 - C2L9P2 - Spec Sheet - Wear 450 Steel - WebDokumen1 halamanBIS0148 - C2L9P2 - Spec Sheet - Wear 450 Steel - Webidontlikeebooks100% (1)
- OML 58 Phase 1 Project Welders Qualification Log: Candiate IdDokumen9 halamanOML 58 Phase 1 Project Welders Qualification Log: Candiate IdTheophilus OrupaboBelum ada peringkat
- REAL WORLD Examples of Influences of Particles and Cake Formation On SOLID-Liquid Separation Technology OperationDokumen29 halamanREAL WORLD Examples of Influences of Particles and Cake Formation On SOLID-Liquid Separation Technology OperationBarry PerlmutterBelum ada peringkat
- Mid2 Objective PaperDokumen2 halamanMid2 Objective PaperChilla DivyaBelum ada peringkat
- Tds - Master Quench ADokumen2 halamanTds - Master Quench ANashrul HakimBelum ada peringkat
- Session-8 Forging Processes PDFDokumen51 halamanSession-8 Forging Processes PDFAlessandro MuragliaBelum ada peringkat
- GA of Fabric Expansion BellowDokumen17 halamanGA of Fabric Expansion BellowEILA545 QAQCBelum ada peringkat
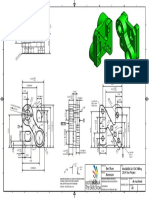
- Ben Shaw Aluminium Worldskills UK CNC Milling 2014 Test Project As Machined A3Dokumen1 halamanBen Shaw Aluminium Worldskills UK CNC Milling 2014 Test Project As Machined A3gundhiufsBelum ada peringkat
- Question Bank: Subject Code & Name: Me 6004 Ucm Staff Incharge: M.RavisankarDokumen12 halamanQuestion Bank: Subject Code & Name: Me 6004 Ucm Staff Incharge: M.Ravisankarjamunaa83Belum ada peringkat
- CATALISEDokumen13 halamanCATALISEANTONIO RAUL MANUELBelum ada peringkat
- Patterns For Mould MakingDokumen21 halamanPatterns For Mould MakingokicirdarBelum ada peringkat