Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Embroidery Quality DefectsDokumen5 halamanEmbroidery Quality DefectsAdnan HameedBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Liquid Embroidery NotesDokumen5 halamanLiquid Embroidery NotesAmrutha InstitutionsBelum ada peringkat
- MCQDokumen4 halamanMCQcc83% (12)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Ella The Elephant and Her BoyDokumen8 halamanElla The Elephant and Her BoyThimany00Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- MEM560 Q CH 4Dokumen4 halamanMEM560 Q CH 4SyafiqAsyrafBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Machine Screws: Dimensions and Other DataDokumen1 halamanMachine Screws: Dimensions and Other DataSteven PentonBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Project: Stash It: American Patchwork & Quilting - Quilt Sampler - Quilts and MoreDokumen3 halamanProject: Stash It: American Patchwork & Quilting - Quilt Sampler - Quilts and MoreJjffjj Kojgff100% (1)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Doc701924395 644588073Dokumen19 halamanDoc701924395 644588073clara100% (1)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Electro Motion Machine Tools Stock ListDokumen13 halamanElectro Motion Machine Tools Stock ListElectro Motion UK (Export) LtdBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- QCS Section 16Dokumen59 halamanQCS Section 16MurugananthamParamasivam67% (3)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Sttype ABDokumen1 halamanSttype ABSean YangBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Advance SpinningDokumen14 halamanAdvance SpinningArun Yadav100% (1)
- Tutorial 1 - Getting Started With The CncSimulator Pro - CncSimulator BlogDokumen7 halamanTutorial 1 - Getting Started With The CncSimulator Pro - CncSimulator BlogJas MinBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Lobster Plush Knitting PatternDokumen6 halamanLobster Plush Knitting PatternJulia ABelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Tool Room Lathe PDFDokumen4 halamanTool Room Lathe PDFShahAzeem AhamadBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Cuddly CrittersDokumen14 halamanCuddly CrittersиринаBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Film Processing: Black-And-White FilmDokumen2 halamanFilm Processing: Black-And-White FilmNikola ZelićBelum ada peringkat
- GTO StationaryChuckDokumen1 halamanGTO StationaryChuckweslley.luzBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- First Summative Test in Tle 6 Fourth Quarter: Francisco F. Illescas Elementary SchoolDokumen6 halamanFirst Summative Test in Tle 6 Fourth Quarter: Francisco F. Illescas Elementary SchoolSofia ZafraBelum ada peringkat
- Shaper MachineDokumen81 halamanShaper Machinesam clastineBelum ada peringkat
- Industrial Training Presentation-1 On Rajkot, Gujarat: ProtecDokumen31 halamanIndustrial Training Presentation-1 On Rajkot, Gujarat: ProtecJAY KACHABelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Nerdy Knitter: Page - 1Dokumen5 halamanThe Nerdy Knitter: Page - 1s sharmaBelum ada peringkat
- MSCatalog PDFDokumen101 halamanMSCatalog PDFAlbert UsmaBelum ada peringkat
- Fabric Embellishment: Shazmah Basharat Ph.D. Scholar Textiles & Clothing College of Home EconomicsDokumen22 halamanFabric Embellishment: Shazmah Basharat Ph.D. Scholar Textiles & Clothing College of Home EconomicsKriti Rama Mani100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Composite p715g PDFDokumen44 halamanComposite p715g PDFAlexandre SouzaBelum ada peringkat
- MimicDokumen2 halamanMimicplsregister100% (1)
- Engineering Plastics Machining GuideDokumen7 halamanEngineering Plastics Machining GuideSreedhar PugalendhiBelum ada peringkat
- How Camera Light Meters WorkDokumen18 halamanHow Camera Light Meters WorkomarszBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
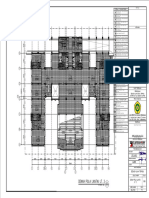
- Und - Ar-07.02 - Rencana Fin. Lantai-Ar-07.02Dokumen1 halamanUnd - Ar-07.02 - Rencana Fin. Lantai-Ar-07.02Deden NurarifBelum ada peringkat
- 104 Pokemon Cubone Crochet PatternDokumen4 halaman104 Pokemon Cubone Crochet PatternSindy MuñozBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)